3Dプリンター キャリブレーション|初層→E steps→フロー→寸法
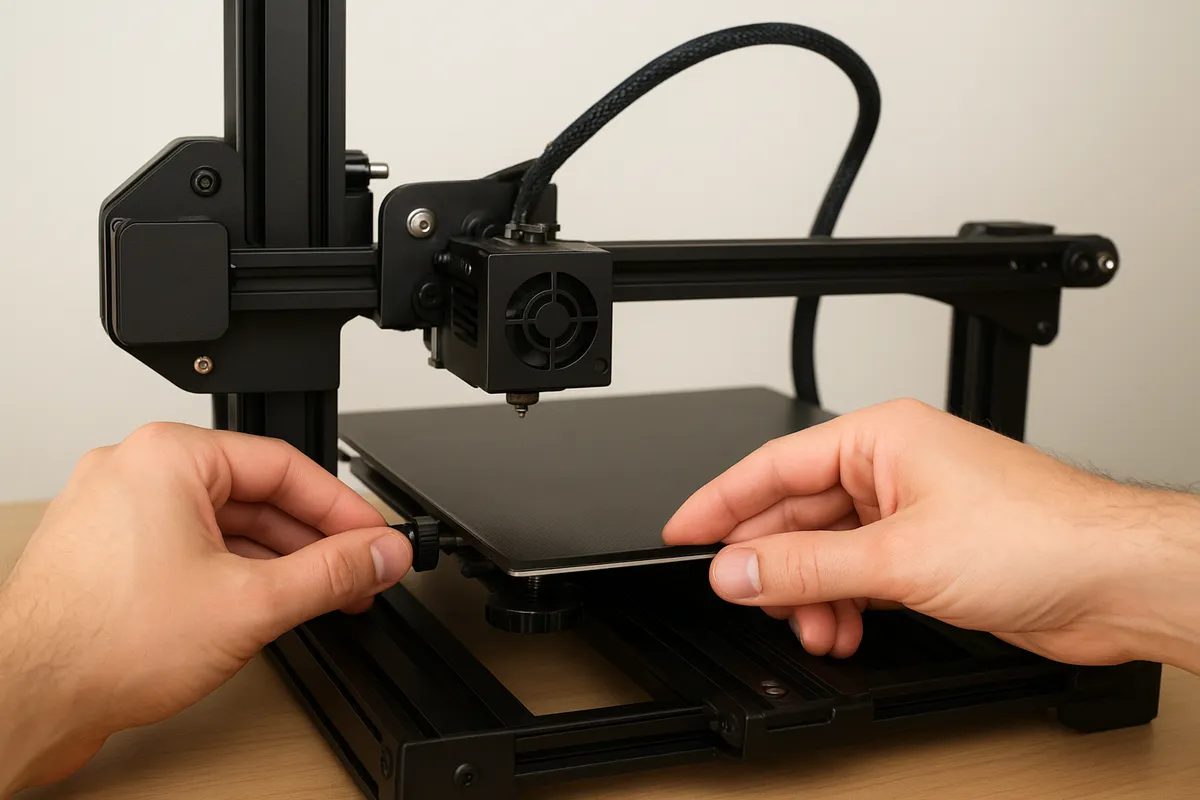
3Dプリンターは3Dデータを1層ずつ積み上げて形にする装置ですが、FDM機で仕上がりを崩しやすいのは、派手な設定よりも初層、押し出し量、寸法の基準がずれているときです。
筆者の環境でも、100mm送りでE stepsを合わせ直した直後、同じスライサー設定のまま壁厚のばらつきが一気に収束し、この設定を変えた瞬間に世界が変わる感覚がありました。
本記事は、PLAやPETGで見た目や寸法が安定しない人に向けて、症状ごとに原因を切り分けながら、初層、E steps、フロー、寸法確認の順で再現しやすいキャリブレーション手順を整理します。
自動ベッドレベリング搭載機でも片側だけ初層が薄くなることはあり、筆者もベッドの物理的な傾きとZオフセットを見直して解決したことがあります。
自動補正に任せきりにせず、PLAとPETGは別プロファイルで管理し、ノギスの実測と記録で調整前後を数字で追うことが、遠回りに見えていちばん確実です。
3Dプリンターのキャリブレーションとは何か
キャリブレーションとは、基準に対して今の状態がどれだけずれているかを確かめ、その差を補正していく作業です。
3Dプリンターではこの「基準」が1つではありません。
FDM機で実際に整える対象は、ベッド面の平面とノズル先端の高さ関係を決めるZオフセット、エクストルーダーが指示どおりにフィラメントを送れているかを見るE steps、材料ごとの微調整としてのフロー、そして仕上がった造形物の寸法確認まで含まれます。
見た目の不具合をその場しのぎで触るのではなく、機械の基準、押し出しの基準、寸法の基準を順番に揃えるのが本来の意味です。
ここで混同しやすいのが、正確度と精度の違いです。
正確度は真値にどれだけ近いか、精度は結果のばらつきがどれだけ小さいかを指します。
たとえば初層が毎回同じ厚みで安定して出る状態は精度の話で、20mm角のテストピースが狙った寸法に近づいているかは正確度の話です。
どちらも重要ですが、3Dプリントではまず再現よく同じ結果が出る状態を作り、そのうえで寸法を合わせていく流れのほうが整理しやすいのが利点です。
筆者も初心者のころ、初層が安定しただけで同じG-codeでも見違えると感じました。
3Dプリンターの方式としては、フィラメントを溶かして積層するFDM/FFF方式と、液体レジンを光で硬化させる光造形方式が家庭用では主流です。
どちらにもキャリブレーションはありますが、調整対象は異なります。
光造形では露光やレジン条件の比重が大きく、FDMではベッド、押出量、寸法の順で詰めていく考え方が中心になります。
この記事では、家庭用で最も情報量が多く、初心者が扱いやすいFDM/FFF方式を前提に話を進めます。
特に押出量まわりは、E stepsとフローを同じものとして扱うと途中で必ず混乱します。
E stepsは「モーターが100mm送れと命令されたとき、本当にその長さを送れているか」を合わせる機械側の校正です。
一般的には100mm送りを基準に実測差から再計算します。
一方のフローは、その機械基準が合ったあとで、フィラメントごとの太さや溶け方の差をスライサー側で微調整する工程です。
Prusaのナレッジベースでも両者は別物として扱われていて、この切り分けは実務上欠かせません。
ベッド調整も同じで、自動ベッドレベリングが付いていれば何もしなくてよい、という理解は実態に合いません。
センサーは面の凹凸補正には強い一方で、物理的な傾きや大きなズレまで消してくれるわけではないからです。
四隅や基準点を整えたうえで、Zオフセットを詰めて初層を安定させる。
この土台ができてからE steps、フロー、寸法確認へ進むと、どこで狂ったのかを切り分けやすくなります。
寸法確認ではノギスが定番ですが、表示が0.01mm刻みでも、そのままその精度で保証されるという意味ではありません。
それでも、0.1mm単位のずれを追い込む道具としては十分に実用的です。
推奨する手順の順序は次の通りです。
まず初層を安定させ、次にE stepsで送り量の基準を合わせ、続けてフローで材料差を詰め、最後にテストピースで寸法を実測して記録を残す。
この流れに沿うと、どの工程が結果に効いているかを明確に追跡できます。
まず確認したい症状別の原因

症状から逆引きするときは、ベッド高さとZオフセット、E steps、フロー、温度、材料差を同じ箱に入れて考えないことが欠かせません。
見た目は似ていても、触るべき場所は違います。
筆者はまず初層を見て、次に100mm送りで機械側の押出基準を確かめ、そのあとにスライサー側のフローを詰め、寸法をノギスで追う順番にしています。
この順序にすると、どこでズレたのかが見えやすくなります。
簡易フローとしては、初層を観察して写真例と見比べ、潰れすぎか浮き気味かを判断します。
次にエクストルーダーへ100mm送りを指示して、実際の送り量が一致しているかを見ます。
そこが合ってからフローを微調整し、テストピースの寸法を実測します。
E stepsを飛ばしていきなりフローで合わせると、材料を替えるたびに基準が揺れやすくなります。
スライサーごとに設定名や画面表示はバージョンや配布元で異なります。
本稿では一般に使われる名称で説明していますが、画面キャプチャやメニュー名を掲載する際は利用中のスライサー名とバージョンを明記し、各ソフトの公式ドキュメント(例: Ultimaker/Cura の公式ドキュメント、Prusa Knowledge Base、OrcaSlicer の配布ページやGitHub)を併記してください。
| 症状 | 主に疑う原因 | 最初に触る調整項目 | スライサー/本体で探す名称の目安 |
|---|---|---|---|
| 初層が潰れすぎる | ベッド高さ、Zオフセット | Zオフセット、物理レベリング | 本体のZ Offset、Bed Leveling、First Layer関連 |
| 初層が浮く・定着しない | ベッド高さ、Zオフセット、初層温度、材料差 | Zオフセット、ベッド面見直し、初層温度 | 本体のZ Offset、Bed Leveling、Initial Layer Temperature系 |
| 寸法が全体に合わない | E steps、フロー、XY側の基準ズレ | 100mm送り確認、次にフロー、最後に寸法補正検討 | E steps、Flow、Extrusion Multiplier系 |
| 太り気味で盛り上がる | E steps過多、フロー過多、温度高すぎ | E steps、Flow、ノズル温度 | Flow、Extrusion Multiplier、Temperature |
| 糸引き・表面荒れ | 温度、材料差、リトラクション、過押出 | ノズル温度、リトラクション、フロー | Temperature、Retraction、Flow系 |
初層不良
初層は、症状がもっとも素直に出る工程です。
ここで見るべきなのは、線がベッドに対してちょうどよく押し付けられているか、それとも潰れすぎているか、逆に丸く盛り上がって食いついていないかです。
自動ベッドレベリング搭載機でも、物理的な傾きや基準点のズレが残っていると片側だけ薄い、反対側だけ浮くという出方をします。
