積層痕を目立たなくする方法|設定と後処理
FDMの積層痕は、どこまでが普通のレイヤーラインで、どこからが層ズレや吐出不足のような不具合なのかを切り分けるだけで、対策の精度が一気に上がります。
筆者の環境での例では、レイヤー高さを0.2mmから0.12mmに下げたときに頬の段差感が和らいだ一方で、造形時間は伸びました(以下では筆者の測定例を「目安」として示します)。
この記事では、Cura 5.x、OrcaSlicer 2.x、PrusaSlicerで実際に触る設定箇所を押さえながら、0.2→0.12→0.08mm、さらに0.4mmノズルから0.2mmノズルへ切り替える基準を整理します。
髪やエッジの繊細さは0.2mmノズルで確かに伸びますが、そのぶん待ち時間も下準備の丁寧さも増えるので、まずは設定で減らす、次に向きで隠す、必要なら後処理で消すという3段階で考えるのが最短です。
PLA、ABS、PETGの見え方と後処理の相性、研磨やABSの溶剤処理で外せない安全ポイントまで含めて、1回のテストプリントで次の一手が見えるところまでまとめます。
PETGは室内照明では線がぼけて滑らかに見えても、近くで見ると面のうねりやサポート痕の処理に手間が出やすく、素材ごとの“見え方の罠”まで押さえておくと失敗しにくい設計です。
積層痕とは何か|まず普通の層か不具合かを見分ける

用語の整理
積層痕とは、FDM方式の造形物の表面に見える層状の筋や段差のことです。
ノズルから樹脂を一段ずつ積み上げる以上、これは方式そのものに由来する見た目で、完全なゼロにはなりません。
ただし、目立ち方は変えられます。
レイヤー高さを細かくする、目立つ面の向きを変える、必要に応じて可変レイヤーを使うといった調整で、同じプリンターでも印象は大きく変わります。
この「ゼロにはしにくいが、見え方は制御できる」という整理が共通しています。
ここで重要なのは、普通のレイヤーラインと不具合由来の表面荒れを分けて考えることです。
検索では「積層痕」という言葉の中に、層ズレや吐出不足まで一緒くたに入ってくることが多いのですが、対策はまったく別です。
普通の積層痕なら、まず疑うのはレイヤー高さ、造形向き、外周の見せ方です。
一方で、ある高さから急に段差がずれる、表面に隙間が出る、一定周期で波打つといった症状は、設定だけではなく機械や吐出の異常を見に行くべきサインです。
見た目の評価と精度の話も分けておきたいところです。
FDMのXY精度は一般に±0.1〜0.3mm程度がひとつの目安ですが、これは寸法の話であって、「表面が滑らかに見えるか」とは別軸です。
寸法が合っていても層は見えますし、逆に見た目がきれいでも寸法誤差が小さいとは限りません。
さらに、工業的な表面粗さで使うRaやRzは計測値であり、肉眼での“層が気になる”という印象とそのまま同義ではありません。
Raは平均的な凹凸、Rzは深い谷や高い山の影響を受けやすい指標なので、見た目の話をするときに数値評価と混同しないほうが整理しやすいのが利点です。
筆者はまず、表面の線が均一に並んでいるかを見ます。
均一なら「普通の層」である可能性が高く、局所的な崩れや急な変化があるなら不具合を疑います。
特に斜面で片側だけギザギザが強い造形は、最初は冷却や速度を疑いたくなりますが、実際にはリトラクションや開始点の並び方、つまりシームの影響が強いケースがありました。
左右対称のはずの面で片側だけ悪いなら、まず“その面に何かが始まっていないか”を見ると切り分けが早いです。
FDMと光造形の違い
FDMで積層痕が目立ちやすいのは、溶かした樹脂を線として置いていく方式だからです。
線を重ねる構造上、斜面や曲面ではどうしても段差が出ます。
とくに0.2mm前後のレイヤー高さで出したパーツを横から光に当てると、頬や円柱、フィギュアの髪の流れのような面で層感がはっきり見えます。
3D-FABsやSK本舗の比較でも、FDMは光造形より層が見えやすいという説明で一致しています。
一方の光造形は、一般にFDMより表面が滑らかに見えやすい方式です。
細かなディテールや小型パーツでは有利で、同じ「積層式」でも表面印象は異なります。
ただし、光造形も常に完全フラットというわけではありません。
露光条件や造形角度によっては層感が出ることがあり、Satopi designの検証でも露光時間の調整次第で見え方が変わる例が示されています。
つまり、FDMは構造的に層が見えやすく、光造形は見えにくい寄りではあるものの、両者とも条件しだいで“層感”は現れます。
この違いを知っておくと、期待値の設定もしやすくなります。
FDMで光造形のような無処理の鏡面感を狙うと、設定だけで解決しようとして遠回りになりがちです。
逆に、FDMならではの質感として受け入れられるレベルを把握しておけば、レイヤー高さを0.08〜0.12mmまで詰めるべき場面と、0.2mm前後で十分な場面を分けられます。
実用品や試作では寸法と強度を優先し、見える面だけ向きで逃がすほうが合理的ですし、フィギュアや展示物では細かいレイヤーと低めの外周速度が効いてきます。
💡 Tip
判別の基本は、表面の違和感が「全体に均一に出ているか」「特定の場所だけ崩れているか」です。前者なら通常の層として設定調整、後者なら機械系や吐出系の不具合を優先して見ると迷いにくい設計です。
症状別・初動チェックリスト
積層痕か不具合かを見分けるとき、筆者は症状を見た瞬間に原因を断定せず、見え方のパターンで切り分けます。
文章だけで全部を判別するのは難しいのですが、実際には定型があります。
記事中の図では、通常の層なら設定調整へ、不具合なら機械・吐出チェックへ進むフローチャートにしておくと理解しやすいですし、写真も正常なレイヤーラインと「層ズレ・吐出不足・シーム」を並べると差が伝わります。
初動として見たいポイントを整理すると、次のとおりです。
- 表面全体に均一な細い線が続く 疑う対象は通常の積層痕です。レイヤー高さ、造形向き、可変レイヤー、高品質寄りの外周条件が主な調整先になります。
