STLファイルとは|OBJ・3MF・STEPの違いと変換
STLは3Dプリントでは定番ですが、入っているのは基本的に表面形状だけです。
単色でまず造形したいなら強い形式である一方、色・材質・単位・再編集しやすいCAD情報までは標準では持っていません。
筆者もThingiverseで配布されていたSTLをUltimaker Curaに入れたとき、モデルが想定より25.4倍の大きさで現れて戸惑った経験があります。
筆者が遭遇した事象は、STLが単位情報を持たないために起こる単位ミスマッチ(inchとmmの換算で25.4倍になる可能性)によるものと考えています。
スライサーやバージョンによって挙動が異なるため、3Dプリント前には必ず解像度、単位とスケール、マニホールド性の3点を確認する習慣を付けてください。
この記事は、STLファイルの意味をきちんと理解したい初心者から、OBJ・3MF・STEPとどう使い分けるべきか迷っている人に向けた内容です。
拡張子を変えるだけでは変換にならないことや、STLからSTEPへ戻しても設計情報はは復元できないことまで含めて、実務で困らない判断軸を整理します。
STLファイルとは?3Dプリンターでよく使われる理由

STLファイルは、3Dプリンター界隈で最もよく見かける3Dモデル形式のひとつです。
名称は一般に Stereolithography 由来と説明されます。
もともとは光造形の文脈で広まった形式ですが、現在ではFDMでも光造形でも広く使われています。
なお、略称の解釈には Standard Triangulated Language や Standard Tessellation Language という別説もあります。
ただ、実務上は「STL = 3Dプリント用の基本的なメッシュ形式」と捉えておけばまず困りません。
中身の特徴はシンプルで、モデルの表面形状だけを三角形の集まりで記述します。
CADで見えている滑らかな円や曲面を、そのまま数式として保持するのではなく、小さな三角形を大量に並べて近似するイメージです。
この点は共通していて、曲面が多いモデルほど三角形数が増え、データも重くなりやすい構造です。
逆に言えば、構造が単純だからこそ多くのソフトや機器が扱いやすく、長く生き残ってきた形式とも言えます。
3DプリントでSTLが事実上の標準になっている理由も、この単純さと互換性の高さにあります。
たとえば Ultimaker Cura は STL を標準的に読み込めますし、PrusaSlicer も STL を含む複数形式に対応しています。
OrcaSlicer でも STL はごく自然に扱える前提になっています。
こうした主要スライサーが揃って対応しているため、設計ソフトが Fusion 360 でも FreeCAD でも Blender でも、ひとまず STL にして渡せば造形まで持っていきやすいわけです。
筆者の環境でも、この「とりあえず相手に渡して造形してもらう」用途では、今でもSTLがいちばん無難です。
初めて自作パーツを配布したときも、相手ごとに使っているCADやスライサーが違っていましたが、STLにそろえると受け取り側の環境差によるトラブルが最も少なかったです。
設計データの再編集まで含めると別の形式を選びたくなる場面はありますが、単色パーツを印刷してもらうだけなら、話が早いのはやはりSTLです。
その一方で、STLは「何でも入る万能形式」ではありません。
前述の通り保持しているのは表面メッシュが中心で、標準仕様では色やテクスチャは持てません。
材質情報やスライサー設定まで一緒に渡したいなら3MFのほうが向いていますし、設計変更を前提にするならSTEPのようなCAD交換形式のほうが筋がいいです。
それでもSTLが広く使われ続けるのは、3Dプリント直前の受け渡しで必要になる情報を、最小限の形で共有しやすいからです。
要するにSTLは、3Dモデルの情報量を割り切った代わりに、読める環境が圧倒的に多い形式です。
だからこそ、3Dプリンターでは長年「まずこれで渡す」が成立してきました。
初心者が最初に触れる拡張子としても、いまなお中心にいる理由はここにあります。
STLファイルの仕組みと限界
メッシュ解像度と曲面の滑らかさ
STLのいちばん重要な前提は、滑らかな円筒や自由曲面をそのまま保持しているわけではなく、多数の三角形で表面を近似していることです。
CAD上では真円に見える穴やパイプでも、STLに変換した時点で実体は小さな平面の集合になります。
このため、三角形数が少ないと曲面は角張って見え、三角形数を増やすほど滑らかに見えるようになります。
ただし、ここで効いてくるのがメッシュ解像度とファイルサイズのトレードオフです。
三角形を細かく切れば見た目も寸法の追従性も良くなりますが、そのぶんデータ量は増えます。
Fusion 360のようなCADでもSTL書き出し時にメッシュの細かさを調整できますが、この設定を上げすぎると、造形品質に対して過剰な面数になりやすいのが利点です。
筆者の感覚でも、この設定を変えた瞬間に世界が変わることがありますが、細かければ常に正解というわけではありません。
実際、筆者は曲面の多いパイプ形状を粗い設定でSTL出力したとき、穴の縁がはっきり多角形っぽく見えてしまい、結局もう一度書き出し直したことがあります。
画面上では「だいたい丸い」に見えても、差し込み部や穴まわりのように円形が機能に直結する部分では、粗さがすぐ目につきます。
