Cura高品質設定|層高・速度・温度の基準
UltiMaker Cura 5.xで造形品質を上げたいなら、まず押さえるべきは層高・速度・温度の3つです。
この記事は、0.4mmノズルでPLAやPETG、ABSを使い、見た目を一段きれいにしたい人に向けて、高品質寄りの初期セットと調整の順番を再現しやすい形で整理します。
筆者の環境でも、PLAは外壁速度を50mm/sから30mm/sに落としただけで角や曲面の乱れが目に見えて減り、PETGは235℃から230℃へ5℃下げただけで糸引きが大きく減りました。
このあたりは「何となくいじる」より、症状ごとにどの値をどの刻みで動かすかを決めたほうが圧倒的に早いです。
初期層、冷却、Minimum Layer Time、Adaptive Layersまで含めて、変更前と変更後の具体例で追っていけば、Curaの400以上ある設定に振り回されにくくなります。
なお、設定名はCura 5.x基準で説明しますが、バージョン差でUI表記が少し異なることがあります。
Curaで高品質プリントを決める3要素|層の高さ・速度・温度の関係
層高(Layer Height)・速度・温度は、それぞれ独立したつまみではありません。
層高を細かくすると表面は滑らかになりやすい一方で、印刷時間が延びるぶん温度の安定性や冷却の影響を受けやすくなります。
逆に速度を上げると時短には効きますが、押し出しが追いつかない温度設定では外観が崩れやすくなります。
Cura 5.xではこの3要素を個別に詰めるより、三角形のバランスとして考えると整理しやすいのが利点です。
ここは三要素トレードオフの三角図を入れると、見た目・時間・安定性の関係が直感的に伝わります。
実際の調整でも、どれか1項目だけを極端に攻めると頭打ちになりがちです。
筆者は0.12mmの層高で確かに滑らかさが一段上がる感触を何度も見ていますが、同じモデルでも0.2mmに対して1.5〜2倍ほど時間が伸びやすく、いつそこまで細かくするかの線引きが重要だと感じています。
装飾品や曲面重視のパーツでは有効でも、機能部品まで一律で細かくする必要はありません。
ここは層高と印刷時間の関係グラフがあると、設定変更の意味を把握しやすくなります。
層高の効果と限界
0.4mmノズルを基準にすると、高品質寄りの層高は0.12〜0.16mm、時短寄りなら0.2〜0.3mmがひとつの目安です。
層高を下げるほど積層痕は目立ちにくくなりますが、そのぶん層数が増えるため、造形時間は素直に延びます。
特に球体やフィギュアのような曲面主体のモデルでは差が見えやすく、箱物や治具のような形状では、時間増に対する見た目の改善幅が小さいこともあります。
ただし、層高を下げれば無条件に高品質になるわけではありません。
ノズル温度が高すぎれば細かい層でもダレますし、速度が高すぎれば外周が乱れます。
細層化はあくまで「素材が適温で安定して押し出せること」と「外壁の動きが落ち着いていること」が前提です。
高品質化を狙うなら、層高だけでなく外壁速度と温度も同時に見る必要があります。
ノズル径が変われば、層高の考え方もそのままでは使えません。
0.4mmノズルでの0.12〜0.16mmは扱いやすい基準ですが、より太いノズルなら実用的な層高も上がります。
つまり、層高は単独の絶対値ではなく、ノズル径に対してどの程度細かく刻むかで考える設定です。
時間と外観の両立を狙うなら、CuraのAdaptive Layersも有効です。
これはモデルの形状に応じて層高を可変にする機能で、曲面では細かく、垂直に近い部分では厚くして、見た目を保ちながら時間短縮を狙えます。
たとえばベースを0.20mmにして可変幅を持たせると、0.12 / 0.16 / 0.20 / 0.24 / 0.28mmのような段階で切り替わる使い方があります。
全面を0.12mm固定にするより、必要な場所だけ細かくする発想です。
外壁速度を内壁より遅くする理由
外壁速度(Outer Wall Speed)は、モデルの一番外側に見える壁の印刷速度です。
ここが速すぎると、角のふくらみ、曲面のざらつき、細かな振動跡が表面に出やすくなります。
内壁やインフィルは最終的に見えない部分が多いため、ある程度速くしても見た目への影響は限定的です。
だからこそ、外壁だけを遅くして外観を整え、内壁とインフィルで全体時間を稼ぐ、という設計思想が効きます。
この考え方は、Curaで高品質寄りに振るときの定番です。
筆者の環境でも、外壁を落としただけで曲面の落ち着き方が変わる場面は多く、特にPLAでは効果が分かりやすいのが利点です。
PLAは比較的扱いやすい反面、冷却が足りないと細部が甘くなりやすいので、外壁速度を抑えてファンがしっかり効く時間を作ると仕上がりが整いやすくなります。
PETGは少し事情が違って、速度を上げすぎると糸引きや表面の荒れが出やすく、温度との連動を強く受けます。
PETGで外壁をきれいにしたいなら、単純に遅くするだけでなく、温度を適正帯の中で5℃刻みに詰めるのが効きます。
高めの温度では流れやすくなって層同士は付きやすい一方、糸引きやダレが増えやすいからです。
移動時にフィラメントを引き戻すリトラクションも関係しますが、まず土台になるのは温度と外壁速度の整合です。