初層が潰れすぎるときは、主因はほぼノズルが低すぎることです。
線の幅が不自然に広がり、角がめくれる前に表面がこすれ、次の移動でノズル跡が残りやすくなります。
ここでフローを下げて見た目だけ整えると、あとで壁や天面の密度まで崩れます。
先に触るべきはベッド高さとZオフセットです。
手動調整機なら四隅を何周か回して基準をそろえ、自動補正機でもZオフセットを詰め直すほうが筋が通ります。
逆に初層が浮く、線が丸いまま乗る、端から剥がれるときは、ノズルが高すぎるか、初層温度が材料に合っていないことが多いです。
PLAは出発点として『3Dプリンタの設定』で紹介されているようにノズル185℃、ベッド60℃から考えやすいですが、ここでも温度だけで無理に付着を稼ぐより、先に高さ関係を整えたほうが再現性は上がります。
PETGはPLAより設定の最適化が効きやすく、初層の押し付けが強すぎても弱すぎても表面が落ち着きにくい印象です。
初層不良の切り分けは、次の表で見ると速いです。
| 初層の見え方 | 主因 | 対処 | 項目名の目安 |
|---|---|---|---|
| 線が極端に広く潰れる | Zオフセットが低すぎる | ノズルをわずかに上げる | Z Offset、Baby Step Z |
| 表面がこすれてザラつく | Zオフセットが低すぎる | 初層だけでなく基準面も再調整 | Z Offset、Bed Leveling |
| 線が丸く、隙間が残る | Zオフセットが高すぎる | ノズルをわずかに下げる | Z Offset、Baby Step Z |
| 片側だけ潰れる・反対側が浮く | 物理レベリング不足 | ベッドの基準面を整える | Bed Leveling、Mesh Leveling |
| 角から剥がれやすい | 高さ関係または初層温度 | 高さ優先で見直し、次に温度確認 | Initial Layer Temperature系 |
3D プリンタの設定 - 3D プリンター入門
3D プリンターとは何か?3D プリンターの選び方。どのような方法で 3D プリンターを使うのか?3D プリンターを使うには何が必要か、など初心者が疑問に思うことをわかりやすく解説
3dprint.keicode.com寸法が合わない
寸法ズレは、見た目がきれいでも残ることがある厄介な症状です。
ここでは全体が同じ方向に大きいか小さいかと、壁厚だけがおかしいのかを分けて見ると判断しやすくなります。
ノギスは0.01mm表示のものが多いですが、表示分解能とそのままの保証精度は別です。
それでも実務では、0.1mm単位でズレを追うには十分役に立ちます。
まず疑うべきはE stepsです。
100mm送りを基準に、指示した量と実際の送り量が一致していないと、壁厚も寸法もまとめてズレやすくなります。
『エクストルーダーキャリブレーションの仕方』や100mm送りから再計算する流れは定番です。
Marlin系ではM92で現在値を見て、必要なら再設定し、M500で保存する運用例も広く使われています。
E stepsが合ったあとでまだ厚み方向が太る、逆に痩せるなら、次はフローです。
ここは機械の基準ではなく、材料ごとの微調整として扱うほうが整理できます。
Prusaが射出率の調整をE stepsと分けているのもこの考え方です。
筆者も、E stepsがズレた状態でFlowだけ触っていた頃は、PLAでは合うのに別ロットのPETGで壁厚が急に変わることがありました。
基準を先に固定すると、その後の調整量が小さくなります。
| 寸法症状 | 主因 | 対処 | 項目名の目安 |
|---|---|---|---|
| 全体に一貫して大きい/小さい | E steps基準ズレ | 100mm送りで再計算 | E steps、steps/mm |
| 壁厚だけ薄い | フロー不足 | フローを少し上げる | Flow、Extrusion Multiplier |
| 外形は近いが穴がきつい | 押出量と形状特性の重なり | まずE stepsとフローを確定 | Flow、Extrusion Multiplier |
| 数値が毎回ばらつく | 初層または押出基準が不安定 | 初層とE stepsを先に固定 | Z Offset、E steps |
エクストルーダーキャリブレーションの仕方|Yan
note.com押出過不足

スカスカ、隙間が残る、天面が閉じないといった症状は押出不足を疑います。
一方で、線が盛り上がる、角がだぶつく、壁が必要以上に厚い場合は押出過多です。
この2つは見た目が正反対なので判断しやすいですが、原因がE stepsなのか、フローなのか、温度なのかを分けないと調整が迷走します。
順番としては、まずE stepsです。
100mm送りで実測し、指示量との差があるなら機械側を直します。
次にフローで材料差を詰めます。
ここで温度を先に大きく動かすと、溶け方の変化で押出量の見え方まで変わり、根本原因が見えにくくなります。
温度はあくまで積層状態を整える要素として、E stepsとフローのあとに微調整するのが扱いやすいのが利点です。
Prusaの射出率キャリブレーションは経験者向けの位置づけですが、考え方自体は実務的です。
前提として0.4mmノズル、0.45mmの射出幅、積層高さ0.1〜0.2mm、射出率1という条件が置かれていて、まず基準条件を固定してから差を見る流れになっています。
こうした基準化をしておくと、スカスカを温度で埋めるのか、押出量で直すのかが混ざりにくくなります。
| 症状 | 主因 | 対処 | 項目名の目安 |
|---|---|---|---|
| スカスカで線同士が離れる | E steps不足 | 100mm送りで補正 | E steps、steps/mm |
| 壁や天面に小さな隙間 | フロー不足 | フローを微調整 | Flow、Extrusion Multiplier |
| 線が太く盛り上がる | E steps過多 | まず機械側を補正 | E steps、steps/mm |
| 角がだぶつく、面が太る | フロー過多 | フローを微調整 | Flow、Extrusion Multiplier |
| 低温で層同士が弱い | 温度不足 | 押出基準確認後に温度調整 | Nozzle Temperature |
糸引き・表面荒れ
糸引きや表面荒れは、読者が最初に温度を疑いやすい症状ですが、実際には材料差、温度、リトラクション、押出過多が重なって出ることが多いです。
PLAで問題なかった設定をそのままPETGへ持っていくと、見た目が急に荒れることがあります。
PETGはPLAより耐衝撃性や耐熱性に優れ、反りも比較的少ない一方で、きれいに仕上げるには設定の詰めが効きます。
筆者も、PLAでは素直に成功していたプロファイルをPETGへ切り替えた途端、移動部に糸が増えて表面の落ち着きが悪くなったことがありました。
そのときはノズル温度を5℃下げ、リトラクションをその材料向けに少しだけ見直したところ、糸引きが目に見えて減りました。
ここで効いたのは大幅な変更ではなく、材料差を前提にした小さな補正でした。
PLAで合う値が、そのままPETGの正解にはなりません。
表面荒れについては、押出過多でも似た見え方が出ます。
特に壁や天面がわずかに太り、ノズルが触れて擦った跡が残る場合は、温度だけでなくフローも見直し対象です。