見た目だけでなく、嵌合や接触面の感触にも響くので、曲面が多いモデルほど解像度設定の意味は大きいです。
一方で、地形モデルのように面が広く細かな起伏を大量に含むデータでは、三角形数が一気に膨らみます。
標高画像からSTL化した地形モデルを扱ったときは、ファイルが80MB級まで膨らんで、スライサーの表示や操作が重くなりました。
こうなると、メッシュが精密というより、情報量が多すぎてワークフロー全体が鈍くなる段階です。
STLはシンプルで扱いやすい形式ですが、曲面や起伏を三角形で押し切る仕組みなので、複雑形状では重くなりやすいという限界がはっきり出ます。
ASCIIとバイナリの違い

STLにはASCII形式とバイナリ形式があります。
どちらも表している内容は同じで、モデルの表面を三角形メッシュとして記述する点は変わりません。
違うのは保存のしかたです。
ASCIIは文字として読める形で面情報を書き出し、バイナリは機械が扱いやすいコンパクトな形で保存します。
ASCII STLはテキストエディタで開けば構造を目で追えるので、学習用としてはわかりやすいのが利点です。
法線や頂点座標が並んでいる様子を直接確認できるため、「STLはこういう中身なのか」を理解するには向いています。
ただ、実務ではサイズが大きくなりやすく、読み書きも不利です。
三角形数が増えるほどテキスト量が膨らむので、曲面の多いモデルでは扱いづらさが目立ちます。
そのため、普段使いではバイナリSTLのほうが有力です。
サイズが小さく、スライサーやビューワでの読み込みも速くなりやすいため、配布・保存・受け渡しのどれを取っても合理的です。
PrintablesでもSTLはASCIIとバイナリの両方が扱えますが、実際に流通しているのはバイナリが中心です。
筆者もASCIIを使うのは、中身を確認したいときか、形式の挙動を切り分けたいときくらいです。
STLが保持しない情報
STLが便利なのは、表面形状の受け渡しに必要な情報を極端に絞っているからです。
その反面、標準仕様では持っていない情報も多いです。
代表的なのが色、材質、テクスチャで、カラー造形や見た目の再現を前提にしたデータ共有には向きません。
単色パーツを出力するだけなら十分でも、見た目込みでモデルを渡したい場面ではOBJや3MFのほうが筋がいいです。
さらに重要なのが、厳密なCAD情報や設計履歴を持たないことです。
STLに入っているのは三角形化された表面であって、元のフィーチャー、寸法拘束、スケッチ、真円やNURBSのような設計上の意味は失われています。
だからCADからSTLへ出すのは簡単でも、STLからSTEPや元のCAD編集向け形式へ戻すのは難しくなります。
変換自体はできても、元の設計意図がそのまま復元されるわけではありません。
もうひとつ実務で見落としやすいのが、単位を標準では持たないことです。
STLの数値は座標値として保存されますが、それがmmなのかinchなのかはファイル自体からは判別できません。
前のセクションで触れた25.4倍問題が起きるのもここです。
数字しか入っていないからこそ互換性は高いのですが、寸法の意味づけを外部に委ねる構造なので、共有時にズレが起きやすいわけです。
この割り切りは、STLの強みでもあり弱みでもあります。
単色の3Dプリント用形状を素早く渡すには便利です。
しかし、色付きモデル、複数材料、設定込みの再現、あとからの設計編集まで求めるなら、STLだけでは情報が足りません。
近年3MFが評価されるのは、まさにこの不足分を埋められるからです。
バイナリSTLの構造とサイズ目安
バイナリSTLの構造は単純です。
先頭に80バイトのヘッダがあり、そのあとに4バイトの三角形数が続きます。
以降は三角形ごとのデータが並び、1三角形あたり50バイトです。
内訳は、法線ベクトル3成分と頂点3点ぶんの座標9成分で、合計12個の32bit浮動小数点数、そこに属性用の2バイトが付く形です。
構造が固定なので、三角形数からファイルサイズを概算しやすいのも特徴です。
計算はシンプルで、概算では全体サイズ = 84バイト + 三角形数 × 50バイトになります。
たとえば10万三角形級なら、おおむね5MB前後です。
3D Systemsが示している目安でも、単純形状なら数百KB、複雑な形状でも1〜5MB程度が良好な範囲とされています。
5MBを超えると、多くの形状では過剰になりやすいという整理は実感に近いです。
この感覚はスライサー運用とも噛み合います。
5MB級はスマホ写真1枚ぶんに近いサイズ感なので単体では扱えますが、モデル数が増えるとプレビュー描画や移動操作の重さが目立ってきます。
逆に、円柱やブラケットのような単純形状で何MBもあるなら、たいていはメッシュを細かくしすぎています。
筆者はSTLを書き出したあと、造形品質に効く部分だけ解像度を上げられているかを見るようにしています。
面数が多いこと自体には価値がなく、必要な場所に三角形が配分されているかが重要だからです。
図にするなら、80バイトのヘッダ、4バイトの面数、1面50バイトというバイト構造を横並びで示し、あわせて三角形数ごとの概算サイズを添えると理解しやすいのが利点です。
適正サイズ帯として、数百KBは単純形状、1〜5MBは複雑形状、5MB超は過剰になりやすいという目安を並べると、STLの「便利さ」と「重くなりやすさ」の境界が見えやすくなります。
STLとOBJ・3MF・AMF・STEPの違い