小さな突起や塔形状では、冷却のほうも無視できません。
Minimum Layer Timeは、1層に要する最小時間の下限設定で、短すぎる層ではCuraが減速して冷える時間を確保する方向に働きます。
小物の先端が溶け気味になるときは、単に温度を下げるより、外壁速度やこの設定を含めて見直したほうが理屈に合います。
温度が高すぎ/低すぎの症状一覧

温度設定は、見た目だけでなく糸引き、層間の強さ、反りや定着にもつながります。
ここで重要なのは、PLA / PETG / ABSで適正帯が違うことです。
さらに同じ素材名でも、Prusament、eSUN、Hatchboxのようにメーカーや銘柄で染料や配合が異なるため、箱やスプールに書かれた推奨温度から入って、5℃刻みで微調整するのが実践的です。
素材別の目安を整理すると、PLAはノズル温度帯が非公表、ベッド温度は50〜70℃、PETGはノズル温度帯が220〜250℃、ベッド温度は50〜100℃、ABSはノズル温度帯が非公表、ベッド温度は80〜110℃です。
PETGはPrusaの設定例だと1層目230℃、2層目以降240℃、ベッドは1層目85℃、2層目以降90℃という考え方もあり、同じPETGでも60℃前後で回るケースがある一方で、より高いベッド温度のほうが安定する組み合わせもあります。
ここは幅で捉えるのが実態に合っています。
症状との対応関係は、次のように見ると切り分けやすいのが利点です。
| 状態 | 出やすい症状 | 目立ちやすい素材 |
|---|---|---|
| ノズル温度が高すぎる | 糸引き、ダレ、表面荒れ、ブリッジの崩れ | PETGで特に出やすい |
| ノズル温度が低すぎる | 層間剥離、押し出し不足気味の表面、ノズル下吐出の不安定さ | ABSやPETGで出やすい |
| ベッド温度が低すぎる | 反り、四隅の浮き、初期層の定着不足 | ABSで特に出やすい |
| 冷却が強すぎる | 層間の弱さ、反りや収縮の助長 | ABSで出やすい |
| 冷却が弱すぎる | 角のつぶれ、細部の甘さ、上面のだれ | PLAとPETGで出やすい |
PLAは冷却との相性がよく、細部を立たせやすい素材です。
その代わり、冷却不足だとシャープさが落ちやすいので、温度を上げすぎず、外壁速度を抑えて整える方向が扱いやすいのが利点です。
PETGは層同士の付きがよい反面、糸引きと垂れが出やすく、温度が高いほどその傾向が強まりやすいのが利点です。
ABSは反りとの戦いになりやすく、見た目優先でファンを強く当てるより、ベッド温度と周囲の熱を優先したほうが安定します。
💡 Tip
症状が温度由来か速度由来か迷うときは、先に温度を5℃だけ動かして表面と糸引きの変化を見ると切り分けやすいのが利点です。温度で改善幅が小さい場合に、外壁速度や冷却へ進むほうが遠回りになりません。
この3要素は、単純な「高品質設定の正解値」ではなく、素材ごとの性格に合わせて組み合わせるものです。
PLAは冷却と外壁速度、PETGは温度と糸引き、ABSはベッド側の安定性が軸になりやすく、同じCuraのプロファイル思想でも狙うポイントは変わってきます。
まずはこれで始める|0.4mmノズルの高品質向け基準設定
基準セット
筆者の経験則としての「基準セット」を最初に示します。これはあくまで出発点であり、必ずスプールの推奨値や機体ごとの挙動と照らし合わせてください。
- 層高(0.4mmノズル想定): 0.16mm(筆者の目安。高精細を狙う際は0.12mmへ寄せる)
- 速度方針: 外壁を遅く、内壁・インフィルを中速にする(例: 外壁30mm/s、内壁40〜50mm/s、インフィル60mm/s は筆者の経験則)
- 初期層速度: 20mm/s を出発点とする(定着優先)
- 温度: スプール表記を起点に5℃刻みで詰める。筆者の出発点の一例として PLA 200〜210℃、ベッド60℃を挙げるが、これはあくまで「筆者の環境での目安」です。
| 項目 | PLA(目安) | PETG(目安) | ABS(目安) |
|---|---|---|---|
| 層高 | 0.16mm(筆者の目安) | 0.16mm(筆者の目安) | 0.16mm(筆者の目安) |
| 外壁速度 | 30mm/s(筆者の目安) | 30mm/s(筆者の目安) | 30mm/s(筆者の目安) |
| 内壁速度 | 40〜50mm/s(目安) | 40〜50mm/s(目安) | 40〜50mm/s(目安) |
| インフィル速度 | 60mm/s(目安) | 60mm/s(目安) | 60mm/s(目安) |
| 初期層速度 | 20mm/s(目安) | 20mm/s(目安) | 20mm/s(目安) |
| ノズル温度 | スプール表記を起点に調整(筆者の目安: 200〜210℃) | スプール表記を起点に調整(一般的に220〜250℃帯が多い) | スプール表記を起点に調整(コミュニティでは230〜260℃帯が多く報告) |
| ベッド温度 | スプール表記を起点に(目安50〜70℃) | スプール表記を起点に(目安60〜90℃) | スプール表記を起点に(目安80〜110℃) |
⚠️ Warning