- ある高さで急に外形が横にずれる これは積層ズレを疑う場面です。普通の積層痕ではなく、機械的なズレとして扱うべき症状です。ベルトやプーリー、ヘッドの引っかかりのような駆動側の確認が優先になります。
- 表面に細かな隙間が出る、線が途切れる、ザラつく 吐出不足の可能性が高いです。通常の層よりも“埋まっていない”見え方になるので、ノズル詰まり気味、押出量、フィラメント供給の抵抗を見にいく流れになります。
- 縞が一定間隔で繰り返される、うねる Zバンディングの疑いがあります。単なる積層痕なら高さに応じて自然に見えるだけですが、周期が揃っているならZ軸の機械的な揺れや送りの乱れを疑うほうが筋が通ります。
- 角の後ろに薄い波紋が連続する ゴースティングの典型です。積層痕というより、ヘッドの振動や急加減速の影響が表面に残っている状態です。特に四角いテストピースの角の後ろで見つけやすい症状です。
- 縦に一本の線や点の並びが出る シームの可能性が高いです。各レイヤーの開始点が重なって見えるもので、不良ではなく仕様に近い現象です。位置の制御やランダム化、目立たない面への退避が対策になります。
この中で迷いやすいのが、シームと積層ズレ、通常の層と吐出不足の区別です。
シームは縦方向に比較的細く並び、周囲の面はおおむね健全です。
積層ズレはその高さ以降の形そのものが横にずれます。
吐出不足は面全体に“線が置けていない”感じが出やすく、層線というより欠けやスカスカ感として見えます。
Zバンディングはさらに別で、一定ピッチの繰り返しがあるかどうかが見分けの軸になります。
スライサー側で扱う「開始点」の設定も、この段階で名前を知っていると理解しやすいのが利点です。
Ultimaker CuraではZ Seam AlignmentやZ Seam Position系の項目があり、PrusaSlicerやOrcaSlicer系でも同様の考え方で開始位置を制御できます。
斜面の片側だけ荒れているときに、機械トラブルだと思って分解し始めると遠回りになりがちですが、開始点がその面に集中しているだけ、というケースは本当に多いです。
見た目が悪い場所とレイヤー開始位置が一致していれば、まずシーム由来を疑うほうが再現性があります。
この段階ではまだ対策を深掘りしませんが、症状ごとに向かう先ははっきりしています。
均一な層なら設定調整、急なズレや周期的な乱れなら機械確認、隙間やザラつきなら吐出確認という三分割で考えると、積層痕の議論が整理されます。
次のセクションでは、そのうち「普通の層」と判断できた場合に、どの設定から触ると効率がいいのかを具体化していきます。
設定で積層痕を目立たなくする手順
レイヤー高さを下げる
造形時間は基本的にレイヤー数にほぼ比例して増えますが、モデル形状や移動経路の最適化、冷却条件などで倍率は大きく変わります。
筆者の環境での一例としては、0.20mm → 0.12mm で約1.7倍、0.08mm で約2.5倍になったケースがありましたが、これはあくまで「目安」です。
このとき、積層ピッチだけを細かくしても外周の安定感が崩れては意味がありません。
実践上は、壁厚に対して積層ピッチを75%以下に収めておくと、外周品質が安定しやすいのが利点です。
たとえば壁厚1.2mmなら、その75%は0.9mmなので0.12mmや0.20mmは十分この範囲内です。
実際にはノズル径との兼ね合いでもっと小さい値を使うことが普通ですが、この考え方を持っておくと、見た目だけでなく積層の整い方も判断しやすくなります。
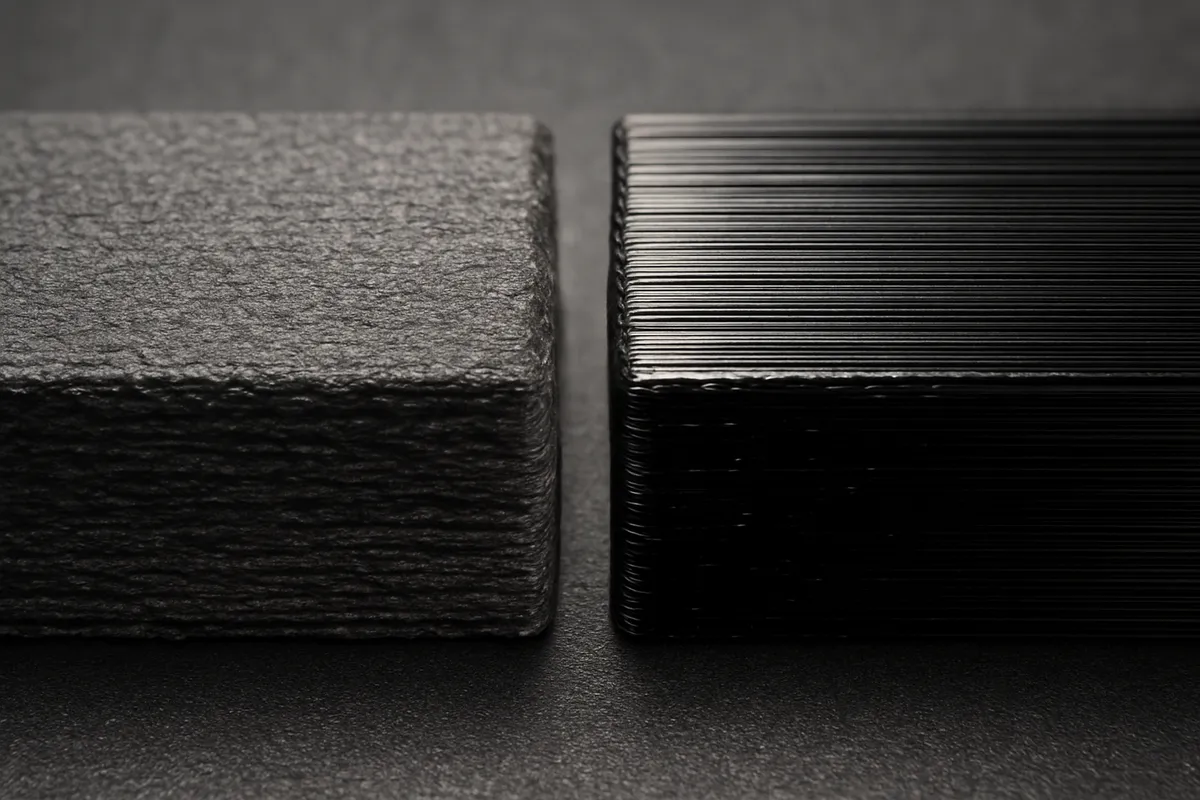
表面比較は言葉だけだと伝わりにくいので、0.20mm、0.12mm、0.08mmを同一モデル・同一角度で並べたマクロ写真があると差がよく分かります。
斜面では0.20mmの段差が最も見え、0.12mmで整い、0.08mmでさらに滑らかになる一方、写真の裏側にある待ち時間は大きく違います。
見た目の改善幅に対して時間増をどう受け入れるかが、設定調整の中心になります。
ノズル径0.4mmと0.2mmの違いと選び方

積層痕を減らしたいとき、次に気になりやすいのがノズル径です。
標準的なのは0.4mmノズルで、外観、強度、速度のバランスが取りやすく、まずはこのサイズで設定を詰めるのが基本になります。
これに対して0.2mmノズルは、細かい外観表現に強い選択肢です。
文字、髪の束、細いエッジ、小さな記号のように、線幅そのものを細くしたいモデルでは0.4mmより有利です。
ただし、0.2mmノズルは「積層痕が減る魔法の設定」ではありません。
効くのは主にXY方向の細かさと外周の繊細さで、Z方向の段差感はレイヤー高さの影響も大きいです。
つまり、0.4mmノズルのまま0.12mmや0.08mmにしたほうが、0.2mmノズルに替えて0.20mmで出すより見た目が良い場面は普通にあります。
筆者の感覚でも、いきなり0.2mmに飛ぶより、まず0.4mmノズルで0.12mm設定を作り込むほうが失敗が少ないです。
違いを整理すると、次のようになります。
| 項目 | 0.4mmノズル | 0.2mmノズル |
|---|---|---|
| 立ち位置 | 標準設定の中心 | 微細外観向け |
| 得意な用途 | 試作、実用品、汎用モデル | 小型フィギュア、文字、細部表現 |
| 造形時間 | 抑えやすい | 増えやすい |
| 詰まりやすさ | 比較的扱いやすい | 詰まりに注意 |
| 押出量の余裕 | 取りやすい | 制限を受けやすい |
0.2mmノズルでは押し出せる量に余裕がなくなり、詰まりやすさも上がります。
フィラメントの状態が少し悪いだけでも影響を受けやすく、サポート材や混色材では神経を使います。
待ち時間も長くなりやすいので、外観優先の目的が明確なときに投入すると納得しやすいのが利点です。
逆に、中型パーツや実用品で「線を少しでも見えにくくしたい」程度なら、0.4mmノズルでレイヤー高さと外周条件を詰めたほうが効率的です。
ノズルとレイヤー高さの相性も意識したいところです。