糸引きはリトラクションの影響を受けますが、今回の検索範囲ではPLA用、PETG用の汎用レンジを強く断定できる一次情報が揃っていません。
そのため、ここでは数値を固定せず、温度を小さく下げる、リトラクションを材料ごとに別管理する、押出過多ならフローも見るという順で整理するのが実用的です。
| 症状 | 主因 | 対処 | 項目名の目安 |
|---|---|---|---|
| 移動部に細い糸が出る | 温度高め、材料差 | 温度を少し下げる | Nozzle Temperature |
| PETGで糸引きが増えた | 材料差、リトラクション不一致 | 材料別にリトラクションを分ける | Retraction |
| 表面がざらつく | 温度過多または押出過多 | 温度とフローを切り分ける | Temperature、Flow |
| ノズルが面を擦る | フロー過多、初層過多 | フロー、Zオフセットを再確認 | Flow、Z Offset |
| 細部にダマが付く | 糸引きと過押出の重なり | 温度、リトラクション、フローの順で確認 | Temperature、Retraction、Flow |
この4つの症状は、それぞれ別の不具合に見えても、実際には初層、E steps、フロー、温度、材料差のどこで基準が崩れているかを見つける作業です。
見た目の症状から出発しつつ、触る順番だけは固定しておくと、調整が短距離になります。
キャリブレーションの正しい順番
ここは自己流で順番を入れ替えないことが欠かせません。
FDM機の調整は、見た目の症状だけを追っているとフロー、温度、Zオフセットを行ったり来たりしがちですが、機械の土台から順に固定すると迷走しにくくなります。
筆者はこの順番を崩さないようにしてから、次回以降の不具合でも「ベッド面の問題か、押し出し基準か、材料ごとの差か」を切り分けやすくなりました。
設定が増えるほど、管理しやすさは順番で決まると感じます。
- ベッドの物理状態確認
- 手動または自動レベリング
- Zオフセット確認
- エクストルーダーの100mm送り校正
- フローの微調整
- テストプリント後にノギスで実測
この並びには理由があります。
前段の基準が狂ったまま後段を触ると、あとで帳尻合わせが増えるからです。
特にありがちなのが、初層の不安定さや寸法の太りを見て、いきなりフローだけを下げるやり方です。
これは一見早そうですが、エクストルーダー側の送り量が合っていないままスライサー側で流量を曲げることになるので、材料を替えたときや速度条件を変えたときに再現性が落ちます。
Prusaも射出率を高度な調整として扱っていて、先に機械側の押し出し基準を合わせる考え方です。
- ベッドの物理状態を先に見る
最初に見るのは設定画面ではなく、ベッドそのものです。
固定が緩んでいないか、表面に汚れや樹脂の残りがないか、明らかな反りや局所的な盛り上がりがないかを確認します。
自動ベッドレベリング付きの機種でも、ここが崩れていると補正の前提が不安定になります。
センサーは面の凹凸を読んで補正できますが、物理的に大きくずれた状態を無かったことにはできません。
手動調整機なら四隅や基準点を見ながらベッドを回し、2〜3周ほど繰り返して追い込む流れが扱いやすいのが利点です。
前の角を触ると別の角が変わるので、1周で決めようとしないほうが安定します。
- 手動または自動レベリングで基準面を作る
物理状態が整ったら、次にレベリングです。
手動ベッドレベリングは手間こそありますが、機械の基礎状態を把握しやすい方法です。
自動ベッドレベリング機では、まず大きな傾きを減らしたうえでセンサー補正を使うと結果が安定します。
Marlin系の運用では、ホーム後にレベリングを実行または保存済みメッシュを有効化する流れが実務上の基本です。
センサー付きの機種を使っていると、この工程を省きたくなりますが、実際にはここで基準面ができていないと、その後のZオフセット調整が毎回ぶれます。
自動補正は便利ですが、機械の土台作りそのものではありません。
- Zオフセットで初層の高さを合わせる
レベリングの次がZオフセットです。
ここで初層の潰れ具合を合わせます。
ベッド面が整っていない段階でZオフセットを詰めても、位置によって見え方が変わるので正しい値に落ち着きません。
逆に、ベッド面が安定していれば、Zオフセットは素直に決まります。
PLAなら、出発点としてノズル185℃、ベッド60℃あたりから見ると初層の状態を判断しやすいのが利点です。
初層だけで密着を稼ごうとして温度やフローを先に動かすと、高さの問題が隠れてしまいます。
まずはノズルとベッドの距離を合わせて、線が適度に接地している状態を作るのが先です。
- エクストルーダーの100mm送りを校正する
初層の土台ができたら、押し出し基準を機械側で合わせます。
ここで使うのが100mm送りです。
『エクストルーダーキャリブレーションの仕方』や各種の実践記事でも定番になっている手順で、指示した長さと実際に送られた長さの差からE stepsを補正します。
これはフロー調整の代わりではなく、その前提になる基準出しです。
この工程を先に済ませると、スライサー側の設定を材料別に整理しやすくなります。
筆者の感覚では、ここが合っているだけで、壁厚や充填の出方が急に読みやすくなります。
反対にE stepsが曖昧なままだと、PLAでは良く見えてもPETGで急に崩れる、といったズレが起きやすくなります。
- フローは材料差を詰める微調整として使う
フローはここで初めて触る項目です。
役割は、機械側の送り量基準が合ったあとに、フィラメントの太さや溶け方の差をスライサー上で詰めることです。
Prusaの前提条件でも、0.4mmノズルに対して0.45mmの射出幅、積層高さ0.1〜0.2mmといった基準を置き、そのうえで射出率を見る流れになっています。
つまり、フローは基準を作る設定ではなく、基準の上で差分を吸収する設定です。
💡 Tip
フローだけ先に触ると、その時点の見た目は整っても、原因の所在がぼやけます。機械側の送り量不足をスライサー設定で埋める形になるので、材料変更や速度変更で崩れやすくなります。
ここを順番どおりに分けておくと、たとえば壁が太ったときに「E stepsの再確認が必要なのか、材料別フローを少し下げるだけでよいのか」がすぐ見えます。
筆者はこの整理にしてから、トラブル対応が速くなっただけでなく、設定の履歴も追いやすくなりました。
- テストプリントして実測で閉じる
調整の締めはテストプリントです。
薄肉キューブや寸法確認用のモデルを出力し、ノギスで実測します。
デジタルノギスは表示分解能が0.01mmのものが一般的ですが、表示桁とそのまま同じ精度で保証されるわけではありません。
それでも、0.1mm前後のずれを追うには十分実用的です。
実測を入れる意味は、見た目の印象で終わらせないことにあります。
壁の厚み、外形、はめ合い部の寸法を見れば、初層の問題なのか、押し出し量なのか、XY側の別要因なのかが整理しやすくなります。
順番どおりに進めたあとでテストプリントを測ると、どの工程が効いたのかが追跡しやすく、次に不具合が出たときも同じ順路で戻れます。
誌面では、各工程の入力と出力がつながる時系列のタイムライン図があると理解しやすいのが利点です。