形式選びを先に整理すると、単色でまず確実に造形したいならSTL、色やテクスチャを見せたいならOBJ、マルチマテリアルやスライサー設定ごと共有したいなら3MF、理論上は高機能でも実務で出番が少ないのがAMF、設計をあとから編集したいならSTEPという理解がいちばん迷いにくい設計です。
どれも「3Dデータ」ではありますが、向いている工程が違います。
3Dプリント直前の受け渡しなのか、見た目込みの展示用なのか、CAD設計のやり取りなのかで最適解は変わります。
まず全体像をつかみやすいように、主要形式を用途ベースで並べると次のようになります。
| 形式 | 用途 | 強み | 弱み | 普及度 |
|---|---|---|---|---|
| STL | 単色の3Dプリント用形状受け渡し | 互換性が高く、単純で扱いやすい | 色・材質・設定・設計情報を持てない | 非常に高い |
| OBJ | カラー付きモデル、3DCG、展示用データ共有 | 法線・UV・MTL連携で色やテクスチャ表現に強い | 3Dプリント設定の共有には弱い | 高い |
| 3MF | 現代的な3Dプリント用共有 | 色、材質、メタデータ、設定保存まで扱いやすい | 受け手のソフト側で解釈差が出ることがある | 高いがSTLほど一枚岩ではない |
| AMF | STLの弱点を補う高機能な製造向け形式 | 色や複数材料など理論上の表現力が高い | 対応ソフトが少なく、実務普及が限定的 | 低め |
| STEP | CAD設計交換、再編集 | ソリッドやサーフェス情報を保ちやすく設計変更に強い | 3Dプリント直前の配布形式としては重い | CAD分野で高い |
STL
STLは、やはり単色・単純造形の基準点です。
三角形メッシュだけで形を渡すので、FDMでも光造形でも受け側のソフトを選びにくく、まず印刷したい場面では今でも強いです。
治具、ブラケット、スペーサー、ケースの試作のように「見た目より寸法と形が大事」という用途では、STLの割り切りがそのまま使いやすさになります。
筆者の現場感でも、単色の治具は結局STL運用に落ち着くことが多いです。
設計側がFusion 360やFreeCADで作って、スライサー側はCuraやPrusaSlicerで受ける、という流れでは、余計な情報が少ないぶんトラブルの切り分けもしやすいんですよね。
形状だけ見ればよいので、共有先が変わっても話が早いです。
一方で、前のセクションで見た通り、色や材質、単位、設計履歴は持てません。
つまりSTLは「3Dプリント用の最終形状を渡す」には向いていても、「見た目込みで伝える」「設計を再編集する」には不向きです。
だからこそ、単色の出力物に限定できるなら有力、そうでなければ別形式を選ぶ、という切り分けが有効です。
OBJ
OBJは、色やテクスチャを伴うモデル共有で一気に存在感が増します。
形状そのものに加えて、法線情報、UV座標、さらにMTLファイルによるマテリアル参照を組み合わせられるので、見た目を忠実に渡せます。
UV座標は一般に0〜1の範囲で扱われ、そこに画像テクスチャを貼ることで、単なる形以上の情報を持たせられます。
STLと比べたときの決定的な違いはここです。
STLが「どんな形か」を伝える形式だとすると、OBJは「どう見えるか」まで含めて共有しやすい形式です。
展示用サンプル、カラー3Dプリントの素材、3DCGから持ってきたモデルの確認などではOBJのほうが自然です。
筆者もカラーサンプルの展示物を扱うときは、OBJとMTL、必要ならテクスチャ画像までセットで回すことが多いです。
単色の実用品ではSTLが楽ですが、見た目の説得力が必要な場面ではOBJのほうが話が早いと感じます。
ただし、3Dプリント用として見るとOBJは万能ではありません。
色表現には強いものの、スライサー設定ごと再現したい場面では3MFのほうが整理しやすいのが利点です。
OBJはあくまで見た目寄りの共有に強いと捉えると、役割がぶれません。
3MF
3MFは、現代的な3Dプリント向け共有形式として完成度が高いです。
メッシュだけでなく、色、マルチマテリアル、メタデータを持てるうえ、仕様上はプロセス情報や各種設定もまとめて格納できます。
3MF Consortiumの仕様でも、その方向性は明確です。
STLの「形だけ」という弱点を、3Dプリントの実務に寄せて補った形式と考えるとわかりやすいのが利点です。
この形式が強いのは、単なるモデル配布ではなく再現性のある共有に向く点です。
Ultimaker Curaは3MFの読み書きに対応していますし、PrusaSlicerも3MFをプロジェクト保存に使えます。
筆者もPrusaSlicerで条件出ししたプレートを誰かに渡すときは、STL単体より3MFのほうが再現しやすいと感じています。
積層ピッチやサポート、配置、場合によっては材料まわりの情報まで一緒に持っていけるので、相手側で「形は同じなのに結果が違う」というズレが減りやすいのが利点です。
3MFが万能に見える理由はそこですが、運用では受け側ソフトの解釈も見ておきたい判断材料になります。
Cura、PrusaSlicer、OrcaSlicerはいずれも3MFを扱えますが、どの情報まで素直に再現するかは同じではありません。
とはいえ、単色形状だけならSTL、設定ごと渡したいなら3MF、という整理は実務的です。
多色造形、マルチマテリアル、プロジェクト保存という条件が乗った瞬間に、3MFの価値は一段上がります。