0.4mmノズルなら、実用上の上限目安は0.3mm前後で、積層痕を抑えたい用途では0.20mm、0.16mm、0.12mmあたりが扱いやすい帯です。
0.2mmノズルを使うなら、細かさに見合うレイヤー高さを選ばないと時間だけが増えやすくなります。
見た目改善の主役がZ方向なのか、細部の線幅なのかを分けて考えると、交換の判断がしやすくなります。
可変レイヤー高さの使いどころ
全面を0.08mmにする前に試したいのが、可変レイヤー高さです。
これは傾斜や曲面だけレイヤーを細かくして、平坦部や見えにくい部分は粗めに保つ方法です。
積層痕が目立ちやすいのは主に斜面なので、必要な場所だけ細かくする発想が効きます。
System Createの解説やPrusaSlicerの可変レイヤー高さ機能の考え方もこの方向で一致していて、全面高精細より時間効率が良いのが強みです。
使い方の感覚としては、全面0.08mmではなく、重要部だけ0.08mm、その他は0.16mm前後という配分が実務的です。
たとえばフィギュアなら顔、髪の前面、胸元の曲面だけ細かくして、背面や土台は少し粗くする、という設計です。
これだけでも印象差は大きく、待ち時間は全面0.08mmより抑えられます。
単純なモデル計算でも、細かい領域を限定すれば全面高精細より時間増を抑えられるので、外観と効率の折り合いがつけやすいのが利点です。
筆者は、曲面が目立つモデルでは0.12mm固定で一度スライスし、そのあと可変レイヤーで「本当に見える斜面だけ」細かくすることが多いです。
これをやると、0.08mm固定のような重さを避けながら、正面の見た目だけを底上げできます。
とくに胸像、ボトル形状、丸みのあるガジェットケースでは効果が分かりやすいのが利点です。
逆に、角ばった箱物では可変化の恩恵は小さく、全面0.20mmでも十分きれいに見えることがあります。
ℹ️ Note
外観改善の第一歩としては、0.12mm固定+可変レイヤーが最も現実的です。時間増を抑えながら、0.20mmより一段上の見た目を作りやすい組み合わせです。
可変レイヤーの差はUIで見ると理解しやすいので、各スライサーの「レイヤー高さ」と「可変レイヤー高さ」の設定画面を並べたスクリーンショットがあると実践につながります。
特に、どこを細かくしたかがプレビューで見えると、全面高精細に頼らなくても十分整えられることが伝わります。
外周速度・加速度を下げるときの目安

数値はプリンターやスライサー、素材によって変わるため一律には言えませんが、調整の方向は共通です。
効果が見られなければさらに段階を進める、というように小刻みに試すのが安全です。
加速度も同様に段階的に絞ると、角や短い移動の影響が改善されやすい傾向があります。
スライサー別・設定場所
実際に触る場所をスライサーごとに押さえると、設定の試行が速くなります。
主要どころでは、Ultimaker Cura、OrcaSlicer、PrusaSlicerで見る項目はほぼ共通で、レイヤー高さ、可変レイヤー高さ、外周速度が中心です。
Ultimaker Cura 5.xでは、レイヤー高さはプリント設定内の品質系項目で調整します。
可変レイヤーは「Adaptive layers」等の名称で呼ばれることが多く、環境によっては Experimental 領域で有効化が必要です。
外周速度は Speed 系設定の中で外壁/内壁に分かれているので、まず品質関連の表示項目を全て出してから探すと操作が速くなります。
3本をまとめると、触る場所の考え方は次のようになります。
表のまとめは「各スライサーで触るべき概念」を整理したものです。
目安としては次のような対応関係で考えると設定操作が速くなります。
設定画面のスクリーンショットは、各ソフトの「レイヤー高さ」と「可変レイヤー高さ」のUIが見えるものを並べると実用的です。
名称が少し違っても、見るべき場所はほぼ同じで、まず0.20mmから0.12mmへ落とし、必要なら可変レイヤーを足し、外周速度を整えるという順番は共通して使えます。
造形向き・形状設計で見える面を有利にする
目立つ面の向きを決めるコツ
設定を詰めても積層痕が残るなら、次に効くのは造形向きです。
ここでの考え方はシンプルで、どの面を人がいちばん見るかを先に決め、その面に有利な向きを与えることです。
積層痕はどの面にも同じように出るわけではなく、面の向きによって見え方が大きく変わります。
とくに正面、天面、手に持ったとき最初に目に入る側面を「可視面」として定義しておくと、スライサー上で回転させる判断が速くなります。
FDMでは、一般にXY平面に近い面ほどきれいに見えやすく、Z方向にゆるく立ち上がる斜面ほど段差感が残りやすいのが利点です。
なので、見せたい面をできるだけ上面や正対しやすい向きに寄せ、段差が出やすい斜面や裏側を背面に逃がすだけでも印象が変わります。
3D-FABsの積層痕解説でも、設定だけでなく向きの工夫が見た目に直結すると整理されています。
筆者がいちばん差を感じたのはロゴ入りケースでした。
ロゴ面を上向きにしてサポートを避け、シームを中面にまとめるようにしただけで、同じプリンターでも見栄えが一段上がりました。
外側のロゴ面に余計な支え跡が付かず、開始点の縦線も内側に集まるので、完成品としての“整って見える感じ”が強くなります。
設定値を細かく追い込む前に、この配置だけ先に決めたほうが早い場面は多いです。
形状ごとの典型例も押さえておくと使いやすいのが利点です。
たとえば円柱は、縦置きにすると側面の円周は比較的きれいに出やすい一方、上面の曲面や天頂側には層の変化が出ます。
横置きにすると端面の丸みは作りやすくても、長い側面にサポート跡や段差が出やすくなります。
ケース形状はさらに差が大きく、表の広い面を横に寝かせると大面積の側壁に縦の層感が並びやすく、逆に正面パネルを上に向けると見える一枚面をきれいに取りやすいのが利点です。
図では、円柱の縦置き・横置き、斜面の前向き・後ろ向き、ケースのロゴ面上向き・側面向きの比較を並べると伝わりやすいのが利点です。
見た目を優先するなら、シームの位置も向きとセットで考えたいところです。