ベッドの物理状態を整えるとレベリングの前提ができ、レベリングが整うとZオフセットが決まり、Zオフセットが安定してからE stepsとフローが意味を持ち、そこからテストプリント実測で結果を確認する、という流れです。
調整は個別の小技の集合ではなく、前工程の出力を次工程の入力にする一本の手順として捉えると失敗しにくくなります。
ベッドレベリングと初層調整の手順

準備
ベッドレベリングは、ノブを回す作業そのものより、前段の準備で結果が決まります。
Cura 5.x、OrcaSlicer 2.x、PrusaSlicer 2.6+ のどれを使っていても、初層で見たいポイントは共通です。
スライサー上の表記は多少違っても、初層高さ、初層の線幅、初層速度、温度、Zオフセットに相当する項目を扱うことになります。
まずやることはベッド表面の清掃です。
特にPEIシートは、見た目がきれいでも指の油分やフィラメントかすが残っていると、局所的にだけ密着が落ちます。
筆者もPEIベッドでIPA清掃を後回しにした日に、同じG-codeなのに片側の角だけふわっと浮く状態が続き、Zオフセットや温度を触っても解決しませんでした。
表面を拭き直したら即座に初層がそろったので、初層不良の切り分けでは清掃を優先しています。
そのうえで、手動機ならベッド固定ネジの初期位置をそろえます。
バラバラな張力から始めると、どこかを合わせるたびに別の場所が大きくズレるからです。
実務では、四隅のネジをいったん近い位置にそろえ、そこから調整に入ると進めやすいのが利点です。
ベッドやノズルはプリント時に近い状態で合わせたほうが初層の再現性を取りやすいので、普段使う材料の条件に寄せた状態で行うと判断しやすくなります。
誌面では、四隅をどの順番で回るかがひと目で分かる図があると親切です。
対角線上に移動しながら調整する順番が見えるだけで、初心者は迷いにくくなります。
手動レベリング
手動レベリングでは、四隅と中央を一度合わせて終わりにしないことが欠かせません。
ベッドは一か所を動かすと別の場所にも影響するので、四隅を2〜3周確認する前提で進めたほうが安定します。
ここを1周で終えると、その場では合っているように見えても、初層テストで端と中央の見え方がズレやすいのが利点です。
基本の流れはシンプルです。
ベッドを清掃し、固定ネジの初期位置をそろえたら、ノズルを四隅と中央へ順番に移動させ、紙1枚が軽く抵抗を感じる位置まで高さを詰めます。
抵抗感は「強く引っかかる」ではなく、「動くがスカスカではない」くらいが基準です。
1点ずつ大きく追い込むより、少しずつ合わせて周回したほうが整います。
このとき中央も必ず見ます。
四隅だけ合って中央が高い、あるいは低い状態は珍しくありません。
ガラスでも金属プレートでも、見た目の平坦さと実際の初層は一致しないことがあります。
四隅と中央の差が大きいときは、単なる高さ調整ではなく、面そのものの状態も疑ったほうが切り分けしやすいのが利点です。
紙合わせが終わったら、初層テストに移ってZオフセットを微調整します。
ここで見るべきサインは明確で、高すぎると線が丸く乗るだけで、隣の線と線がつながりにくくなります。
低すぎるとノズルが擦れ、表面がざらついたり、周囲に盛り上がりが出たりします。
紙で合わせた位置はあくまで出発点で、初層を実際に吐きながら詰めることでようやく実用域に入ります。
誌面に入れるなら、良い初層、高すぎる初層、低すぎる初層を同じモデル・同じ角度で並べた比較写真が効果的です。
文章だけよりも、線のつぶれ方と隙間の出方が直感的に伝わります。
自動レベリング機の注意点
自動レベリング搭載機でも、センサーがすべてを解決するわけではありません。
ここで誤解しやすいのは、センサー補正と物理的な平面出しを同じものとして扱ってしまうことです。
自動レベリングの役割は、面の凹凸やわずかなズレを測って補正することです。
ベッドの固定が甘い、プレートが大きく傾いている、ネジ位置が極端にずれているといった土台の崩れまでは代替できません。
BLTouch や CR-Touch といったプローブは日常運用の手間を減らしますが、機種ごとに仕様や取付方法、耐久性に差があります。
耐久回数や公称精度などの定量値を示す場合は必ずメーカー公式の製品ページ/マニュアルを参照してください(ANTCLABS の BLTouch 製品ページ、Creality の CR-Touch 製品ページ 等)。
ここでは「一般にプローブは面の高低差補正に有効だが、物理的な大きな傾きやネジ緩みなどの土台問題は別途対処が必要である」という注意喚起にとどめます。
ℹ️ Note
自動レベリング機で初層が不安定なときは、「センサー補正が効いていない」の前に「物理面が整っていない」を疑うと切り分けが速いです。補正は基礎の上に載る機能であって、基礎そのものではありません。
Zオフセット調整と初層観察

レベリングが終わったら、実際のプリントでZオフセットを詰めます。
ここは数値を覚えるより、初層の見え方を読むほうが再現性につながります。
調整中は大きく動かさず、初層テストを流しながら少しずつ寄せるのが基本です。
良い初層は、線どうしが自然につながり、表面に極端な段差や擦れがありません。
ノズルが高すぎると、フィラメントが丸線のまま置かれて隙間が残りやすく、端からめくれやすくなります。
逆に低すぎると、ノズルが表面を引きずって筋が出たり、外周に押し出された樹脂が盛り上がったりします。
見た目が「密着していそう」でも、低すぎる初層は表面荒れや寸法崩れの原因になります。
PLAとPETGでは、この見え方の読み方も少し変わります。
PLAは初層の線が比較的素直に見えやすく、適正域を外れると丸線や隙間、擦れのサインが判断しやすい材料です。
PETGはPLAより粘りがあり、初層がややねっとり見えやすく、密着も強く出やすいので、「しっかり付いている」ように見えて実は押し付けすぎていることがあります。
剥がれ対策として下げすぎると、表面が引きずられたり、過圧で汚く見えたりしやすいので、PETGは密着の強さと過圧のバランスを見る意識が欠かせません。
筆者はPLAの初層では線のつながりと角の安定感を見て、PETGではそれに加えて表面の引きずり感を重視しています。
PLAでちょうどよかった押し付けをPETGにそのまま持ち込むと、くっつきすぎて逆に荒れることがあるからです。
材料を替えたのに初層だけ急に不安定になったときは、レベリングが狂ったというより、Zオフセットの最適域の見え方が変わったと考えると整理しやすいのが利点です。
エクストルーダーのキャリブレーション手順
準備
エクストルーダーのキャリブレーションは、スライサー設定を触る前にやるべき機械側の基準合わせです。
ここがずれたままだと、あとでフローや温度をいくら詰めても、土台が動いた状態で帳尻を合わせることになります。
前述の通り、E stepsは機械の送り量を正す項目で、材料ごとの差を吸収するフローとは役割が違います。
作業前は、使う材料に合わせてノズルとベッドを予熱した状態にします。
PLAなら出発点としてノズル185℃、ベッド60℃が組みやすい温度です。
冷えたままフィラメントを押すと抵抗条件が変わりやすく、実運用の押出状態とかけ離れます。
キャリブレーションは、実際に印刷する条件に近い状態でやるほうが意味があります。
マーキングは、エクストルーダー入口からフィラメントの上流側へ120mmの位置に付けると扱いやすいのが利点です。