上の数値は「一次出典で確定した推奨値」ではなく、筆者およびコミュニティの実務的目安です。必ずスプールやメーカーの推奨温度を起点に、5℃刻みで詰めてください。
この表は、まず速度と層高の考え方を共通化するための土台です。
PETGは糸引き対策で温度の詰め方が重要になり、ABSはベッド側の安定が優先になってきますが、スタート時点では「外壁だけを丁寧に、内部は中速で回す」という芯は共通です。
変更前→変更後の具体例
見た目を一段整えたいときに効きやすいのは、設定を一気に全部変えることではなく、層高・外壁速度・初期層速度を先に絞るやり方です。
たとえばデフォルト寄りのプロファイルから高品質寄りへ寄せるなら、層高を0.20mmから0.16mm、外壁速度を50mm/sから30mm/s、初期層速度を30mm/sから20mm/sへ動かすだけでも、表面の印象は変わります。
PLAで少しだれ気味なら、ノズル温度を210℃から205℃へ下げるのも有効です。
変更前後を表にすると、基準が見えやすくなります。
| 項目 | 変更前 | 変更後 |
|---|---|---|
| 層高 | 0.20mm | 0.16mm |
| 外壁速度 | 50mm/s | 30mm/s |
| 初期層速度 | 30mm/s | 20mm/s |
| ノズル温度 | 210℃ | 205℃ |
この4項目の中でも、見た目への効きが分かりやすいのは外壁速度です。
層高を0.20mmから0.16mmへ落とすと積層痕は細かくなりますが、角の乱れや表面の揺れは速度由来で残ることがあります。
逆に外壁速度を先に30mm/sへ落とすと、曲面やコーナーの落ち着きが目に見えて改善しやすいのが利点です。
そのうえで層高を0.16mmへ寄せると、粗さを二段階で減らしていく感覚になります。
初期層速度を20mm/sへ下げる意味も大きいです。
1層目が安定すると、その上に積む外壁も乱れにくくなります。
高品質化は上面や外周だけの話に見えますが、土台が揺れると最終面も引きずられます。
実際には、1層目が静かに決まるだけで全体の仕上がりが素直になることが多いです。
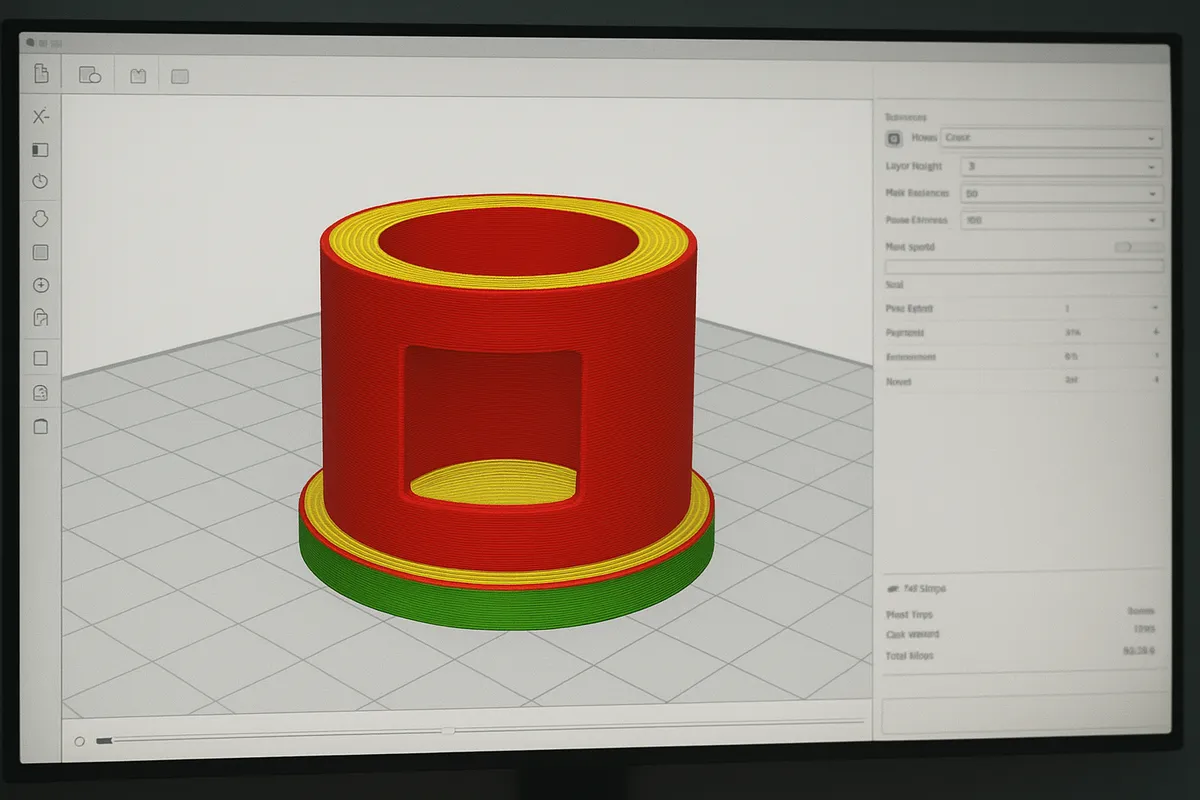
ここはCura 5.xの設定パネルを使ったスクリーンショットがあると伝わりやすい場面です。
変更前と変更後の値を並べ、層高、外壁速度、初期レイヤー速度を赤枠で示す構成にすると、読者はどこを触れば同じ状態を再現できるかを一目で追えます。
💡 Tip
高品質寄りに振るときは、外壁だけを落として内壁とインフィルは中速のまま残すほうが、印刷時間の増え方が穏やかです。全面を一律で遅くするより、見た目に効く場所へ時間を使うイメージです。
設定画面の探し方
Cura 5.xは無料で使えるスライサーですが、設定項目が多いぶん、最初は「どこにその項目があるのか」が分かりにくい設計です。
探すときは、右側の設定パネルをCustom / カスタム表示にして、検索欄に英語名か日本語名を入れるのが早いです。
項目名はバージョンや日本語化状態で少し表示が違うことがありますが、主要な設定は次の名前で見つけやすいのが利点です。
| 英語UI | 日本語UI | 探す場所の目安 |
|---|---|---|
| Layer Height | レイヤー高さ | Quality / 品質 |
| Wall Speed | 壁の速度 | Speed / 速度 |
| Outer Wall Speed | 外壁速度 | Speed / 速度 |
| Initial Layer Speed | 初期レイヤー速度 | Speed / 速度 |
層高はLayer Height / レイヤー高さで探します。
速度系はまずWall Speed / 壁の速度を表示させ、その配下にあるOuter Wall Speed / 外壁速度を開く流れだと見つけやすいのが利点です。
初期層の速度はInitial Layer Speed / 初期レイヤー速度で直接検索すると早いです。
Cura 5.xは設定を検索して表示対象を増やせるので、表示されていない項目は「存在しない」のではなく、単に非表示なだけということがよくあります。
見た目重視の調整では、まずLayer Height、Outer Wall Speed、Initial Layer Speedの3つが触れれば十分スタートできます。
項目数の多さに引っ張られて細かい設定へ入り込むより、この3点を先に整えたほうが変化を読み取りやすいのが利点です。
外壁を落として、内壁とインフィルは中速に残す設計にしておくと、1回の変更で見た目と時間の両方を把握しやすく、基準プロファイルとして使い回しもしやすくなります。
素材別の推奨値|PLA・PETG・ABSの温度と速度の目安
素材ごとに高品質化の勘所は変わります。
ここで大事なのは、数値を1点で覚えることではなく、メーカー推奨値を起点に温度帯の中で合わせ込むことです。
特に同じPLAでもPLA+やシルク系、カーボン混合のようなブレンド品は挙動が別物になりやすく、素材名だけで決め打ちすると外しやすいのが利点です。
スプール表記の推奨温度を土台にして、見た目と定着を見ながら詰めるほうが再現しやすくなります。
素材差を把握するときは、ノズル温度だけでなく、ベッド温度、冷却の強さ、糸引きや反りの出方をセットで見るのが判断材料になります。