Curaでは Z Seam Alignment や Z Seam Position のような項目で開始点の寄せ方を調整でき、目立たない角や裏側に集める運用ができます。
一直線に縦シームを出したくない形ではランダム化も有効ですが、箱物やケースのように「隠せる内角」がある形状では、そちらに寄せたほうが仕上がりが安定しやすいのが利点です。
見える面をどこにするかを決めてからシーム位置を逃がすと、設定変更の効果も読みやすくなります。
積層方向と傾斜面(ステアステップ)の理解
積層痕が斜面で目立つ理由は、ノズルが連続した曲面を描いているように見えても、実際には薄い層を一段ずつ重ねた階段形状だからです。
これがいわゆるステアステップで、傾斜がゆるいほど一段ごとの境界が目に入りやすくなります。
平らな天面や垂直壁ではそこまで気にならなくても、頬の丸み、円柱の肩、ケースの面取り部分で急に層感が強く見えるのはこのためです。
とくに光が横から当たると、斜面の小さな段差が陰影として強調されます。
見た目の問題としてはここが本質で、同じレイヤー高さでも「どの角度の面にその段差が出るか」で印象が変わります。
だから積層方向は、単に倒れにくい向きを選ぶ話ではなく、階段状の痕をどこに見せるかを決める作業だと考えると整理しやすいのが利点です。
円柱を例にすると分かりやすいのが利点です。
縦置きした円柱は側面がZ方向にまっすぐ伸びるので、周囲の見え方は比較的そろいます。
横置きすると上半分と下半分が連続した斜面になり、円の外周にステアステップが強く出ます。
ケースの斜めカット面でも同じで、正面に傾斜面を向けると段差が見えやすく、背面側に回すだけで印象が落ち着きます。
図では、同じ円柱を縦置きと横置きで比較し、どこに段差が集中するかを矢印で示すと直感的です。
この段差を設計側で和らげる方法として有効なのが、急な面の切り替えを曲面やフィレットに置き換えることです。
消えるわけではありませんが、鋭い斜面よりもゆるく連続するR面のほうが光の反射が分散し、段差感が目立ちにくくなります。
可変レイヤー高さで曲面だけ細かくする手もありますが、設計時点で面のつながりを穏やかにしておくと、同じ設定でも有利です。
System Createの可変レイヤー解説が触れているように、細かくすべき場所は曲面や傾斜部に集中するので、向きと形状の整理だけでも対策の効率は上がります。
💡 Tip
斜面が正面に来る形では、「その斜面を消す」より「見えにくい側へ回す」ほうが効くことが多いです。積層痕は完全除去より、視線から外す発想のほうが短時間で成果が出ます。
設計段階で逃がす/隠すテクニック
設定や向きの工夫に加えて、設計の段階で積層痕を目立たない位置へ逃がしておくと、同じプリンターでも完成度が上がります。
発想としては、きれいに見せたい面をそのまま戦わせず、痕が出ても気にならない場所へ移すことです。
後処理で全部を消そうとすると時間がかかりますが、形状側で逃がしておくと手間が減ります。
分かりやすいのは、目立つ一枚面をできるだけ水平に置ける構成にすることです。
表側の化粧面、ロゴ面、操作面のように視線が集まる部分は、上面として出せると有利です。
逆に、段差が出やすい斜面やシームが並びやすい縦線は、底面寄り、背面寄り、中空の内側に寄せます。
ケース物なら、外側は面を優先し、ヒケや開始点が目立ちやすい要素は中面へまとめる設計が使いやすいのが利点です。
シームを隠す前提で形を作るのも実践的です。
完全な円筒はどこにシームを置いても目に入りやすいですが、背面に細いフラットや小さな角を用意すると、開始点をそこへ集めやすくなります。
箱物でも、背面や下面に縦のエッジを一本作っておくと、そのラインにシームを載せやすくなります。
スライサー側のシーム設定だけに頼るより、「ここに置けば不自然に見えない場所」を形状に用意しておくほうが効果が安定します。
図では、ケース背面の角にシームを集めた例と、丸い外装の裏に小さな逃がし面を設けた例があると理解しやすいのが利点です。
サポート跡も同じ考え方で逃がせます。
見える面の真下にオーバーハングを作ると、支えを外した跡がそのまま外観不良になります。
そこで、穴の向きや張り出し方向を少し変えたり、分割位置を背面へ寄せたりして、サポートが必要な面を裏側に回します。
ロゴ入りケースで表面を上に向けたときに効いたのもこれで、表面に支えを当てないだけで見た目のグレードが上がります。
もうひとつ見逃せないのが、装飾や段差を“隠すためのデザイン”として使うことです。
広い平面にいきなりロゴや記号を置くと層感が目立つことがありますが、周囲に浅い額縁状の段や面の切り替えを入れると、視線がそちらに流れて層の連続感が弱まります。
機能的なリブ、境界ライン、パネル分割風の段差は、強度だけでなく見た目の粗さを散らす役割も持ちます。
積層痕をゼロにするのではなく、目に入りにくい構図へ設計で誘導する感覚です。
向き別の見え方比較は、文章だけだと伝わりにくいので図解が向いています。
円柱は縦置きと横置き、斜面は前向きと背面向き、ケースはロゴ面上向きと側面向き、さらにシーム位置を表・裏・内側に置いた例を並べると、設定より前に決まる差がよく見えます。
こうした工夫は追加コストなしで効くので、積層ピッチや外周速度を追い込む前の一手として価値があります。
素材別の対策|PLA・ABS・PETGで何が違うか

素材が変わると、同じレイヤー高さでも積層痕の「見え方」と、後処理でどこまで追い込めるかが変わります。
ここは設定論だけで片づけないほうが実務的です。
筆者はまず素材ごとに、出力時に抑え込むのか、後処理で整えるのか、その比重を変えて考えます。
なお、以下はあくまで傾向の整理で、フィラメントの配合やメーカー、同じ銘柄でもロット差で印象が動く前提です。
さらに、黒やグレーのようなマット色、白や鮮やかな色、透明・半透明、照明の角度でも「目立つ・目立たない」は変わります。
PLAでの現実解
PLAはFDM入門で最も扱いやすい素材のひとつで、反りにくく、まず形にしやすいのが強みです。