1.75mm径フィラメントを想定した、100mm送り用の定番の取り方です。
油性ペンでも構いませんが、細くはっきり見える印のほうが読み取りやすいのが利点です。
定規でもできますが、細かく追うならデジタルノギスのほうが楽です。
表示分解能は0.01mmのものが一般的とはいえ、そこまでの精度保証をそのまま意味するわけではないので、この工程では1mm単位で確実に読めることを優先します。
この段階では、現在のE steps値も控えておきます。
本体メニューで見られる機種もあれば、G-code端末から確認する機種もあります。
内部設定を書き換える作業なので、元の値を残しておくのはです。
あとで比較できるだけでなく、計算や入力を誤ったときに戻しやすくなります。
100mm送りと実測

準備ができたら、G-code端末または本体操作でフィラメントを100mm送ります。
ここで見たいのは「100mm送れと命令したとき、本当に100mm近く動いたか」です。
送り速度は極端に速くする必要はなく、安定して押し出せる条件で十分です。
測り方はシンプルです。
120mm位置に付けた印が、100mm送り後にエクストルーダー入口から何mm残っているかを測ります。
たとえば送り後に印まで24mm残っていれば、実際に送られた量は120mmから24mmを引いた96mmです。
指示量は100mmなので、この例では4mm不足していることになります。
この差は、壁厚の微妙な揺れや充填の密度感にそのまま出ることがあります。
筆者も補正前は、同じG-codeでも層ごとに壁の見え方がわずかにぶれていて、原因が温度なのかフローなのか切り分けにくい状態でした。
E stepsを合わせたあとに同じデータを流したとき、段差感がすっと消えて「ここだったのか」と腑に落ちた瞬間がありました。
派手な設定変更ではないのに、見え方が一段そろうあの感覚は、まさに世界が変わる瞬間です。
測定では、フィラメントが引っかかっていないか、スプールの回りが重くないかも見ておきます。
ここで余計な抵抗があると、エクストルーダー単体の誤差と搬送抵抗が混ざって読みにくくなります。
新しいE stepsの計算と保存
新しいE steps/mmは、次の式で計算します。
新しいE steps = 旧E steps × 指示量 ÷ 実送り量 100mm送りで、旧E stepsが400、実送り量が96mmだった場合は、400 × 100 ÷ 96 = 416.7です。
つまり、設定値を416.7 steps/mmへ補正すると、次回は指示100mmに近づきます。
Marlin系であれば、端末からの入力例は次の形です。
M92 E416.7
M500M92 がE stepsの設定、M500 が保存です。いま入っている値や保存後の状態を確認したいときは M503 を使います。
M503ここで意識したいのは、スライサー側のフローでE stepsの代用をしないことです。
フローはあくまで材料差や造形条件の微調整であって、モーターが何mm送るかという機械基準の代役ではありません。
ここを混ぜると、PLAでは合うのにPETGで崩れる、ノズルを替えたら再現性が落ちるといった形で管理が一気に難しくなります。
内部設定を変更する以上、元値の控えは残しておきたい判断材料になります。
数値が合っていても、保存操作が反映されていないケースがありますし、設定の書き戻しが必要になる場面もあります。M500 で保存できない構成では、再起動後に値が戻ることもあるため、M503 で状態を見ておくと判断しやすいのが利点です。
💡 Tip
E stepsは「機械の物差し」を合わせる作業です。ここがずれている状態でフローを詰めると、材料ごとの調整値まで基準ずれを背負い込みます。
再測定で詰める
1回計算して終わりではなく、同じ手順をもう一度やって収束を見るところまでが実務です。
再度120mm位置に印を付け、100mm送って残量を測り、誤差が±1mm以内に入っているかを見ます。
このくらいまで詰まると、機械側の基準としては扱いやすくなります。
もし2回目でも差が大きいなら、数式ではなく機械側の状態を疑ったほうが早いことがあります。
エクストルーダーのテンション、フィラメントの滑り、ノズル側の抵抗、送り経路の引っかかりがあると、同じ値を入れても測定が落ち着きません。
Bowden機はチューブ側の抵抗やたわみの影響が見えやすく、ダイレクト機は比較的読みが素直に出ることがあります。
ここは構造差として把握しておくと、再測定の意味が見えやすいのが利点です。
数値が収束したあとの挙動も欠かせません。
壁の厚み、トップ面の密度、外周の均一感が安定してくると、この先のフロー調整がようやく意味を持ちます。
逆に、E stepsを詰めずにフローだけで合わせると、材料を替えるたびに基準がずれ、設定の履歴だけが増えていきます。
機械基準を先に固定するのは、後工程を楽にするためでもあります。
この工程は地味ですが、基準が揃った機械はその後の調整が論理的になります。
初層が決まり、E stepsが合い、その先で材料ごとのフローや温度を詰める流れに入ると、どこを触れば何が変わるかがはっきりしてきます。
フロー(射出率)の微調整と材料別の考え方

E stepsとフローの違い
ここは混同しやすいところですが、役割を分けて考えると整理しやすいのが利点です。
E stepsはエクストルーダーが指示どおりの長さだけフィラメントを送れるかを合わせる機械側の基準で、フローはその基準が合ったあとに、材料や造形条件に合わせて押し出し量をスライサー側で微調整するための設定です。
前の工程で100mm送りを使って機械の物差しを合わせたのはこのためで、ここがずれたままフローで帳尻を合わせると、材料を替えるたびに基準が動いてしまいます。
Prusaの考え方でも、射出率の検証は一定の前提を置いて始めます。
起点として扱いやすいのは、0.4mmノズル、射出幅0.45mm、層高0.1〜0.2mm、射出率1.00です。
この条件だと、壁厚の変化をフローの差として読み取りやすく、温度や極端な層高の影響も切り分けやすくなります。
筆者もまずこの範囲に戻してから見直すことが多いです。
設定を増やすより、基準を絞ったほうが原因が見えます。
見かけの“スカスカ感”をフロー不足と判断したくなる場面もありますが、層高が高すぎるだけのこともあります。
層高はノズル径に対して80%以下がひとつの目安で、0.4mmノズルなら上限は約0.32mmです。
このラインを超える設定では、押し出し量が合っていても線同士のつながりが弱く見えやすく、フローをむやみに上げると今度は外周が太って寸法が崩れます。
フローは万能補正ではなく、あくまで設計上の軌跡幅に実際の押し出しを寄せるための微調整と捉えるのが実務的です。
単壁テストでのフロー合わせ
フロー調整で扱いやすいのが、単一壁のテストモデルです。
やり方はシンプルで、外周1本だけになるモデルを印刷し、その壁厚をノギスで測ります。
ここで比較する相手は、スライサーで設定した設計上の軌跡幅です。
たとえば射出幅を0.45mmにしているなら、実測の壁厚もその近くに揃っているのが理想です。
調整の考え方は比率です。
壁が0.45mmの想定に対して0.47mmで出ているなら、わずかに出し過ぎていますし、0.43mmなら不足気味です。