ここは素材別の推奨温度帯・ベッド温度・冷却方針を並べた比較表があると、調整の優先順位をつかみやすい場面です。
PLAの目安と注意点
PLAは高品質を狙いやすい素材です。
一般にはノズル温度が190〜220℃帯で扱われることが多いものの、今回の検索範囲ではメーカー横断で強く裏付けられた定量データはそろっていません。
したがって、ここは固定値として断言するより、スプール記載の範囲の中で調整する前提で見るのが実践的です。
ベッド温度は50〜70℃が目安で、定着を取りつつも過度に熱を入れすぎない組み立てが扱いやすいのが利点です。
PLAで見た目をきれいにしやすい理由のひとつは、冷却を強めに使いやすいことです。
細部やブリッジ、角のシャープさはファンの効きで変わります。
とはいえ、1層目から強く当てると定着が不安定になりやすいので、初期層では弱めに入り、通常層でしっかり回す流れが安定します。
外壁速度は25〜40mm/sくらいに収めると、表面の揺れや角の乱れが出にくく、PLAの素直さを活かしやすいのが利点です。
PLAの注意点は、扱いやすい反面、冷却不足の影響がそのまま見た目に出やすいことです。
温度が適正でも、ファンが弱すぎたり外壁が速すぎたりすると、細い柱や小さな角が甘く見えます。
逆に冷却が決まると、同じ層高でも一段締まって見えることが多いです。
PLA+や高靭性タイプでは通常のPLAより少し高めの温度を欲しがることもあり、同じ「PLA」としてひとまとめにしないほうが失敗しにくい設計です。
PETGの目安と注意点

PETGは強度と扱いやすさのバランスがよく、実用品で使いやすい素材です。
ノズル温度は220〜250℃帯が目安で、PrusaのPETG設定例でも1層目230℃、2層目以降240℃という組み方が見られます。
ベッド温度は60〜90℃あたりで使われることが多く、幅は広めです。
Prusaの例では1層目85℃、2層目以降90℃となっていて、PETGはベッド側もやや高めで安定させる発想が取りやすい素材だと分かります。
一方で、PETGの難しさは明確で、糸引きしやすいことです。
温度が少し高いだけで移動時の糸が増え、表面のにじみやダレにもつながります。
冷却はPLAほど強くかけず、弱〜中程度でバランスを見るほうがまとまりやすいのが利点です。
冷却を強くしすぎると層のつながりや表面の安定を崩しやすく、弱すぎると今度は糸引きとダレが増えます。
この素材は温度とファンの詰め方が仕上がりを大きく左右します。
筆者の環境では、PETGは235℃、ベッド70℃、外壁30mm/s、ファン30%あたりが見た目と強度の釣り合いを取りやすい組み合わせでした。
しかもこの素材は差が分かりやすく、そこから5℃下げただけで糸引きが一気に減ることがあります。
PETGで表面が荒れるとき、速度だけを触っても改善が鈍いことがありますが、温度を小さく詰めると急にまとまる場面が少なくありません。
比較の勘所としては、PETGは扱いにくい素材というより、適正温度帯の中心をどこに置くかで印象が大きく変わる素材です。
ブリッジや細部ではPLAほどシャープに出しにくいので、見た目重視では外壁速度を欲張らないほうが有利です。
PLAより少し粘る材料なので、糸引き、垂れ、角の丸まりが同時に出るときは、温度を少し下げて冷却を軽く見直す流れが効きやすいのが利点です。
ABSの目安と注意点
ABSは耐熱寄りの実用品で根強い人気がありますが、3素材の中では調整難度が上がりやすいのが利点です。
ノズル温度は230〜260℃帯とされることが多いものの、今回の検索範囲ではここも強い定量裏付けが十分ではありません。
ベッド温度は80〜110℃が目安で、PLAやPETGより明確に高めです。
ABSではノズル温度そのものよりも、まずベッド側と周囲の熱環境を安定させることが品質に直結します。
ABSの最大の悩みは、やはり反りやすさです。
冷却で急に縮みやすいため、ファンは基本的にオフで考えるほうがまとまりやすいのが利点です。
PLAの感覚で冷却を入れると、層間やコーナーで不利に働きやすく、四隅の浮きも出やすくなります。
ABSは「温度を合わせれば済む素材」ではなく、庫内の熱を逃がしすぎないことまで含めて条件出しする素材です。
筆者の環境でも、ベッドを90℃にしても四隅が浮く日がありました。
ところが、機体の周りを箱で囲った簡易エンクロージャーを使うと安定感が一段ではなく、二段くらい変わります。
特に大きめの平物や角を持つ形状では差が大きく、同じ温度設定でも成功率が変わりました。
ABSで見た目と寸法を両立したいなら、温度を細かく追う前に、熱が逃げにくい状態を作ったほうが結果が早いです。
比較すると、PLAは高品質を出しやすいが冷却不足に弱く、PETGは糸引き対策で温度と冷却の詰めが重要で、ABSは反り対策としてベッド温度とエンクロージャーの優先度が高い、という整理になります。
同じ素材名でも銘柄で温度帯がずれるので、たとえばPrusamentとeSUN、Hatchboxのようにブランドが変われば、同じ数値をそのまま横展開しないほうが整えやすいのが利点です。
💡 Tip
素材別調整で迷ったときは、PLAは冷却、PETGは温度、ABSは周囲の保温を優先して見ると、原因の切り分けが速くなります。