その一方で、後処理まで含めて考えると、見た目改善の主戦場はヤスリではなく設定と向きになりやすいのが利点です。
PLAは硬めで、削り始めると意外に手応えが強く、面をきれいにそろえる前に角だけ落ちたり、局所的に白化したりしやすいからです。
積層痕を消そうとして強く当てるほど、今度は平面がだれて別の粗さが出ることもあります。
そのためPLAでは、造形前にどこへ層を逃がすかを詰めておくほうが結果が安定します。
可変レイヤーや向きの工夫、シーム位置の整理を先にやり、研磨はあくまで整える程度に留める考え方です。
塗装前提なら、削りだけで面を追うよりスプレーパテを併用したほうが早い場面が多いです。
下地を薄く重ねてから研磨すると、積層の谷を一気に埋めやすく、PLA特有の削りにくさを回避できます。
実際、PLAのフィギュア系パーツでは、素材そのものを削り込むより、スプレーパテを挟んでから#400〜#600あたりで整え、必要ならさらに細かく仕上げるほうが時間効率がいいと感じます。
見え方の面では、PLAは比較的ストレートに線が出やすい素材です。
艶あり色だと段差がハイライトとして拾われやすく、逆に少しマットな色なら落ち着くこともあります。
ただ、線が見えやすいからこそ、設定変更の効果も読み取りやすい素材です。
まずは出しやすさを活かして条件を詰め、そのあと必要な部分だけパテで仕上げる、これがPLAでの現実解です。
ABSでの現実解
ABSはPLAより出力自体の難度が上がり、反りや収縮の管理が要りますが、見た目重視の仕上げまで含めると選ぶ理由がはっきりある素材です。
表面はマット寄りに出ることが多く、そのぶん積層痕が陰影として見えやすいケースがあります。
とくに広い面やゆるい曲面では、線そのものより「面の段差感」として目に入ってきます。
ただしABSには、PLAには取りにくい後処理の選択肢があります。
代表的なのがアセトン系の溶剤平滑化です。
蒸気で表面をわずかに溶かしてならす方法は、積層痕を物理研磨だけで追うよりも速く、均一に見た目を整えやすいのが利点です。
細かな段差がつながって、独特の一体感が出るので、試作より展示寄りのパーツでは強いです。
筆者もABSは「出力で勝ち切る」より、「後で溶かして整えられる前提」で考えることが多いです。
一方で、この処理は雑に扱えるものではありません。
安全面の配慮は前提として、いきなり本番品に当てるのではなく、小片で反応を見る運用が必須です。
処理が進みすぎるとエッジが丸まり、薄肉部の寸法感も変わります。
ABSは後処理適性が高いぶん、やりすぎたときの変化も大きいということです。
つまりABSの現実解は、出力条件をほどほどに整えたうえで、必要に応じて溶剤平滑化まで含めて仕上げることにあります。
素材の特性を活かすなら、ここが最も分かりやすい差になります。
PETGでの現実解

PETGは見た目の判断がいちばんややこしい素材です。
積層線そのものは、PLAやABSほどくっきり出ず、乱反射でぼけて見えることがあります。
とくに透明や半透明では、一見なめらかに見えることもあります。
ところが、斜めから強い光が入ると話が変わります。
筆者もPETGの透明・半透明パーツで、正面ではきれいに見えていたのに、デスクライトを斜めから当てた瞬間に面のうねりが急に浮いて見えたことがありました。
線が消えたというより、別の種類の粗さが見えてくる感覚です。
PETGで課題になりやすいのは、はっきりしたレイヤーラインよりも、面の波打ち、糸引きの残り、サポート痕の荒れです。
素材の粘りと光沢感の影響で、線の境界はやわらいでも、接触面の傷やわずかな凹凸が別の方向から目立ちやすいのが利点です。
サポートを外した跡が白っぽく荒れたり、オーバーハング周辺がわずかにだれたりすると、その不規則さがかえって気になります。
そのためPETGでは、後処理で全部を均す発想より、糸引きとサポート性を設定段階で抑えるほうが効きます。
リトラクションや移動の整理、サポートの当て方、見える面に接触させない向きの工夫が欠かせません。
ヤスリがけ自体はできますが、透明系では削った部分だけ白く曇って質感が変わりやすく、ABSのような「後で大きく帳尻を合わせる」感覚では使いにくい設計です。
PETGは線が目立ちにくいから楽なのではなく、粗さの出方が別物だと捉えたほうがしっくりきます。
素材色との相性も強く出ます。
黒の不透明PETGは落ち着いて見える一方で、面のゆがみがハイライトで出ることがありますし、透明・半透明は滑らかに見える場面がある反面、照明条件で急に評価が変わります。
PETGでは「積層痕が少ないか」だけでなく、「面としてきれいか」「サポート跡が残っていないか」で見たほうが、実物の印象に近いです。
後処理の基本手順|研磨・パテ・溶剤の使い分け
サンディングの基本
後処理は、粗い番手で形を整え、細かい番手で傷を浅くしていく流れで考えると失敗が減ります。
理由は単純で、粗いペーパーが付けた深い傷を、その次の少し細かいペーパーでならし、さらに細かい傷へ置き換えていくからです。
いきなり細かい番手から始めると、積層痕の山は残るのに表面だけが中途半端に光って、かえって凹凸が見えやすくなります。
実際の進め方として扱いやすいのが、はっきりした段差やサポート跡があるなら #120→#240→#400、そこまで荒れていないなら #240→#320 から入る流れです。
大きな面のうねりや角の崩れを直したい段階では粗番手が必要ですが、細部の残った層線を追う段階では中目から始めたほうが形を壊しにくい設計です。
とくにフィギュアの顔や布のしわのような造形では、削る力より「どこで止めるか」の判断が仕上がりを左右します。
PLAは前述の通り硬めで、削れる量のわりに形状の変化が急に出やすい素材です。
筆者はPLAフィギュアを触るとき、まず #240 のドライで輪郭を整えてから下地を作り、その後にスプレーパテを挟んで #600 のウェットへ進めることが多いです。
この順番にすると塗料の乗りが安定して、積層の谷だけがうっすら残るような状態を避けやすいんですよね。
最初から細かい番手だけで粘るより、工程全体が短く収まります。