そこでCuraならFlow、PrusaSlicerやOrcaSlicerならExtrusion Multiplierを使い、実測値と設計値の比率に合わせて少しずつ詰めます。
いきなり大きく触るより、2〜5%幅で段階的に動かしたほうが結果を読み取りやすいのが利点です。
この工程では、ノギスの表示が0.01mm刻みでも、そのまま同じ精度で絶対に測れるわけではない点は頭に入れておきたいところです。
それでも壁厚の傾向を見るには十分役立ちます。
筆者は単壁を数か所測って、明らかに太るか細るかを先に見ます。
数字を細かく追い込みすぎるより、まず設計幅に対して一方向へずれているかどうかを掴むほうが、設定変更の意味がはっきりします。
図にするなら、このパートは「設計幅を決める」「単壁を印刷する」「壁厚を実測する」「実測/設計の比率でフローを補正する」「再印刷で収束を見る」という流れがもっとも伝わりやすいのが利点です。
あわせて、スライサーごとの設定名は小さな対照表があると迷いません。
CuraではFlow、PrusaSlicerとOrcaSlicerではExtrusion Multiplierとして整理しておくと、触る場所の違いだけで本質は同じだと理解しやすくなります。
筆者の環境では、PETGでこの単壁テストを回したときに、毎回少しだけ壁が太るケースがありました。
E stepsは合っていたので、材料側の出方だと判断してフローを95%まで下げたところ、設計値に素直に揃いました。
このときはフローだけで押し切らず、ノズル温度も5℃刻みで見直しました。
PETGは温度が高いと溶融が進んで盛られやすく見えることがあり、温度とフローを切り離して詰めると、壁厚も表面も落ち着きやすかったです。
ℹ️ Note
単壁テストでは「見た目がきれいか」より「設計した線幅に対して、実際の壁厚がどちらへずれているか」を優先して読むと、フロー調整がぶれにくくなります。
PLAとPETGのプロファイル分離

PLAとPETGは、同じ0.4mmノズルでも最適点が違います。
特にPETGはPLAより、温度、冷却、フローのバランスで出方が変わりやすく、PLAでちょうどよかった数値をそのまま流用すると、外周が太る、角がだれる、逆に冷やしすぎて表面が荒れるといったズレが出やすいのが利点です。
フローだけを見ても、PLAでは1.00近辺で合っていたのに、PETGでは少し下げたほうが壁厚が揃うということは珍しくありません。
このため、材料ごとにプロファイルを分けて持つ運用が効きます。
スライサー上では、PLA用とPETG用で少なくとも温度、冷却、フローの組み合わせを分離しておくと、再現性が一気に上がります。
筆者もPLAで合わせた値を基準プロファイルにしつつ、PETGは別名で保存して、壁厚と表面の挙動を切り離して管理しています。
そうしておくと、PETGだけを5℃下げる、フローを95%へ寄せるといった修正が、他の材料設定に波及しません。
PrusaSlicerやOrcaSlicerは材料ごとに設定を分けて持つ運用と相性がよく、OrcaSlicerはユーザープリセットの管理で挙動差を感じることがあるため、筆者は重要な設定を別で控えながら扱うことがあります。
Curaも含め、名称や画面配置は違っても、やること自体は同じです。
PLA用プロファイルで単壁を合わせ、PETG用プロファイルでは温度とフローを別途詰める。
この流れにしておくと、材料変更のたびに基準を作り直す感覚がなくなります。
材料別のプロファイルを分ける意味は、単に設定を保存するためではありません。
どの材料で、どの壁厚、どの表面、どの寸法に着地したかを履歴として残せることに価値があります。
フロー調整は小さな数字の差に見えますが、実際には壁厚、寸法、表面のまとまり方に連動します。
だからこそ、E stepsを機械基準として固定し、そのうえでPLAとPETGを別プロファイルとして扱うと、調整が論理的になります。
寸法精度の確認方法
テストモデルの固定化
テストモデルを毎回1つに固定して比較する運用が最も有効です。
たとえば外形の比較を優先するなら20mmキャリブレーションキューブ、外径・内径・厚みを同時に見たいなら専用の治具を1つ決め、それを基準に毎回同じ条件で測定してください。
モデルを変えると測定対象が複雑化して比較が難しくなるため、条件(材料・層高・速度など)とモデルは固定してから差分を評価しましょう。
寸法ズレは、想像以上に素直に数値へ出ます。
たとえば全体に少し小さい、内径だけ詰まる、Z方向だけ高いといった傾向は、原因の切り分けに直結します。
筆者の環境でもPLAでZ寸がわずかに高めに出る時期があり、積層条件を見直す前は「なぜか縦だけ合わない」と感じていました。
実際にテストモデルを固定して比べると、ズレ方が毎回ほぼ同じで、層高の設定と一層目の押し込み量を詰めたところ、Z方向の余分な盛り上がりが落ち着きました。
感覚だけで見ていた頃より、どこを触るべきかが明確になります。
図や写真を入れるなら、このパートは「毎回同じテストピースを使う」ことが一目で分かる並びが有効です。
キューブならXYZ寸法の測定位置、治具なら外径・内径・厚みの測定位置が見える構図だと、後の測定パートにつながりやすくなります。
ノギス測定のコツと限界
実測ではノギスが定番ですが、何をどこで測るかを揃えないと数字がぶれます。
最低限見たいのは、外径、内径、厚みです。
角物ならX・Y・Zの外寸、穴のあるモデルなら内径、単壁やプレート形状なら厚みを測ります。
同じ箇所を複数回あてて、常に小さいのか、大きいのか、軸ごとに差があるのかを見ると、単なる測り方の揺れと実際の寸法傾向を分けやすくなります。
ノギスの使い方にもコツがあります。
外径はジョウを強く締め込みすぎず、軽く触れる位置で止めること、内径は内側ジョウを斜めに当てず、穴の中心をまたぐ姿勢で読むこと、厚みは反りや面の荒れを避けて比較的平らな場所を選ぶことが欠かせません。
段差測定ができるノギスなら、段付き形状の高さ差を見るのにも使えます。
写真があると伝わりやすいのは、外径測定、内径測定、段差測定の3カットです。
ここで誤解しやすいのが、デジタルノギスの0.01mm表示です。
これは表示の細かさであって、そのまま測定精度の保証ではありません。
表示が細かくても、測り方や測定面の状態で普通に揺れますし、一般的な注意喚起としては±0.2mm程度の誤差に注意という考え方もあります。
つまり、画面に0.01mm単位で数字が出ているからといって、その桁まで3Dプリント品の良否を断定するのは危険です。
💡 Tip
ノギスは「絶対値を1回で決める道具」というより、「調整前後でどちらに動いたかを読む道具」と考えると使いやすくなります。
FDMでは0.1mm単位のズレは珍しくありません。
むしろ、その程度の差が安定して見えてくるかどうかが欠かせません。
たとえば外寸が常に大きいなら押し出し過多や輪郭の太りを疑いやすく、内径が常に小さいなら穴まわりの潰れ方や軌跡幅の影響を見たくなります。
Xだけ小さい、Yだけ大きいなら軸ごとの機械要因を疑う材料になります。
Zだけ高いなら、積層高さの積み上がり方や初層側の押し込みを見直す筋が立ちます。
数値の方向を見ると、原因を逆引きしやすくなります。
記録と比較のやり方

寸法確認は、測ったその場で納得して終わると蓄積が残りません。
調整結果を比較するなら、記録の型を決めておくのが効きます。