Cura の設定を追い込むときは順序立てが欠かせません。
筆者の経験則として、温度は「5℃刻み」、速度は「5〜10mm/s刻み」で変化を与えていくと差が読み取りやすくなります。
ただしこれは機体・素材・ノズル径で変わる目安なので、必ず小さなテストモデルで確認してください。
ステップ1:温度タワーの作り方と見るポイント

温度調整は、単独で差が見えやすいので最初にやる価値があります。
起点はスプールやメーカーの推奨帯で、そこから5℃ずつ下げながら比較します。
たとえばPETGなら推奨帯の中で 215℃、210℃、205℃のように段を切って並べると、糸引き、角のダレ、層のつながりの差が見やすくなります。
PrusaのPETG設定例では1層目230℃、2層目以降240℃のような考え方もありますが、実際の仕上がりはタワーで見たほうが早いです。
見るポイントは、単純な「表面がつるつるか」だけでは足りません。
糸引きが少ないか、角が丸まっていないか、ブリッジが垂れていないか、さらに指で軽くしならせたときに層が弱く感じないかまで見ます。
温度が高すぎると糸引きと表面のにじみが増えやすく、低すぎると層の接着や押し出しの安定感が崩れやすいのが利点です。
見た目と接着の両方が釣り合う段を選ぶのが基本です。
筆者の感覚では、温度タワーは全段がなだらかに変わるというより、1段だけ急に見た目が整うことがよくあります。
そこを基準温度にして終わりでもいいのですが、実運用ではその温度の前後をもう一度±5℃で見直すと、再現率が上がりやすいのが利点です。
たとえば210℃の段が最もよく見えたなら、210℃を本命にして205℃と215℃を再比較する、という詰め方です。
このひと手間で、別形状のモデルに移ったときも崩れにくくなります。
症状別に見ると、糸引きが多いならまず温度を下げます。
たとえば210℃から205℃へ下げて改善するかを見る流れです。
逆に層が弱い、ブリッジ前後で押し出しが不安定という出方なら、205℃から210℃へ戻す価値があります。
表面がざらつく場合も、速度を触る前に温度を一段下げるだけで収まることがあります。
ステップ2:外壁速度の落とし込み
温度が決まったら、その条件を固定してOuter Wall Speedを詰めます。
高品質寄りでは、総印刷速度よりも外壁速度のほうが見た目への影響が大きいです。
ここは一気に半分まで落とすより、5〜10mm/s刻みで段階的に下げるほうが差を読みやすいのが利点です。
たとえば40mm/s、35mm/s、30mm/sと並べると、エッジの乱れ、細い縦面の揺れ、角のシャープさの変化がはっきり出ます。
比較用のモデルは、小さめの箱、円柱、文字や穴を含むベンチモデルが向いています。
外壁速度が速すぎると、角に振動痕が残ったり、壁面にわずかな波打ちが出たりします。
40mm/sで少しざわつくなら35mm/sへ、まだ角が甘いなら30mm/sへ落とす、という順番です。
筆者はこの工程で、見た目が整うラインが急にはっきりすることが多いと感じています。
温度よりも速度の差が外観に素直に出る場面も少なくありません。
ここで重要なのは、外壁から先に遅くすることです。
内壁やインフィルまで一緒に大きく落とすと、時間だけ増えて外観改善の効率が落ちます。
まず外壁だけを40mm/sから30mm/sへ落とし、まだ角が流れるなら次に温度を1段見直す、という順番のほうが切り分けしやすいのが利点です。
角のダレは速度、温度、冷却のどれでも起きますが、見た目の輪郭に直結するのは外壁速度なので、ここを先に決めると後が楽になります。
症状の見分け方も整理しておくと迷いません。
表面荒れが出ているとき、糸引きも同時に多いなら温度優先です。
糸は少ないのに外壁だけざわつくなら、40mm/sから35mm/s、35mm/sから30mm/sと落とす価値があります。
角がつぶれる場合は、いきなり冷却を上げる前に外壁速度を一段下げると改善することが多いです。
ステップ3:冷却とブリッジ/細部の詰め

温度と外壁速度が決まると、ブリッジやオーバーハングの崩れ方が冷却由来かどうかを見分けやすくなります。
素材ごとの基本線は明確で、PLAは通常ファン寄り、PETGは弱〜中、ABSはオフです。
ここを逆にすると、PLAは細部が甘くなりやすく、PETGは糸引きとダレが増えやすく、ABSは反りやすくなります。
調整幅は±10〜20%が扱いやすいのが利点です。
たとえばPETGでファン30%を基準にしているなら、40%へ上げてブリッジが改善するか、20%へ下げて表面のつながりが良くなるかを見ます。
PLAなら通常ファンのままブリッジや細柱が甘いときに少し上げる方向が効きやすく、ABSはファンを足すより、冷やしすぎない前提を維持したほうが安定します。
この工程では、評価対象を広げすぎないのが欠かせません。
ブリッジが垂れるのか、オーバーハングの下面が荒れるのか、小さな突起の角が丸まるのかで、動かす値が少し変わります。
ブリッジの中央が落ちるなら冷却を増やす方向、角のダレが強いなら外壁速度をもう一段落とす方向、糸引きも目立つなら温度を5℃下げる方向です。
たとえば温度210℃、外壁35mm/s、ファン30%で角が緩いなら、先に外壁を30mm/sへ、その後もまだ緩いなら温度を205℃へ、さらにブリッジだけ弱いならファンを40%へ、という順番で追うと混乱しません。