ドライとウェットの使い分けも欠かせません。
形を出す前半は削り量を把握しやすいドライ、仕上げに近づいた後半は目詰まりを抑えやすいウェットという分担が扱いやすいのが利点です。
ウェット研磨は熱を持ちにくく、PLAの白化や局所的な荒れも抑えやすいので、塗装前の下地には相性がいいです。
逆に、まだ大きな段差が残っている段階でウェットだけに頼ると、削れている感触がつかみにくく、作業が長引きやすくなります。
安全面では、研磨粉を軽く見ないことが欠かせません。
粉じんマスクと保護メガネは基本装備で、作業場所の換気も外せません。
積層痕を消す作業は意外と時間がかかるので、短時間でも粉が舞い続けます。
見た目の仕上がりだけでなく、作業中の吸い込みを減らす意味でも、乾式研磨ほど対策の差が出ます。
スプレーパテで埋める・均す

ヤスリだけで全部を平らにしようとすると、谷を消す前に山を削りすぎて形が崩れがちです。
そこで効くのがスプレーパテです。
積層痕のような細かい谷や、曲面に連続して出る微細段差を埋める用途では、とても相性がいいです。
とくに球体、肩、頬、なだらかな甲冑面のような「均一な曲面を保ったまま整えたい場所」で差が出ます。
使いどころは、粗研磨で大きな段差を落としたあとです。
表面をある程度そろえてから薄く重ねると、パテが谷に入り、面全体を均しやすくなります。
下地の目安は #400〜#600 あたり、乾燥後の研磨も同じく #400〜#600 で整え、塗装直前は #1000 まで上げると表面の荒れを残しにくい設計です。
ここで番手を一気に飛ばすより、前の傷を確実に消してから進めたほうが、サーフェイサーや塗装後の“筋”が出にくくなります。
PLAでスプレーパテが効く理由は、素材自体を削り込まずに面を作れるからです。
硬いPLAを無理に追い込むより、谷側を埋めてから軽く均すほうが、結果として形状を守りやすいのが利点です。
筆者もフィギュア系ではこのやり方を多用します。
とくにFDM特有の層線が曲面に連続しているときは、ヤスリ単独よりスプレーパテ併用のほうが仕上がりの再現性が高いです。
深い傷や大きな欠けをスプレーパテだけで解決しようとすると、何度も厚吹きしたくなります。
そこまでの荒れは先に粗番手でならしてから薄く重ねたほうがきれいです。
スプレーパテは「厚盛りして形を作る」より、「微細な谷を埋めて面をつなげる」道具として使うと狙いがぶれません。
ℹ️ Note
写真で見せるなら、サンドペーパーの番手比較、スプレーパテ塗布前後の表面、塗装前に#1000まで整えた状態の3段階があると違いが伝わりやすいのが利点です。
溶剤処理(ABS向け)と安全注意
溶剤で表面をならす方法は強力ですが、ここは ABS向けの処理 と割り切って考えたほうが安全です。
代表的なのはアセトン蒸気による平滑化や、少量の溶剤を使った拭き取り処理で、表面をわずかに溶かして層線をつなげるやり方です。
研磨では追いにくい細かな段差を一気に目立たなくできるのが利点で、展示寄りのパーツでは見た目の変化が大きいです。
ただし、ABSに有効だからといってPLAやPETGへそのまま持ち込むのは避けたいところです。
PLAとPETGはアセトン処理の前提が違い、ABSのように安定した平滑化手段としては扱えません。
とくにPLAは、前段で述べたように研磨とスプレーパテの組み合わせのほうが再現性を取りやすいのが利点です。
溶剤で何とかしようとすると、狙った平滑化ではなく表面荒れや質感変化として返ってきやすいのが利点です。
ABSの溶剤処理でも、強く効かせすぎるとディテールが甘くなり、エッジが丸まります。
細い文字やシャープな角がある部品では、滑らかさと引き換えに輪郭を失いやすいので、処理前の状態を残す判断も必要です。
広い曲面や装甲面のような「面の連続性を優先したい部品」に向いていて、微細モールドを見せたい部品では慎重に使い分けたくなります。
安全対策は、研磨以上に厳格に見ておくべき判断材料になります。
換気を確保したうえで、保護メガネ、耐溶剤手袋、必要に応じて粉じんマスクではなく有機溶剤も意識した装備を用意し、火気は遠ざけます。
アセトンは引火性が高く、蒸気処理では可燃性蒸気が滞留しやすいので、火気厳禁は文字通りの必須条件です。
作業机の近くにヒーターやはんだごてがある状態も避けるべきです。
写真を入れるなら、ABS溶剤処理のビフォー・アフターは効果が分かりやすい一方で、必ず注意書き付きにしたい部分です。
見た目だけ切り取ると簡単な裏技に見えますが、実際には素材限定で、安全管理込みの処理だからです。
ここを曖昧にすると、PLAにも同じ感覚で試したくなる読者が出やすいので、画像でも「ABS向け」「火気厳禁」がひと目で分かる構成が向いています。
迷ったらこれ|用途別のおすすめ対策

フィギュア
見た目を最優先するフィギュアなら、PLA前提ではまずレイヤー高さを0.20mmから0.12mmへ下げて、可変レイヤーを有効化するところから入るのがいちばん外しにくい設計です。
顔、髪、肩、衣装の曲面は均一に細かくするより、傾斜のきつい場所だけ細かくしたほうが見た目の伸びが大きいからです。
筆者もいろいろ試してきましたが、“まず0.12mm+可変レイヤー”は、ほぼどの用途でもかけた時間に対して満足度が高い現実解だと感じています。
シームは正面に出すと一気に目立つので、背面固定が基本です。
Curaなら Z Seam Alignment 周辺、PrusaSlicer なら可変レイヤー高さ機能とあわせて開始点の置き方を詰める発想になります。
この段階でまだ髪の束、指先、装飾の縁が甘いと感じるなら、次の一手として0.4mmノズルから0.2mmノズルへ替える価値が出てきます。
とくに小型フィギュアは、レイヤー高さだけではなく線幅そのものの細かさが効く場面があるためです。
ただし、いきなりノズル交換から入るより、0.12mm設定と可変レイヤー、シーム背面固定まで詰めてから判断したほうが、手間に対する改善幅を読みやすいのが利点です。