Specification – 3MF Consortium
3mf.ioAMF
AMFは、STLの弱点補完を狙った高機能形式です。
XMLベースで、色や複数材料などを扱えるよう設計されており、考え方としては先進的です。
STLでは足りなかった情報を持たせようとした流れの中で出てきた形式なので、仕様だけ見ると筋は通っています。
ただ、実務での立ち位置はやや厳しめです。
対応ソフトや運用事例が限られ、コンシューマ向けのワークフローでは3MFに主役を取られやすいからです。
PrusaSlicerはAMFをサポートしていますが、日常的な受け渡し形式として広く定着しているとは言いにくい設計です。
AMFを解説する文脈で「STL 2.0」と呼ばれることがありますが、これは正式名称ではなく、あくまで方向性を説明するための俗称として受け取るのが適切です。
要するにAMFは、理論上は高機能だが、形式選びの第一候補にはなりにくい存在です。
仕様の思想はよくできていても、相手が問題なく開けて使えるかまで含めると、STLや3MFのほうが現場では通りやすい。
そこがAMFの評価が伸び切らない理由です。
STEP
STEPは、ここまでのメッシュ系フォーマットとは立ち位置が違います。
役割はCAD設計の交換と再編集です。
ISO 10303系の規格として広く使われていて、ソリッドやサーフェスの情報を保ったまま他のCADへ渡しやすいのが強みです。
AP203やAP242といった系統があり、特にAP242は設計データ交換の中心的な存在です。
3Dプリント視点で見ると、STEPが強いのは印刷直前ではなく設計変更が残っている段階です。
たとえば取付穴の位置を変える、厚みを見直す、面取りを追加する、といった編集はSTLでは面倒ですが、STEPならCAD側で意味のある形として扱いやすいのが利点です。
Fusion 360やFreeCADで再編集したいなら、最初からSTEPでもらえる価値は大きいです。
逆に、完成したモデルをそのまま配布して誰かがすぐスライスする、という用途ではSTEPは回り道になりやすいのが利点です。
多くのスライサーは最終的にメッシュとして扱うため、印刷直前の受け渡しならSTLや3MFのほうが素直です。
設計編集にはSTEP、配布と造形にはSTLや3MFという役割分担で考えると混乱しません。
STLからSTEPへ変換できる場面はありますが、失われた設計意図が戻るわけではないので、元データとしての価値は別物です。
STLの作成・変換方法
自作CADからのSTL書き出し
CADやモデリングソフトからSTLを作る流れは、実務では単純です。
多くのCADで[名前を付けて保存]または[エクスポート]からSTLを選ぶだけで出力できます。
Autodesk Fusion 360でもSTLや3MFの書き出しが可能ですし、FreeCADやBlenderでも同様の流れで扱えます。
まず押さえたいのは、STL化は単なる拡張子変更ではなく、形状を三角形メッシュへ変換する処理だという点です。
ファイル名の末尾だけを.stlに変えても使えるデータにはなりません。
書き出し時に迷いやすいのが、ASCIIとバイナリのどちらを選ぶかです。
通常はバイナリSTLを優先で問題ありません。
バイナリSTLは構造がコンパクトで、1三角形あたりのデータ量も比較的少なく収まりやすく、ASCIIよりファイルが膨らみにくい設計です。
筆者もFusion 360でASCIIのまま出していた時期がありましたが、Binary出力に切り替えてからは読み込みが安定し、スライス開始までの待ち時間も体感では短くなりました。
この種の差は派手ではないものの、モデルを何度も修正して出し直す作業では効いてきます。
解像度設定も見逃せません。
Fusion 360のようにメッシュの細かさを調整できるソフトでは、曲面が多いモデルほど細かめ、板金形状や直方体中心の部品なら粗めでも十分です。
球体やフィレットを多用した部品を粗く出すと円弧が角張って見えますが、逆に箱物を必要以上に高精細で出すと三角形だけが増えて、修復やスライス処理が重くなります。
3D Systemsが示す目安でも、複雑なモデルの良好なSTLサイズは1〜5MB程度に収まることが多く、5MBを超えると多くの形状では過剰になりがちです。
バイナリSTLは概算で1三角形あたり50バイト相当なので、5MB級だと10万三角形前後になります。
このくらいから、スライサー上で回転やプレビューが少し鈍くなることがあります。
写真や地形データから自動生成したメッシュは、特に面数が膨れやすい部類です。
国土地理院のツールでも、長辺1000px程度の画像から生成されるSTLが約80MBになる例があります。
こうしたデータは見た目の情報量が多い一方で、印刷向けには細かすぎることが多く、いったん簡略化しないと扱いにくくなります。
STL→他形式変換の現実と限界
STLから別形式へ変換したい場面は珍しくありません。
たとえば、もらったSTLをCADで編集したい、取付穴だけ直したい、STEPにして設計データとして管理したい、といったケースです。
ただし、ここで理解しておきたい原則は明快で、STLからSTEPへ変換できても、元のCADの設計意図までは戻らないということです。
STLはすでに三角形メッシュです。
元がFusion 360やFreeCADで作られたモデルであっても、STLとして書き出した時点で、押し出し、フィレット、拘束、履歴といった情報は落ちています。