CuraのリリースノートでもMinimum Layer Timeの挙動調整が触れられている通り、小さい断面では自動減速も品質に効きます。
細い塔や小さな突起で上端だけ崩れる場合は、冷却だけでなく、1層あたりの滞在時間が足りていない可能性もあります。
ただし、この段階でも主役は冷却で、温度と速度がすでに揃っている前提のほうが変化を読み取りやすいのが利点です。
💡 Tip
角のダレに遭遇したときは、温度と冷却を同時に触るより、外壁速度を一段落とし、それでも残るぶんだけ温度、その後に冷却の順で追うと原因を外しにくい設計です。
ステップ4:層高の最終決定
層高は見た目に直結しますが、順番としてはここが仕上げです。
先に層高だけを細かくすると、温度や速度が合っていない粗さまで「高精細で拡大」されてしまい、調整効率が落ちます。
温度、外壁速度、冷却が整った後に層高を詰めると、積層痕そのものをどこまで減らすかという純粋な判断がしやすくなります。
見た目重視なら0.16mmから0.12mmへ下げる方向が分かりやすいのが利点です。
曲面や小物では段差感が和らぎます。
反対に、箱物や治具で時間優先なら0.16mmから0.20mmへ上げても、外壁速度と温度が合っていれば見た目の破綻は案外少ないです。
高品質寄りの層高目安はノズル径または押出幅の25%〜40%あたりが一つの基準なので、0.4mmノズルなら約0.15mm前後がきれい寄りの中心になりやすい、という考え方にも沿います。
ここで見逃せないのが、ノズル径が変わると層高も再計算になることです。
0.4mmノズルでの0.12mmや0.16mmを、そのまま別径ノズルに持ち込む考え方はきれいに外れます。
層高は絶対値ではなく、ノズル径に対してどれだけ細かく刻むかで決める設定だからです。
曲面をきれいにしつつ時間も抑えたいなら、前述のAdaptive Layersも相性がよく、ベース0.20mmから曲面だけ0.12〜0.16mm側に寄せる使い方は合理的です。
症状別の着地点もここで整理できます。
積層痕が強いなら0.16mmから0.12mmへ下げるのが本筋です。
表面荒れなら層高ではなく、温度を210℃から205℃へ下げるか、外壁速度を40mm/sから30mm/sへ落とすほうが効きます。
糸引きは層高を触っても根本解決しにくく、温度を下げて、それでも少し残るぶんをリトラクションで微調整する流れが自然です。
角のダレは層高より、速度、温度、冷却の順で詰めたほうが改善が早いです。
実際の比較では、温度タワーと小型ベンチモデルの結果を並べて見ると判断しやすくなります。
温度だけで整ったのか、外壁速度で輪郭が締まったのか、冷却でブリッジが立ったのか、層高で積層痕が薄くなったのかが一目で分かるからです。
こうして段階ごとに一つずつ詰めると、設定変更がそのまま造形結果の差として読めるようになります。
表面品質をさらに上げる補助設定|冷却・初期層・Adaptive Layers
初期層とファン復帰の高さ
考え方はシンプルで、初期層ではファンを弱めて定着を優先し、その後に通常のファン速度へ戻す運用です。
経験則としては、初期層のファンを「弱め(多くの実務例では0〜20%程度を出発点)」に抑え、造形高さがある程度積み上がった段階(筆者の経験では0.5〜1.0mmあたりが一例)で通常のファン速度へ戻すと、定着と細部再現を両立しやすいのが利点です。
必ず機体や素材ごとの反応を見ながら調整してください。
これはPLAで特に扱いやすく、PETGでも初期層の密着を崩しにくい組み方です。
筆者は小さなロゴプレートや薄いベース付きの装飾パーツで、いきなり通常ファンを当てるより、この「弱めスタートから高さで復帰」のほうが失敗が減る場面を何度も見ています。
初期層の食いつきが甘い状態で冷却だけ強くすると、表面以前に土台が不安定になりやすいからです。
見た目の観点でも、この切り替えは効きます。
初期層から冷やしすぎると線が痩せて見えたり、逆にずっと弱いままだと角が丸くなったりします。
高さでファンを戻す設定にしておくと、土台ができたところで輪郭の締まりを取り戻しやすく、外壁の印象が安定します。
Curaの冷却設定で組めるわりに、見落とされやすい判断材料になります。
Minimum Layer Timeの使い方
この設定が有効なのは、「ファンは回っているのに上端だけ崩れる」ケースです。
筆者の感触では、小物の先端で崩れる場合に Minimum Layer Time を約8〜12秒(経験則)へ上げると改善する場面が多くありました。
ただしこの秒数も機体やモデルによって最適解が変わるため、一例として捉え、前後に数秒ずつ試してみてください。
💡 Tip
小さな頂点が丸まるときは、冷却を強くするだけでなく、Minimum Layer Timeで「その層を急いで積まない」状態を作ると改善が早いです。
一方で、これは全体を遅くする設定ではなく、小さな層だけを自動で減速するのが判断材料になります。
大きな面では通常速度を保ち、問題の出やすい先端だけを守れるので、仕上がりと時間のバランスが取りやすいのが利点です。
ブリッジや外壁のざわつき対策とは役割が違うため、細部の上端だけに症状が集中しているなら、優先度の高い補助設定です。