筆者は少なくとも、日付、材料、ノズル温度、ベッド温度、レイヤー高さ、フロー%、測定結果を同じ並びで残します。
測定結果はXYZ寸法だけでなく、内径、外径、厚みまで書ける形にしておくと、後から見返したときに原因の候補が絞れます。
たとえば、PLAのプロファイルを触った日に外寸は改善したのに、内径だけ相変わらずきつい、あるいはPETGで温度を下げたら厚み方向は素直になったが外周がまだ太い、といった変化は、記録を並べないと見落としがちです。
調整前後を横に置いて比べるだけでも、感覚よりずっと判断しやすくなります。
単発の成功より、同じ条件で近い数字が再現するかを見るほうが、実運用では価値があります。
記録は凝ったフォーマットである必要はありません。
表にするなら、列の例は次のようになります。
| 日付 | 材料 | ノズル温度 | ベッド温度 | レイヤー高さ | フロー | X | Y | Z | 外径 | 内径 | 厚み |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 記録日 | PLA / PETG | 設定値 | 設定値 | 設定値 | 設定値 | 実測値 | 実測値 | 実測値 | 実測値 | 実測値 | 実測値 |
この形で残しておくと、たとえばZだけ毎回高い、PETGだけ外径が太る、フローを触った回だけ内径の詰まりが減った、といった傾向が見えます。
図や写真を添えるなら、ノギスの当て方の写真に加えて、この記録シートの記入例があると実践しやすくなります。
調整の良し悪しを「なんとなく良くなった」で終わらせず、実測値で比較できるようになると、次に触るべき設定が論理的に見えてきます。
自動キャリブレーション機でも失敗するときのチェック項目
自動補正のカバー範囲
自動ベッドレベリングが付いた機種を使っていると、「測ってくれているのに、なぜ初層だけまだズレるのか」と感じやすいのが利点です。
ここで整理したいのは、自動補正が得意なのは面の細かな高低差を吸収することであって、機械全体の狂いを根本から直すことではない、という点です。
Marlin系のABLも、基本は測定した面の情報をもとにノズル高さを補正する仕組みです。
つまりセンサーは“補正”はしてくれても、“矯正”まではしてくれません。
この違いは実機で大きく出ます。
ベッドが片側に傾いている、ベースがわずかにねじれている、固定部が緩んでいる、表面材が局所的に汚れている、といった物理要因があると、センサーがメッシュを取っても初層の見え方が揃わないことがあります。
特に片側だけ線が薄い、反対側だけ妙に潰れる、中央は良いのに端で急に怪しくなる症状は、単純なZオフセット不足だけでなく、補正しきれない土台のズレを疑ったほうが早いです。
筆者も、ABL後なのに毎回左側だけ初層が薄く出る個体に当たったことがあります。
最初はセンサー精度やメッシュの取り方を疑いましたが、追っていくとベッド固定ネジがわずかに緩んでいて、さらに表面に指紋汚れが残っていました。
ネジを締め直して面を清掃したところ、同じプロファイルでも初層のつながり方が明らかに揃いました。
自動機能があるとソフト側の設定に意識が向きがちですが、実際には基本的な物理要因が原因になっていることがあります。
スタートG-code側の扱いも見落としやすい判断材料になります。
Marlin系では運用によって、ホーム後にレベリングを実行する流れや、保存済みメッシュを有効化する流れが必要になります。
せっかく測定した面情報が印刷時に使われていなければ、自動補正付きでも“効いていない”ように見えます。
センサー本体の有無だけでなく、補正データをどう適用しているかまで含めて見ないと、原因の切り分けがぼやけます。
物理チェックリスト

自動補正がある機種で初層不良が続くときは、設定値を細かく動かす前に、物理側の状態を一度棚卸ししたほうが整理しやすいのが利点です。
原因は大きく3つに分かれます。
ベッド面そのものの問題、材料と温度まわりの問題、押し出し機構や駆動部の問題です。
ベッド面では、まず傾きと反りを見ます。
センサーがあっても、大きな傾きや局所的な反りが強いと、補正の前提自体が崩れます。
次に見たいのが表面の汚れです。
皮脂や指紋、前回の樹脂残りがあると、同じ高さでも片側だけ定着しにくくなります。
PEIやガラス系の面では、見た目より汚れの影響が強く出ます。
材料側では、PLAとPETGの差も無視できません。
同じ初層設定でも、PLAで素直だった条件がPETGでは張り付きすぎたり、逆に落ち着かなかったりします。
前のセクションでも触れた通り、材料をまたいで同じ見え方を期待すると判断を誤りやすいのが利点です。
加えて、室温や湿気も初層の安定感に影響します。
湿気を吸った材料は押し出しの粒感や線のつながり方が不安定になり、単純な高さズレに見えることがあります。
押し出し系では、ノズル詰まりや半詰まり、エクストルーダーギアの噛み込み不良も見逃せません。
初層が薄いように見えても、実際には高さではなく吐出不足だった、というのはよくある流れです。
さらに、ベルトのテンション不足や摩耗でヘッドの動きが微妙に乱れると、線幅が揃わず、片側だけ乗り方が違って見えることがあります。
ファンまわりの埃で風の当たり方が偏るケースや、Zリードスクリューの汚れで上下動が滑らかでなくなるケースも、初層不良の再現性を悪くします。
見たい項目を並べると、次の形が実務では使いやすいのが利点です。
| 項目 | OKの状態 | NGで起こりやすい症状 |
|---|---|---|
| ベッドの傾き・反り | 面全体で初層の潰れ方が近い | 片側だけ薄い、端だけ浮く |
| ベッド表面の汚れ | 線が均一に定着する | 一部だけ剥がれる、島状に付かない |
| 材料差の把握 | PLAとPETGで条件を分けている | 片方の材料だけ初層が不安定 |
| 室温・湿気 | 押し出しの線が落ち着いている | 粒立つ、定着がばらつく |
| ノズル状態 | 線幅が安定している | 細る、かすれる、途切れる |
| エクストルーダーギア | 送りが滑らか | 食い込み、空転、吐出ムラ |
| ベルト | 往復で軌跡が揃う | 線の位置がぶれる |
| ファンの埃 | 風量が安定 | 片側の冷え方が不自然 |
| Zリードスクリュー | 上下動が滑らか | 層の高さが局所的に乱れる |
図にするなら、このパートは「自動でもズレるとき」のダッシュボード形式が相性いいです。
ベッド、材料、ノズル、駆動部を並べてOKとNGを見える化すると、読者がソフト設定だけで悩み続けるのを防ぎやすくなります。
Zオフセットの再確認
物理状態に問題が見当たらないのに初層だけしっくり来ないなら、Zオフセットを基準から見直す段階です。
自動補正付きの機種でも、センサーの測った面と、実際に樹脂がちょうど良く押し付けられる高さは同じではありません。
この差を埋めるのがZオフセットです。
ABLが正しく動いていても、ここが少しズレるだけで「自動なのに定着しない」という印象になります。
基準合わせでは、紙や薄いフィルムをノズル下に入れたときの軽い抵抗感をひとつの目安にします。
スカスカなら高すぎ、強く引っかかるなら低すぎです。
ただし、この感触だけで追い込み切るのは難しいので、実際には初層テストの見え方とセットで判断したほうが安定します。