変換ツールでSTEP化すると、見た目に近いサーフェスやソリッドへ再構成されることはありますが、それは履歴付きのネイティブCADモデルに戻るという意味ではありません。
編集できる部分が増えることはあっても、穴径のパラメータやスケッチ寸法がきれいに復活するわけではないです。
FreeCAD系の手順でも、メッシュから形状を作り、ソリッド化してSTEPへ書き出す流れは実務上よく使われます。
ただ、これは「編集しやすい設計データへ完全復元する」作業ではなく、「CADで扱える近似形状へ持ち上げ直す」作業に近いです。
平面が多い機械部品なら比較的扱いやすい一方で、有機的な曲面や荒れたスキャンデータでは、変換後も面が細かく分かれたままで修正しにくいことがあります。
このため、再設計が前提なら最初からSTEPやネイティブCADデータをもらう価値は大きいです。
STLは配布や造形には強いですが、編集の起点としては弱い。
その性格は変換しても急には変わりません。
オンライン変換の使いどころと制約
オンライン変換サービスは、急ぎで形式を変えたいときに便利です。
ソフトを入れずにブラウザだけでSTL、OBJ、3MF、STEP系の変換や簡易修復までできるものもあり、軽いファイルなら作業の立ち上がりが速いです。
筆者も小さな部品の確認用途ではWeb変換を使うことがあります。
操作が単純で、相手の環境を選びにくいのは強みです。
使いどころははっきりしています。
まず容量制限があります。
実際、Webベースの修復・変換系サービスには32MB上限の例があり、筆者も以前そこに引っかかって弾かれ、ローカルツールへ切り替えたことがあります。
STLは単純な形なら数百KBで済みますが、複雑なモデルや自動生成メッシュはすぐ大きくなるので、この上限は意外と早く踏みます。
単位・スケールの扱いとサイズ異常の対処
STL運用で最も事故になりやすいのが単位です。
STL自体に単位情報が含まれないため、読み込む環境やスライサーの設定によってmm想定かinch想定かの違いが出ることがあります。
実務ではmmで扱うワークフローが多い一方、スライサーやバージョンによって挙動が異なるため、読み込み直後は必ず寸法を確認してください。
サイズ異常が出たときの切り分けは、だいたい次の順です。
- 元のCADで想定した寸法単位を確認する 2. スライサーに入れた直後の代表寸法を確認する 3. inch由来なら25.4倍または25.4分の1、cm由来なら10倍または10分の1を疑う 4. スライサー側のスケール機能で補正する
この手のトラブルは、モデルが壊れているのではなく単位だけがずれていることが多いです。
見た目の形が正しいのにサイズだけ異常なら、まずスケール係数を疑うと原因にたどり着きやすいのが利点です。
💡 Tip
STLを受け取って変換や修復に進む前に、既知寸法のある穴径や全長を1か所だけ見ると、単位違いと形状破損を早い段階で切り分けやすくなります。
このセクションの要点は、STLは作るのは簡単だが、変換では元情報が戻らず、運用では単位と面数が効いてくるということです。
CADから出すときにバイナリと解像度を整理しておくだけでも、その後の修復、共有、スライスが安定します。
3Dプリント前に確認したい3つのチェックポイント

解像度
STLを読み込んだら、まず見たいのは曲面がどれだけ自然に見えるかと、逆に三角形が多すぎて扱いにくくなっていないかです。
粗すぎるSTLは円柱やフィレットが多角形っぽく見え、印刷しても角が立った印象になりやすいのが利点です。
とくに穴やアールを含む部品では、モデリング自体は正しくても、書き出し時のメッシュが粗いだけで見た目と寸法感の両方を損ねます。
細かければ正義というわけでもありません。
3D Systemsが示す目安では、単純なSTLは数百KB、複雑なモデルでも良好なサイズは1〜5MB程度で、5MBを超えると多くのジオメトリでは不要な重さになりやすいのが利点です。
バイナリSTLは80バイトのヘッダ、4バイトの三角形数領域に続いて、1三角形あたり約50バイトを使う構造なので、5MB級なら概ね10万三角形規模、10MB級なら20万三角形規模のイメージになります。
ここまで増えると、形状そのものよりも表示やスライス処理の負担が先に効いてくる場面があります。
実務では、CuraやPrusaSlicer、OrcaSlicerに入れた瞬間の見た目で判断できます。
円筒や球面に明確なカクつきが見えるなら粗すぎ、反対に小さな部品なのにファイルだけ妙に重いなら細かすぎを疑う、という見方です。
Fusion 360のようにメッシュ解像度を調整して書き出せるCADでは、必要以上に高解像度へ振ったまま出力しているケースがよくあります。
その場合は元データから再出力するか、面数削減で軽くしてからスライサーへ渡したほうが流れが安定します。
粗すぎるSTLは印刷品質の問題として発見しやすいのに対して、細かすぎるSTLは読み込みの遅さや操作の重さとしてじわじわ効いてきます。
この種の不調はプリンター本体より前段のデータに原因があることが多く、見た目とファイルサイズの釣り合いを取るだけで改善します。
単位とスケール
STL運用で失敗しやすいポイントとして、解像度と同じくらい重要なのが単位です。
スライサー側ではmm基準で扱う前提で作業することが多く、読み込み直後に1/10、10倍、25.4倍といった不自然な縮尺になっていないかを見るだけで、かなりの事故を防げます。