Adaptive Layersの利点と注意点
曲面の見た目を重視しつつ、全面を細かい固定層高にするほど時間は増やしたくない、というときに相性がいいのがEnable Adaptive Layers / 適応レイヤーです。
Ultimakerの解説どおり、これはモデル外壁の傾斜を見て、曲面では細かく、垂直や単調な部分では粗く積む機能です。
言い換えると、見た目に効く場所へだけ解像度を配分する考え方です。
設定のイメージがつかみやすいのは、ベース層高を中心に段階を作る使い方です。
たとえばVariation Step Size / バリエーション段階サイズを0.04mmにすると、0.20mm基準なら0.12 / 0.16 / 0.20 / 0.24 / 0.28mmのような切り替わり方になります。
曲面で細かい段を選び、垂直壁や単純形状では厚めの段を使うので、固定で全面を細かくするより効率がいいです。
筆者は曲面の多いフィギュアをCuraで切るとき、この機能が有効だと感じています。
固定層高のまま全体を細かくするより、Adaptive Layersを入れたほうが、同じくらいの時間でも一段きれいに見えることがあります。
顔まわりや丸みのある衣装では細かい層が効き、台座のような単調部では時間を取り戻せるからです。
フィギュアや花瓶のように、曲率の変化が見た目へ直結するモデルほど恩恵が出やすいのが利点です。
ただし、万能ではありません。
固定層高は安定性が高く、表面テクスチャも一定になりやすいのに対し、Adaptive Layersは場所ごとに層高が変わるため、平面の見え方や積層のリズムがそろわないことがあります。
加えて、寸法をきっちり揃えたい機械部品では、可変層高より固定層高のほうが扱いやすい場面があります。
穴位置や接触面の安定感を重視するパーツでは、見た目の滑らかさより再現性を優先したほうが結果が読みやすいからです。
つまり、固定層高は寸法と安定性、Adaptive Layersは曲面外観と効率に強みがあります。
装飾品やフィギュアではAdaptive Layersが効きやすく、治具や機械パーツでは固定層高のほうが素直です。
3要素を整えたあとに、この補助設定まで詰めると、Curaの仕上がりは変わってきます。
それでも綺麗にならないときのチェック項目

素材・保管
設定を追い込んでも表面がざらつく、移動のたびに細い糸が増える、押し出しがどこか不安定に見える。
そういうときは、まずフィラメントそのものの状態を疑ったほうが早いです。
特に吸湿したフィラメントは、見た目の荒れと糸引きの両方を悪化させやすく、スライサー上で温度やリトラクションを動かしても改善が鈍くなります。
吸湿の症状は、PETGでわかりやすく出ます。
筆者はPETGで糸引きが止まらないとき、温度や移動条件ばかり見直していたことがありますが、乾燥を1時間入れただけで糸引きが目に見えて減った経験があります。
そのときに、湿気の影響は想像以上に大きいと実感しました。
表面の細かなザラつきや、ノズル先端からにじむような挙動が続くなら、乾燥ボックスやオーブンでの低温乾燥を選択肢に入れる価値があります。
オーブンを使う場合は、素材ごとの安全温度を外さないことが前提です。
素材ごとの性格も切り分けに効きます。
PETGは構造的に糸引きが出やすい素材なので、ゼロへ寄せるより、実用上どこまで減らせるかで判断したほうが現実的です。
逆にABSは、表面より先に反りや層の剥がれとして問題が出やすく、見た目不良の根っこが保管ではなく周囲条件にあることも少なくありません。
PLAは比較的扱いやすい一方で、古いスプールや保管の甘いものは艶のムラや押し出しの不安定さとして現れます。
スプールのラベルにある推奨温度は出発点として重要ですが、実際の仕上がりは保管状態に強く左右されます。
新品でも開封後しばらく経ったPETGが急に糸を引き始めることは珍しくなく、設定変更より乾燥のほうが効く場面があります。
ここを飛ばして調整に入ると、Cura側で何を触っても原因がぼやけます。
機械状態
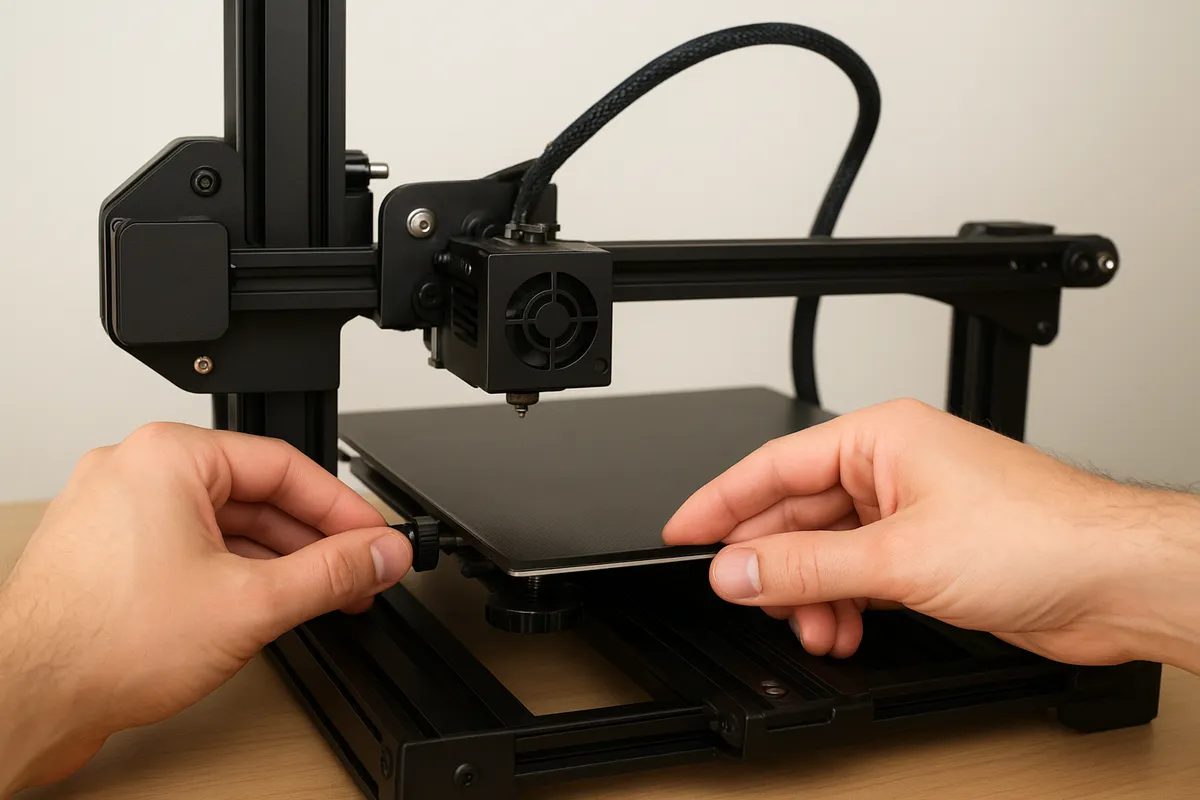
次に見たいのが、プリンター本体の基本状態です。
高品質設定は機械が素直に動くことが前提なので、ベッドレベリング、Zオフセット、ノズルの通りが崩れていると、設定差より大きく仕上がりへ響きます。
初期層の線幅が場所によって違う、端だけ密着が弱い、片側だけつぶれて見える。
その症状なら、まずベッドレベリングの再確認が近道です。
紙一枚を挟んだときの抵抗感が四隅と中央でそろっているかを見るだけでも、切り分けが進みます。
紙が引っかからないならノズルが高く、強く擦るなら低すぎる状態です。
そこに加えて、実際の押し付け具合を決めるZオフセットが少しずれているだけでも、初期層のムラや密着不足はすぐ出ます。
表面に周期的な薄さや、ところどころの押し出し不足が混じるなら、ノズル詰まりやノズル摩耗も候補です。
半詰まりの状態では吐出量が安定せず、外壁の質感がそろいません。
クリーニングフィラメントや冷間引き抜きで改善することがありますし、長く使った真鍮ノズルは摩耗で穴径が変わり、設定通りの押し出しにならなくなることもあります。