線が丸くて隙間が残るのか、強く潰れて表面が荒れるのか、その中間で面としてつながるのかを見比べると、方向性を間違えにくい設計です。
筆者は、Zオフセットを詰めるときに比較写真を残すやり方をよく使います。
たとえば同じ初層テストを何回か出して、少し高い状態、ちょうど良い状態、低すぎる状態を並べると、言葉より早く判断できます。
自分では「少ししか変えていない」つもりでも、写真で見ると線のつぶれ方や隙間の埋まり方がはっきり違います。
感覚で追うより、比較対象を固定したほうが再調整も楽です。
ℹ️ Note
Zオフセットは単独で追い込むより、初層テストの写真を同じ角度で残して比較すると判断しやすいのが利点です。紙の抵抗感で基準を作り、見え方で仕上げる流れにすると迷いにくくなります。
ここで重要なのは、Zオフセットを動かして改善しない症状まで無理に背負わせないことです。
片側だけ極端に薄い、中央と端で差が大きい、材料を替えると急に挙動が崩れるといった症状は、Zオフセット単独では説明しきれません。
そういうときほど、自動補正の限界と物理チェックを先に整理してからZを詰めたほうが、原因が素直に見えてきます。
迷ったらこの設定から始める
PLAの出発点例
設定が多すぎて止まってしまうなら、まずは1本の無難な基準線を決めるのが近道です。
0.4mmノズルを前提にすると射出幅は0.45mm、レイヤー高さは0.1〜0.2mmが扱いやすい帯で、実際の運用では0.16〜0.20mmを中心に始めると迷いにくい設計です。
レイヤー高さはノズル径の80%以下に収める考え方が基本なので、この範囲に置いておくと初手で崩れにくくなります。
印刷速度も、最初から速さを追わず標準的な50mm/s前後から入るほうが、温度と押し出しの関係を見切りやすいのが利点です。
PLAなら、出発点としてはノズル185℃、ベッド60℃が組みやすい条件です。
この値を固定の起点にして、フィラメントメーカーが示す範囲から外れない前提で5℃刻みで上下させると、温度調整の差分が素直に見えます。
ここで大事なのは、一層目だけ別物として扱うことです。
筆者はPLAを185℃/60℃、層高0.2mmで始めることが多いのですが、初層だけ速度を30%まで落とすと成功率が一段上がる感覚があります。
初層で慌てて走らせないだけで、定着の失敗が減ります。
開始用の設定を表にすると、次の形が扱いやすいのが利点です。
| 項目 | 出発点 |
|---|---|
| ノズル径 | 0.4mm |
| 射出幅 | 0.45mm |
| レイヤー高さ | 0.16〜0.20mm |
| PLAノズル温度 | 185℃ |
| PLAベッド温度 | 60℃ |
| 印刷速度 | 50mm/s前後 |
| 初層速度 | 通常より落として確実に密着させる |
この段階では、見た目を完璧にするより安定して同じ結果が出るかを優先したほうが、次の調整が楽です。
温度、速度、層高を同時に動かすと理由が見えなくなるので、まずはこの基準を1セット保存しておき、1項目ずつ触る流れが崩れにくい設計です。
PETGの出発点の考え方
PETGはPLAの延長で扱える部分もありますが、同じノリで押し付けると急に難しくなります。
考え方としては、PLAより高めの温度帯から入り、送風は弱め、さらにPLAとは別プロファイルで管理するのが基本です。
材料をまたいで同じ設定を流用すると、初層の見え方も糸引きの出方も判断しづらくなります。
PETGで見やすい差は、温度を上げすぎたときの糸引きと、ベッドに近づけすぎたときの過密着です。
前者は表面がだれて線の切れが悪くなりやすく、後者は剥がすときに扱いづらさが出ます。
そこで、最初から広く探すより、PLAより高めの出発点を置いて5℃刻みで動かすほうが整理しやすいのが利点です。
送風も強すぎると積層の雰囲気が急に変わるので、PETGはPLAより控えめにして観察したほうが、糸引きと表面のバランスをつかみやすいのが利点です。
運用面では、PETG用のプロファイルをPLAと分けておくのがです。
特にOrcaSlicerはユーザープリセットの扱いで混乱しやすい場面があるので、筆者は材料別に名前を明確に分けたうえで、重要な設定は別途バックアップを残す前提で運用しています。
PETGは「少し違うだけ」に見えて、温度、送風、初層の圧着感の最適点がPLAとずれるので、ここを同じ箱に入れないほうが結果は安定します。
もうひとつ効くのが、テストプリントを1つ固定することです。
初層だけを見るテストと、20mmキューブのような短時間で差が見えるモデルを決めておけば、温度を変えたときに何が動いたのかが追いやすくなります。
モデルを毎回変えると、設定差なのか形状差なのかが混ざります。
初心者ほど、テストモデルを増やすよりひとつのベンチマークを繰り返す運用のほうが強いです。
💡 Tip
初層テストと20mmキューブを固定し、温度だけ、速度だけという形で一項目ずつ変えると、良し悪しの判断が急にしやすくなります。同じモデルを見続けると、線のつながり方や角の出方の差が目に入るようになります。
図指示

ここには「スタート設定表」の図を置くと伝わりやすいのが利点です。
前提条件として、0.4mmノズル、射出幅0.45mm、層高0.16〜0.20mm、標準速度50mm/s前後を上段にまとめ、PLAの開始値として185℃/60℃、PETGはPLAより高めの温度帯・弱め送風・別プロファイル管理という考え方を並べます。
右側には「どこを見ればよいか」をUIナビゲーション付きで添え、Cura 5.x、OrcaSlicer 2.x、PrusaSlicer 2.6+の3列構成にすると、読者が自分の画面に置き換えやすいのが利点です。
図の中身は、単なる数値表よりも設定項目と見る場所の対応表にすると実用的です。
たとえば「ノズル温度」「ベッド温度」「レイヤー高さ」「線幅」「初層速度」「送風」「プロファイル名」の行を用意し、各スライサーでその項目を探す欄を作ります。
今回の調査では各ソフトの正式なUI表記までは確認しきれていないので、図版では厳密なメニュー名を断定するより、温度設定画面、品質設定、材料設定、速度設定、冷却設定、プロファイル管理といった機能単位でナビゲーションを付ける構成が安全です。
あわせて図の下部に、「ベンチマークモデルを1つ固定」という運用ルールを小さく入れておくと、このセクションの意図が締まります。
初層テストと20mmキューブを固定し、条件をそろえたまま差分を見る。
初心者が最初に持つべきのは細かな最適化表より、こうした再現性のある始め方です。
まとめ
次にやることは、症状をまず初層、押出量、寸法のどれかに切り分け、ベッドレベリングとZオフセットを整え、機械側はE steps、材料側はフローという順番を崩さないことです。
テストはPLA用プロファイルと固定したモデルで進め、PETGは同じ設定を流用せず別管理にすると、差分の意味が一気に読みやすくなります。
ノギスで実測して記録を残しておくと、再現性のある基準が手元に残ります。
筆者もこの手順で条件を揃えてからは、不具合が出てもどこを触れば戻せるか見通しやすくなり、調整が勘ではなく運用になりました。
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、
光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。