特に25.4倍はinchとmmの食い違い、10倍はcmとmmの食い違いで出やすい典型例です。
筆者はCura 5系でモデルを開いたら、毎回まず対角寸法を実測して、想定したmm寸法と一致しているかを見ます。
これを習慣にしてから、単位起因の失敗は目に見えて減りました。
複雑なモデルでも、全長や外径ではなく対角で見ると一発で違和感に気づけることが多いです。
見た目がそれらしくても寸法だけ狂っているケースは珍しくありません。
Cura、PrusaSlicer、OrcaSlicerはいずれもスケール値やサイズを数値で扱えるので、確認の考え方は共通です。
読み込み直後に代表寸法を見て、既知の寸法と合うかを確認する。
合わなければ、形状破損ではなく単位の食い違いとして切り分ける。
この順番にすると迷いません。
とくに配布サイトから取得したSTLや、他人が作った古いCAD由来のデータは、元の単位系が文脈に残っていないことがあります。
3MFは設定やメタデータを持てるので共有には便利ですが、STLはそこが弱い形式です。
だからこそ、スライサーでの読み込み直後の寸法確認が実務上の安全装置になります。
数秒で済む作業ですが、造形時間の無駄を減らす効果は大きいです。
ℹ️ Note
寸法確認は全箇所を測る必要はありません。全長、外径、穴ピッチのように設計意図がわかりやすい代表寸法を1か所見るだけでも、単位ミスの切り分けは十分進みます。
マニホールド性(watertight)の確認と基準

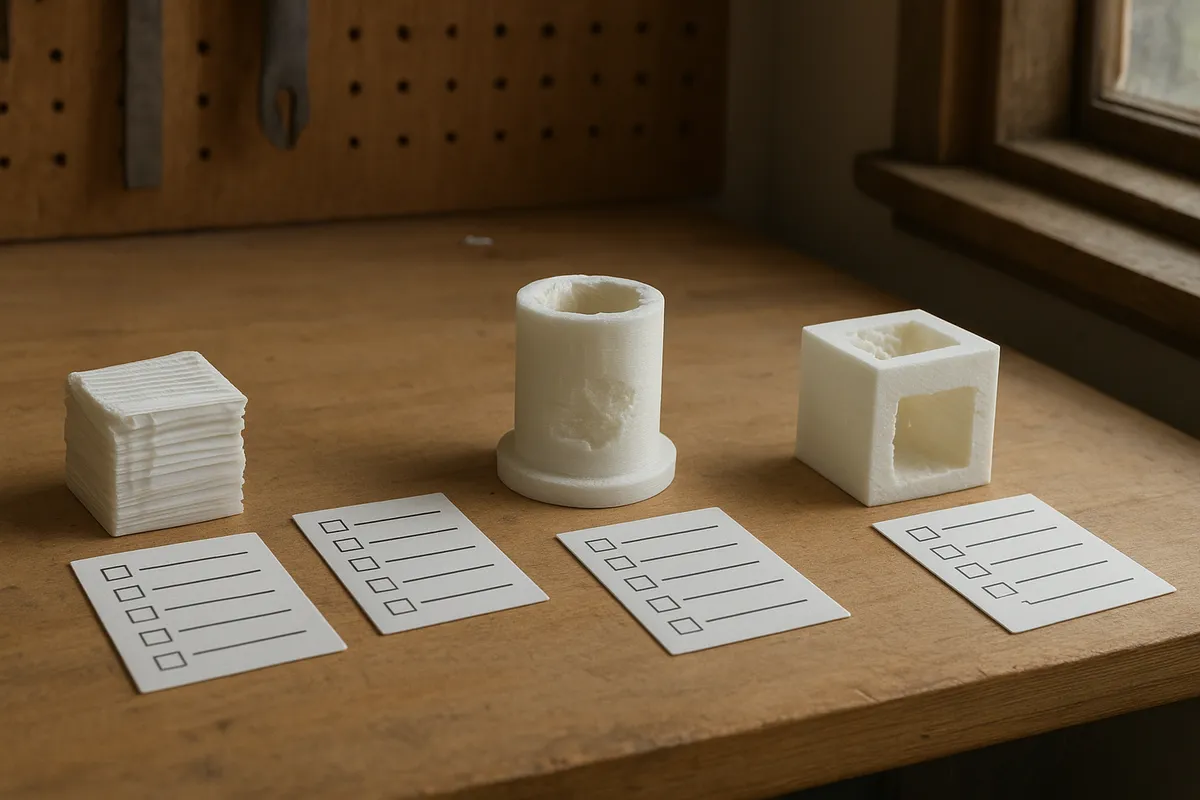
形が表示されていても、そのまま正常に印刷できるとは限りません。
3Dプリント前に見逃しやすいのが、穴あき、重複面、Non-manifold、内包面といったメッシュ異常です。
3Dプリント向けの形状として望ましいのは、外側の殻が閉じたwatertightな水密形状で、どこにも隙間がなく、面のつながりが破綻していない状態です。
ここでいうマニホールド性は、メッシュの各辺や面の関係が一貫していて、スライサーが「内側」と「外側」を判断できることを指します。
穴が空いていたり、同じ場所に面が重なっていたり、内部に不要な面が残っていたりすると、スライス結果で壁が欠けたり、一部だけ充填がおかしくなったりします。
筆者自身、以前Non-manifoldのまま印刷に進めてしまい、途中の層だけごっそり欠けたことがあります。
見た目では気づきにくいタイプの破綻で、原因の切り分けに時間を使いました。
それ以来、印刷前には必ず修復処理を一度通すようにしています。
Cura、PrusaSlicer、OrcaSlicerでは、名称や配置に違いはあっても、見るべき点はほぼ同じです。
モデルのサイズを数値で確認し、スケール値が不自然でないかを見る。
次にプレビューや読み込み時の警告、修復提案、表示崩れの有無を見て、メッシュ異常を疑う。
さらに断面や壁の出方に不自然な欠けがないかを見る。
この流れで見ていくと、単位トラブルと形状トラブルを分けて考えやすくなります。
判定基準は、難しく考えなくて大丈夫です。
外側の殻が閉じていて、不要な内部面がなく、スライサーが一貫したソリッドとして解釈できるなら合格です。
逆に、壁の一部が突然消える、表面に裂け目がある、内部に面が残っている、法線が不整合で表裏が混在している、といった兆候が見えたら修復対象です。
Blender系のワークフローではNon-manifold選択や穴埋めで調整できますし、Web修復やCAD側での再出力が効くケースもあります。
ただし、国土地理院系の自動生成地形STLのように約80MB級まで膨らむ例では、オンライン修復サービスの32MB上限にすぐ当たるので、ローカルで扱う前提で考えたほうが早いです。
プリント前の最終確認としては、次の3項目に絞ると運用しやすいのが利点です。
| チェック項目 | 合格の目安 | 不合格の兆候 | 推奨アクション |
|---|---|---|---|
| 解像度 | 曲面が自然で、ファイルの重さに過剰感がない | 曲面がカクつく、または不必要に重い | 粗すぎる場合は高解像度で再出力、細かすぎる場合は面数削減や再出力 |
| 単位とスケール | 読み込み直後の代表寸法がmm想定と一致する | 1/10、10倍、25.4倍などのズレが出る | スライサーでスケール補正、必要なら元CADの単位設定を見直して再出力 |
| マニホールド性(watertight) | 閉じた水密形状として解釈され、壁や面の欠けがない | 穴あき、重複面、Non-manifold、内包面、層欠け | 修復機能を通す、CADやメッシュ編集ツールで穴埋め・不要面削除・再出力 |
STLが壊れているときの修復方法
ツール別の得意分野
STLが壊れているときは、どのツールで何を直すかを分けると作業が速くなります。
原因は大きく、穴あきやNon-manifoldのような水密性の破綻、法線や重複面のような面情報の乱れ、面数が多すぎて扱いにくい問題の3系統です。
1本のソフトですべて完結させることもできますが、実務では得意分野で使い分けたほうが安定します。
Meshmixerは、まず最初に通す自動修復役として扱いやすいのが利点です。
Auto Repairで穴あきや軽い破綻を短時間で直しやすく、形状が少し荒れていてもMake Solidで印刷向けの閉じた形にまとめ直せます。