見た目の乱れが温度変更に反応しない場合、ノズル交換のほうが一気に解決することがあります。
温度表示の個体差も、意外に見落とされやすい要因です。
サーミスタの誤差や取り付け状態によって、表示上は同じ温度でも実際の熱のかかり方にズレが出ます。
表示では210℃でも、実際の溶け方はそれより低い側に寄っている、ということは普通に起こります。
だからこそ、素材に対しては表示値を絶対視するより、表面の艶、糸引き、層の付き方といった結果で合わせる姿勢が欠かせません。
同じPETGでも、ある機体では落ち着く温度が、別の機体では少し高めに見えることがあります。
💡 Tip
初期層のムラ、外壁の薄さ、糸引き、縞、反りを別々の問題として見るより、まず素材状態、ベッド、ノズル、温度表示の順に潰すと原因が交じりにくい設計です。
環境・設置

設定と素材に問題がなくても、プリンターの置き方や周囲の空気の流れで表面は崩れます。
ここで効いてくるのが振動と周囲温度の安定性です。
特に輪郭に等間隔の縞が出る、角のあとに波紋のような揺れが残る場合は、スライサー設定より機械振動を先に疑うべきです。
いわゆるゴースティングや縞は、ベルトの張り不足、プーリーやフレームの緩み、設置面の不安定さで出やすくなります。
棚板がたわむ、机が軽く揺れる、脚がわずかにガタつく。
その程度でも、外壁の輪郭には素直に出ます。
ベルトの張りを整え、フレームのガタを取り、プリンターの足元がしっかりした面に乗っているだけで、輪郭の締まりが戻ることは珍しくありません。
設定で速度を落としても縞が消えないなら、設置側の問題であることが多いです。
周囲環境は、素材によって効き方が違います。
ABSの反りは風と室温の影響を強く受けるので、わずかな空調の風でも四隅の浮きや層割れにつながります。
ABSで外観が安定しないときは、温度設定だけでは説明できないことが多く、造形物の周囲が冷えすぎていないかを見る必要があります。
反対にPETGは反りよりも糸引きやダレが前面に出やすく、こちらは気流より材料状態と実温の整合のほうが支配的です。
見た目をきれいにしたいときほど、読者はCuraの項目に意識が向きますが、実際には設置台の揺れや室内の風のほうが支配的なケースがあります。
チェック項目を図にするなら、スプールの乾燥状態、紙一枚のレベリング、ノズル先端、ベルト張り、フレーム固定、空調の風向きといったポイントをピクトで並べると、切り分けの順番が伝わりやすいのが利点です。
迷ったらこの順番|品質改善の優先順位まとめ
迷ったときは、設定を横に広げず、原因を縦に切っていくのが最短です。
筆者はまず素材の状態とラベル表記を確認し、その素材の温度帯を決めてから、初期層と冷却、外壁速度、層高の順で触ります。
実際、この順番で温度、外壁速度、冷却をひと通り回すだけで、初期の悩みの大半は整理しやすくなります。
“まずこれ”で始めるなら、0.4mmノズルのPLAは層高0.16mmを基準にして、外壁速度は30mm/s、ノズル温度は205〜210℃、初期層速度は20mm/sから入ると組み立てやすいのが利点です。
ファンは初期層では弱めにして、積み上がりが安定してきた高さ0.8mmで通常運転へ戻す流れにすると、密着と見た目の両方を崩しにくくなります。
動かし方も固定すると迷いません。
最初にフィラメントの推奨温度を確認し、Ultimaker Cura 5.xでは既存プロファイルをそのまま壊さず複製してから調整を始めてください。
そのうえで温度を5℃刻みでテストし、改善が鈍ければ外壁速度と冷却へ進むのが効率的です。
さらに曲面の見え方と時間のバランスを詰めたい段階で、Adaptive Layersや冷却設定の追加検証に入ると、設定の意味がぶれません。
決定フローを図にするなら、素材確認から始まり、温度帯の決定、初期層と冷却、外壁速度、層高微調整へ進むボックス図にすると、そのまま再現しやすいはずです。
関連記事
マルチカラー印刷のやり方|AMS設定と多色プリント手順
マルチカラー印刷は、AMSやCreality CFSのようなシングルノズル方式で始まると、色を変えるたびに旧色を吐き切るパージが避けられません。AMSのように1本のノズルを複数フィラメントで共有する構造では、パージタワーや捨て吐きが必ず発生し、筆者もデフォルト設定のまま4色印刷を回して、
3Dプリンターのファームウェアとは|KlipperとMarlinの違い
3Dプリンターのファームウェアとは、制御ボード(メインボード)上で動くソフトで、スライサーが吐いたGコードを1行ずつ解釈してモーターやヒーター、ファンを動かす最下層の頭脳です。
3Dプリンターのエンクロージャー自作|ABSの反りを防ぐ囲い
ABSの反り対策は、ノズルやベッドの設定を追い込む前に、庫内温度を整える発想へ切り替えるところから始まります。ABSはガラス転移温度が約105℃と高く熱収縮率も大きいため、Ender 3系のオープンフレーム機では下層だけがベッドで温かく、上層が室温まで冷えて四隅が持ち上がりやすいのです。
STLファイルとは|OBJ・3MF・STEPの違いと変換
STLは3Dプリントでは定番ですが、入っているのは基本的に表面形状だけです。単色でまず造形したいなら非常に強い形式である一方、色・材質・単位・再編集しやすいCAD情報までは標準では持っていません。