後処理まで入れるなら、PLAフィギュアは#240で大きな段差をならし、#400で面を整え、スプレーパテを薄く重ね、乾燥後に#600から#1000で仕上げる流れが扱いやすいのが利点です。
頬や太もも、マントのような広い曲面は、ヤスリだけで追い込むよりスプレーパテを挟んだほうが形を崩しにくく、結果も安定します。
フィギュアは設定で減らす、正面にシームを出さない、足りない分だけ下地処理で埋める、という順番にすると迷いません。
小型ケース
小型ケースは、フィギュアほど全面の見た目に寄せなくてもよい一方で、天面の斜面や角のシームが目に入りやすいジャンルです。
PLAでもPETGでも、まずは0.20mmを基準にして0.16mm、必要なら0.12mmへ下げるのが現実的です。
ケースは平面と角が多いので、全面を極端に細かくするより、見える面の段差感が気になるところだけ一段落とすほうが効率がいいです。
ここで効くのは、レイヤー高さそのものよりシームを裏面か角へ逃がす運用です。
正面のフラット面に縦筋を出すと安っぽく見えやすいので、背面か、視線が集まりにくいコーナーへまとめるだけで印象が変わります。
箱物は造形向きの影響も受けやすいので、天面をどう見せるかとシーム位置をセットで考えると失敗しにくい設計です。
PETGを使う場合は、見た目よりもサポート接触を強くしすぎないことが欠かせません。
PETGは剥がした跡が荒れやすいので、接触幅を抑えたうえで、除去後に#400で軽く均すくらいがちょうどいいです。
ケースは寸法やはめ合いもあるので、研磨で削り込みすぎるとフタや爪の噛み合わせに影響しやすいのが利点です。
外観が気になる面だけ薄く整える、という割り切りが向いています。
実用品パーツ
実用品パーツは、積層痕を消すこと自体より、強度と寸法を崩さず見た目を荒らさないことが優先です。
この用途ではPETG推奨で、設定も無理に細かくせず0.20mmを維持したまま、外周品質を優先して速度を落とす方向がまず効きます。
機械部品、治具、ブラケットのようなパーツは、レイヤー高さを極端に下げるより、外周が安定して積まれるほうが完成度が高く見えます。
設計側で少し触れるなら、小さな面取りを入れて角の段差感を緩和するのも有効です。
FDMは直角エッジの見え方がきつくなりやすいので、ほんの少し面を逃がすだけで積層の見え方が穏やかになります。
見た目のために細かい設定へ振るより、形状で目立ち方を制御したほうが実用品では合理的です。
後処理は必要最低限で十分です。
バリ取り、角だけ軽く均す、手が触れる場所だけ整える程度に留めたほうが、寸法の維持と作業時間のバランスが取りやすいのが利点です。
実用品パーツは“きれいに見せる”より“雑に見えない”ラインを狙うと、手戻りが減ります。
塗装前提モデル
塗装前提なら、無塗装のまま使うモデルより一段攻めた設定が取りやすくなります。
まずの設定は0.12mm+可変レイヤーです。
塗膜と下地処理で最終面を作れるので、出力段階では消し切るより、後工程で整えやすい状態に持ち込むのが正解です。
表面の微細な層線は塗装で拾われやすいので、ここでも0.12mmスタートが扱いやすい落としどころになります。
素材がABSなら、見た目優先のモデルではアセトン平滑化を検討できます。
広い装甲面や曲面では効果が大きく、サンディングでは消しにくい細かな層線を短時間でまとめやすいのが利点です。
ただし、これはそのまま本番に入る処理ではなく、小片で仕上がりを見ながら詰める前提です。
ディテールの残り方と表面の溶け具合のバランスを見ないと、せっかくのモールドが甘くなることがあります。
PLAなら、後処理の軸は溶剤ではなくスプレーパテからのウェット研磨です。
流れとしては、表面を整えたあとにスプレーパテを入れ、#600のウェット研磨で面をつなぎ、#1000で塗装前の下地に仕上げると扱いやすいのが利点です。
塗装前提モデルは、プリント設定だけで完成させる考え方より、設定、向き、下地処理を一続きで組むほうが完成度が上がります。
用途別に迷うなら、基準はシンプルです。
見た目重視のフィギュアと塗装前提モデルは0.12mm+可変レイヤーから入り、小型ケースは0.16mmか0.12mmに一段だけ下げ、実用品パーツは0.20mm維持で外周品質に寄せる、という分け方です。
図にするなら、用途を選んだあとに設定を決め、次に向きを決め、まだ気になる場合だけ後処理へ進むフローチャートにすると整理しやすいのが利点です。
それでも改善しないときのチェック項目
ハードウェア
まず疑うのは X/Y の駆動系です。
ベルトの張り具合が左右で不均一だと角の止まり方や直進性が崩れ、細かな周期模様が出やすくなります。
張りすぎも問題なので、指で押したときに適度なしなりがあるかを確認してください。
プーリーの固定ねじ(イモねじ)が緩んでいると、微小な軸ズレが積み重なって縦筋や面の荒れとして現れることがあります。
モーター軸の平面がプーリーに確実に噛んでいるか、ねじが抜けかけていないかを必ず点検しましょう。
Z軸については、等間隔の縞(Zバンディング)が出る場合に要注意です。
リードスクリューの偏心、カップリングの緩み、ナットの当たり具合などが原因になるため、芯出しとカップリングの締結状態まで確認してください。
メンテナンス不足も積層の乱れに直結します。
ガイドレールやVホイールに汚れが溜まっている、リードスクリューの動きが渋い、フレーム固定が緩んでいるといった状態では、設定をどれだけ整えても表面は安定しません。
積層痕を減らしたいのに、実際には機械が毎層少しずつ違う位置にヘッドを運んでいる、という状況になっているからです。
ここが崩れていると、普通の積層痕と異常な縞を混同しやすくなります。
吐出・材料
表面の荒れが機械の位置決めではなく、樹脂の出方に起因しているケースも多いです。
見分けるコツは、段差というより線の太さや密度が不安定かどうかです。
外周の一部だけ細る、壁面にスカスカした帯が出る、層のつながりが弱く見えるなら、吐出不足を疑うべきです。
典型はノズルの半詰まりです。
詰まる前の状態だと、造形自体は進むのに表面だけが妙に荒れます。