筆者も、配布モデルやスキャン由来のSTLは最初にMeshmixerへ入れることが多く、単純な穴あきならAuto Repairで大半がその場で解消できました。
結局いまは、まずMeshmixerで様子を見て、複雑形状だけNetfabbへ回す運用に落ち着いています。
Netfabbは、自動修復に加えて、どこが壊れているかを詰めて見たいときに強いツールです。
単なる穴埋めだけでなく、壊れたシェルの整理や解析がしやすく、複雑な交差や内部面が絡むモデルでも手を入れやすい場面があります。
自動修復で直る範囲は広いですが、補修後の形状変化も見ながら進めたいので、複雑な有機形状や複数パーツが接近しているSTLではNetfabbのほうが判断しやすいのが利点です。
MeshLabは、修復の仕上げというよりメッシュの整理役です。
再メッシュ、スムージング、面数削減に強く、重すぎるSTLを実用サイズへ落とすときに効きます。
バイナリSTLは構造上、三角形1枚あたり約50バイト相当のデータを持つので、面数が増えるほどファイルも重くなります。
複雑なモデルで1〜5MB程度なら扱いやすいことが多い一方、5MBを超えると不要に細かいケースも増えてきます。
筆者はMeshLabのQuadric Edge Collapseを使って、約80MBあった地形STLを実用的なサイズまで圧縮できたことがあります。
地形やスキャンモデルのように細かい三角形が過剰に載っているデータでは、とくに効果を実感しやすいのが利点です。
Blender系は、どこが壊れているかを目で見て直す用途に向いています。
Non-manifold検出で問題箇所を拾い、境界ループを選んで穴埋めし、法線再計算で表裏の乱れをそろえる、といった手動補修がしやすいのが利点です。
自動修復がうまく決まらないときに、局所的な割れ、フリップ法線、重複頂点の整理を行う役として頼れます。
元形状をなるべく維持したいときほど、Blenderでの手動作業が効きます。
Auto Repairと手動補修の実践ステップ
修復は、闇雲に機能を試すより順番を固定したほうが成功率が上がります。
基本フローは、読み込み→エラー検出→自動修復→手動の穴埋め・頂点統合→面数削減→再出力です。
最初に元ファイルを複製しておくと、過剰修復で形が崩れたときに戻りやすくなります。
まずMeshmixerやNetfabbでSTLを読み込み、穴、開いたエッジ、分離したシェル、自己交差がないかを見ます。
この段階では、見た目が正常でも断面や陰影が不自然なら法線異常を疑います。
軽症ならAuto Repairを先に試すのが効率的です。
多くのケースではここで水密化まで進み、スライサーに戻して確認できる状態になります。
自動修復で直り切らない場合は、Blender系で局所補修に入ると迷いません。
Non-manifold検出で問題箇所を選択し、開いた輪郭を埋めていきます。
穴埋めは単純な開口ならそのまま埋めやすいですが、周囲の面密度が大きく違うと不自然な張り方になるので、必要なら周辺を整えてから埋めます。
法線が裏返っている部分は再計算でそろえ、表裏が混在したままにしないことが欠かせません。
フリップ法線は、表示上は問題なく見えてもスライス時に壁欠けとして出ることがあります。
頂点統合も基本作業です。
近接した頂点がわずかに離れたまま残っていると、見た目は閉じていても実際には隙間扱いになることがあります。
Blenderでは重複頂点の統合、MeshLabでは近い頂点のマージ系処理で整理できます。
重複面や内部面も同様で、同じ位置に面が重なっていると法線計算やスライス結果が不安定になります。
こうした不要面を削除して、外殻だけを残すのが基本です。
薄板形状も見逃せない判断材料になります。
見た目は面として存在していても、実質的に厚みがない、あるいは極端に薄い部位は印刷時に消えやすくなります。
そういう箇所は、Make SolidやSolidify系の処理で厚みを付けてから再出力したほうが安定します。
特にロゴ、文字、羽根、地図の縁のような細部は、単純な穴埋めだけでは解決しないことが多いです。
修復後は、BinaryのSTLで再出力してスライサーへ戻し、プレビューで壁や断面を再確認します。
バイナリSTLは80バイトのヘッダと三角形数の領域を持つ一般的な形式で、ASCIIより軽く扱いやすいのが利点です。
修復後にまだ壁欠けや空洞が見えるなら、自動修復の閾値が強すぎて形を潰したか、逆に弱すぎて穴が残っています。
そういうときは設定を一段緩める、あるいは局所だけ手動で直すほうが結果が安定します。
💡 Tip
自動修復で形が丸まりすぎたり細部が埋まりすぎたりしたときは、同じ機能を繰り返すより、元ファイルに戻して穴埋めや法線修正だけを個別に行ったほうが元形状を保ちやすいのが利点です。
面数削減・再メッシュのコツ
印刷できない原因が破損そのものではなく、重すぎて扱いにくいメッシュにあることも珍しくありません。
STLは三角形の集合なので、面数が多いほどスライサーの表示、移動、スライス計算が重くなります。
単純なモデルなら数百KBで収まることも多く、複雑でも1〜5MB程度なら扱いやすい範囲に入りやすいのが利点です。
そこを大きく超える場合は、形状に対して細かすぎる三角形が含まれている可能性があります。
面数削減の基本は、見た目に効かない細分を削ることです。
MeshLabのQuadric Edge Collapseはその代表で、曲率の低い場所から効率よく三角形を減らせます。