とくに細かな凹凸が連続する感じの乱れは、レイヤー高さを下げても改善しないことが多く、ノズル交換や清掃で一気に直ることがあります。
ノズル先端の焦げ付き、樹脂の炭化、異物混入は、見た目以上に押出を不安定にします。
フィラメントの径ムラも無視できません。
押し出される体積が一定でないと、外周に薄い帯と太い帯が交互に出て、積層痕が強調されたように見えます。
さらに、エクストルーダー側でギアがフィラメントに食い込みすぎて削れていたり、逆に滑っていたりすると、押出不足が断続的に発生します。
この症状は、見た目だけだと「設定をもっと高品質寄りにすれば直る」と思いがちですが、実際は材料送りの問題です。
素材の状態も表面に出ます。
PLAやPETGは吸湿すると、押出時の安定感が落ち、表面がザラついたり、線が乱れたりしやすくなります。
とくにPETGは糸引きだけでなく、外周の肌荒れとして出ることがあるので、単純な積層痕と見分けにくい設計です。
乾燥したフィラメントに替えたら急に壁面が落ち着くことは珍しくありません。
室温や風の影響による冷却ムラも、層の乱れを招きます。
片側だけファンの当たり方が強い、エアコンの風が造形物に直接当たる、開放型プリンターの周囲で気流が大きいと、同じ設定でも左右で面の質が変わります。
加えて、ベッドレベリングに偏りがあると1層目の乱れがそのまま上に持ち上がり、途中からの外周にも影響します。
積層痕の問題だと思っていたら、実は最初の接地が不均一だったというのもよくある流れです。
サポート痕やシームの誤解もここで整理しておきたい判断材料になります。
表面の縦筋や局所的な荒れが、必ずしも積層痕そのものとは限りません。
開始点が縦に並んだシーム、サポート接触面の剥がし跡、除去時につぶれた外周は、レイヤーラインとは別の処理が必要です。
つまり、造形品質の悪化と、積層構造として見える線を混同しないことが欠かせません。
正面だけ目立つ縦線ならシーム配置、下面や接触部だけ荒れるならサポート設定と除去方法の問題であることが多いです。
💡 Tip
表面が気になるときは、「全面で均一に見える段差」なのか、「特定の高さ・位置だけ乱れる異常」なのかを先に分けると、設定を触るべきか、機械や吐出を直すべきかが見えやすくなります。
造形条件の見直し
ここまで見ても原因が絞れないときは、設定をさらに細かく追い込む前に、点検項目を順番に潰していくほうが効率的です。
筆者が切り分けで使うのは、積層痕の見え方ではなく「異常がどこで再現するか」を見る方法です。
同じ高さで毎回出るなら機械寄り、同じ形状の細部だけ荒れるなら冷却やシーム寄り、ランダムな薄れ方なら吐出寄り、という見方をします。
点検項目は次の10個に絞ると整理しやすいのが利点です。
- X/Yベルトの張りが左右で不自然に違っていないか 2. プーリーの固定ねじが緩んでいないか 3. モーター軸とプーリーが空転していないか 4. Zリードスクリューの振れや偏心がないか 5. カップリングの結合が突っ張っていないか 6. ノズルに半詰まりや先端の焦げ付きがないか 7. エクストルーダーギアに削りカスが溜まり、スリップしていないか 8. フィラメントが吸湿していないか 9. 風や冷却の偏り、1層目の乱れがないか 10. その線が積層痕ではなく、シームやサポート痕ではないか この段階では、造形条件の見直しも「積層痕を減らす設定」ではなく、「異常を隠していないか」を見る意味合いが強いです。たとえばレイヤー高さを細かくすると見え方が穏やかになることはありますが、吐出不足やZの波が残ったままでは、本質的には直っていません。外周速度やシーム位置の調整でごまかせる症状と、ごまかせない症状を分けて考える必要があります。
もしこの10項目を見ても変化がないなら、もう「普通の積層痕をどこまで目立たなくするか」の話ではなく、ズレや吐出不良といった異常側のトラブルシュートに移るべき段階です。
見た目の粗さを積層痕として処理し続けると、原因の切り分けが遅れます。
設定を詰めても改善しないときほど、機械状態と材料状態を先に疑うほうが、結果として最短です。
次のアクション
まず確認してほしいのは、今のレイヤー高さです。
もし0.20mmで評価しているなら、同じモデルを0.12mmで再出力し、同じ角度・同じ光の当て方で比較写真を撮ってください。
積層痕は記憶だけで比べると判断がぶれやすく、写真で並べると「どこが本当に改善したか」が急に明確になります。
次にやる価値が高いのは、見える面の洗い出しです。
完成後に正面から見る面、棚に置いたときに光を受ける面を先に決め、その面に不利な向きを外すだけでも印象は変わります。
あわせて造形向きを1回だけ変えて試作し、シーム位置も背面か目立たない稜線側へ動かして比べると、積層痕そのものと開始点の縦筋を切り分けやすくなります。
塗装前提なら、本番をいきなり削るより小型のテストピースで下地の流れを先に固めるほうが効率的です。
筆者はこの順番に変えてから、本番モデルのやり直しが減りました。
とくに下地づくりは小物での検証が効きやすく、粗研磨からスプレーパテ、再研磨までを先に試しておくと、削りすぎや埋まりすぎを避けやすいのが利点です。
材料の扱いもここで整理しておきたいところです。
ABSで使われるアセトン処理は有名ですが、PLAやPETGにその感覚のまま持ち込まないほうが安全です。
作業机の上で材料が混在していると、同じ後処理を流用したくなりますが、溶剤は素材ごとの相性で結果が大きく変わります。
ここまで試しても改善が乏しいなら、積層痕を減らす段階は一度終わりです。
その時点では、見えている粗さの正体がレイヤーラインではなく、機械の振れや吐出の不安定さに寄っている可能性が高いと考えたほうが早いです。
設定で消えない縞は、設定の問題ではないことが少なくありません。
行動に移すなら、次の順で十分です。
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、
光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。