平面やゆるい曲面では大胆に減らしても見た目がほとんど変わらず、角や文字、エッジ付近は残しやすいので、印刷向けの軽量化に向いています。
地形データやフォトグラメトリ由来のSTLは、この処理だけで扱いやすさが一段変わります。
再メッシュは、面数削減とは役割が少し違います。
壊れたまま三角形を減らすと、穴やねじれを温存したまま軽くなるだけなので、まず水密化や不要面削除を済ませ、その後で再メッシュに進む順番が有効です。
MeshLabの再メッシュやスムージングは、面の密度がまだらで局所だけ極端に細かいモデルを均しやすく、Make Solidで荒れた表面を整え直す補助にもなります。
コツは、1回で狙いの軽さまで落とし切らないことです。
面数削減率を強くしすぎると、円筒が多角形っぽくなったり、薄い突起が消えたり、文字の角が丸まったりします。
少し削ってスライサーで断面を見て、まだ過剰ならもう一段削る、という段階的な進め方のほうが失敗が少ないです。
特に機能部品では、外観より穴径や嵌合部の形状維持を優先したいので、装飾面と精度面を同じ基準で削らない感覚が欠かせません。
面数削減後に法線が乱れることもあるので、再計算で整えてから出力したほうが安全です。
重複頂点や重複面が残っている場合も、削減アルゴリズムの前に一度整理しておくと結果が安定します。
つまり、軽量化は単独の工程ではなく、修復の仕上げとして行うメッシュ整理だと考えると流れが組みやすいのが利点です。
Binaryで書き出し直し、スライサー上で壁の連続性と断面形状が崩れていなければ、印刷可能なSTLとして安心して扱えます。
迷ったときの結論

迷ったらこれ
基準を一つに絞るなら、単色でまず印刷する用途はSTL、しかもBinaryで十分です。
受け渡ししやすく、ほとんどのスライサーでそのまま扱えるので、最初の一手として迷いません。
筆者も試作段階ではまずSTLを書き出して、形状確認と造形可否を素早く回すことが多いです。
多色印刷やスライサー設定ごとの共有まで含めたいなら3MFに切り替えるのが実務的です。
Ultimaker CuraやPrusaSlicerは3MFの読み書きに対応しており、プロジェクト単位で再現しやすくなります。
形だけ渡すのか、配置や材料、設定の意図まで渡したいのかで、形式を分けると判断がぶれません。
配布STLの運用ルール
STLを配布やダウンロードで扱うなら、印刷前に単位とスケールを確認し、簡易修復を通すところまでをルーチンにしておくのが安全です。
前述の通り、見た目が正常でも寸法や水密性でつまずくことがあります。
ここを省くと、造形失敗の原因切り分けが一気に難しくなります。
筆者の現場フローでは、設計はSTEPまたは元CADを保持し、配布はSTL、共有は3MFの三本立てにしてから混乱が減りました。
STLは配るには軽くてわかりやすい反面、後から設計意図を追いにくいので、配布用と保存用を同じファイルにしないほうが整理しやすいのが利点です。
⚠️ Warning
配布サイトから入手したSTLは、スライサーに入れた直後のサイズ感と断面プレビューだけでも見てから印刷に進むと、初手の失敗を減らせます。
設計編集ワークフロー
後から寸法変更や形状修正をする可能性があるなら、STLだけを残す運用は避けてください。
保持すべき本命はSTEPか元のCADデータです。
STLはあくまでメッシュ化された受け渡し用と考えたほうが、設計変更のたびに作業が荒れません。
実際、STLから編集をやり直すと、穴径調整や面の取り回しで余計な修復工程が増えやすいのが利点です。
設計段階では元CADを保存し、共有やアーカイブにはSTEPも残し、印刷直前だけSTLまたは3MFを書き出す流れにしておくと、作る人・配る人・印刷する人の役割がきれいに分かれます。
読者が迷ったときのデフォルトは、単色ならSTL、多色や設定共有なら3MF、編集前提ならSTEP/元CADも必ず保持で考えるのがいちばん実用的です。
- Curaの基本設定(Curaの設定を確認するページ):
- STLの単位・スケールトラブル対処(読み込み直後の単位確認とスケール補正):
関連記事
マルチカラー印刷のやり方|AMS設定と多色プリント手順
マルチカラー印刷は、AMSやCreality CFSのようなシングルノズル方式で始まると、色を変えるたびに旧色を吐き切るパージが避けられません。AMSのように1本のノズルを複数フィラメントで共有する構造では、パージタワーや捨て吐きが必ず発生し、筆者もデフォルト設定のまま4色印刷を回して、
3Dプリンターのファームウェアとは|KlipperとMarlinの違い
3Dプリンターのファームウェアとは、制御ボード(メインボード)上で動くソフトで、スライサーが吐いたGコードを1行ずつ解釈してモーターやヒーター、ファンを動かす最下層の頭脳です。
3Dプリンターのエンクロージャー自作|ABSの反りを防ぐ囲い
ABSの反り対策は、ノズルやベッドの設定を追い込む前に、庫内温度を整える発想へ切り替えるところから始まります。ABSはガラス転移温度が約105℃と高く熱収縮率も大きいため、Ender 3系のオープンフレーム機では下層だけがベッドで温かく、上層が室温まで冷えて四隅が持ち上がりやすいのです。
ベッドレベリングのやり方|手動・自動の違いと手順
3Dプリンターの「ベッドレベリング」は、地面に対して水平を出す作業ではありません。狙うべきなのは、ノズルの移動面とベッド面を平行にそろえ、造形エリア全体で1層目の隙間を一定にすることです。