3Dプリンターの糸引き対策|原因と設定の直し方
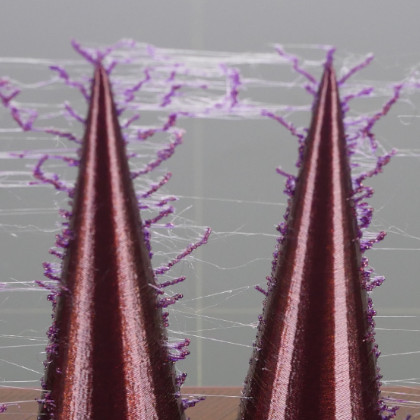
PLAではきれいに出せるのに、PETGやTPUに替えた途端にクモの巣のような糸が増える。
そんな家庭用FDM/FFFユーザー向けに、糸引きの原因を「ノズル移動中に樹脂が流れ続ける現象」として整理し、どこから触れば失敗しにくいかを順番つきで解説します。
筆者の環境でも、初めてPETGを刷ったときは一面クモの巣でしたが、リトラクションを1.0mmから1.6mmに見直し、ノズル温度を240℃から235℃へ5℃刻みで下げたところ、改善したと感じました(筆者の主観的な経験談です。
環境やフィラメントによって結果は変わります)。
この手の調整はやみくもに設定を増やすより、リトラクション距離、速度、温度、乾燥、移動経路、WipeやCoastingの順で詰めるほうが結果が出やすいのが利点です。
この記事では、Cura 5.x、PrusaSlicer、OrcaSlicerで見るべき項目名をそろえつつ、PLA、PETG、TPUの違いと、ダイレクト式・ボーデン式で変わる考え方まで具体的に整理します。
設定名は知っているのに直せない、という段階から一歩抜けたい人に向けた内容です。
3Dプリンターの糸引きとは何か

症状の分類と見分け方
3Dプリンターの糸引きとは、ノズルが造形していない場所へ移動しているあいだに、溶けたフィラメントが細い糸になって残る現象です。
FDM方式では典型的な不具合で、見た目を崩すだけでなく、あとで毛羽を取る手間まで増やします。
筆者の感覚では、糸引きが多い造形物はニッパーとヒートガンでの後処理に倍以上の時間を取られます。
表面にうぶ毛のような毛羽が出る程度でも、塗装前の足付けや表面ならしが一気に重くなるんですよね。
症状は大きく3つに分けて見ると整理しやすいのが利点です。
1つ目は、外周や角の周辺にふわっと付く軽度の毛羽立ちです。
これは一見すると些細ですが、光を当てると目立ちます。
2つ目は、離れたピラーや突起のあいだに橋のように糸が渡るオブジェクト間の糸で、いわゆるクモの巣状の状態です。
3つ目は、糸に加えて先端や接合部に小さな樹脂の塊まで残るブロブ併発で、単なる糸引きより症状が進んでいます。
見分けるときに紛らわしいのが、似た見た目の別症状です。
たとえば垂れ(オーズ)は停止中や待機中に樹脂がじわっと漏れる状態で、移動経路に細線が張る糸引きとは出方が違います。
オーバーヒートは角のだれやエッジの甘さとして出やすく、細い糸が空中に渡るのとは原因が別です。
積層痕はレイヤーごとの段差や表面の周期的な筋で、こちらもノズル移動中の樹脂引きずりとは切り分けて考えるべきです。
この2つは近いようで別の現象として整理されています。
糸引きと垂れ | Prusa Knowledge Base
糸引きやにじみは、「ヘアリープリント」とも呼ばれ、プリントしたモデルに小さな糸状のフィラメントが残ることを指します。これは通常、エクストルーダーが別のオブジェクトに移動している間に、フィラメントがノズルから流れ続けたときに起こります。これは
help.prusa3d.com移動中に樹脂が伸びる仕組み
発生メカニズムはシンプルで、ノズル先端にまだ押し出される樹脂が残っている状態で移動が始まると、その樹脂が引き延ばされて糸になります。
原因は大きく3つで、溶融した樹脂の粘度が低すぎること、ホットエンド内の圧力が高いこと、そして引き戻しが足りないことです。
ノズル温度が高すぎると樹脂はさらさらになり、移動中でも先端から伸びやすくなります。
さらに押出終了時の残圧が強いと、命令上は止まっていても実際には少しずつ出続けます。
ここにリトラクション不足が重なると、糸引きは一気に増えます。
ここで出てくる用語は、初めに整理しておくと混乱しません。
リトラクションは、ノズルからフィラメントを引き戻して内圧を下げる動作です。
Wipeは、押出を止めたあとにノズル先端を拭うように短く移動させる処理です。
Coastingは、押出終了の少し手前でフィラメント送りを止め、残った圧力だけで線の終端を仕上げる考え方です。
Combing(Cura)は、外周をなるべく横切らず、すでに印刷した内部を通るように移動経路を最適化する機能を指します。
糸引きが起きやすい素材差も、この仕組みで説明できます。
PLAは比較的扱いやすい一方、PETGは高温域で使うぶん樹脂が伸びやすく、実際にPLAより糸引きしやすい素材としてよく知られています。
SK本舗の整理でも、PLAのノズル温度目安は190〜220℃、PETGは220〜250℃で、温度帯の違いがそのまま糸引きの出やすさに響きます。
吸湿したフィラメントも厄介で、湿気を含んだ材料は押出が不安定になり、糸や毛羽が増えやすくなります。
補助設定は有効ですが、役割はあくまで補正です。
WipeやCoastingは残圧と先端の余りを処理するのに効きます。
たとえばコミュニティでよく参照される起点例として、Wipe距離 = 0.4mm、Coasting Volume ≈ 0.064mm³、Minimum Volume Before Coasting ≈ 0.8mm³ といった値が紹介されることがありますが、これらはあくまでコミュニティ由来の目安であり、Cura(または各スライサー)の公式 'default' 値とは限りません。
使用するスライサーのバージョンやプロファイルに依存することを明記のうえ、まずはリトラクションを整えてから小刻みに試してください。
逆にリトラクション量を増やしすぎると、詰まりや送り不良に振れやすくなります。
見た目・後処理への影響

糸引きのやっかいさは、単に写真映えが悪くなるだけではありません。
細い糸が数本残る程度なら軽症に見えますが、実物では陰影を拾いやすく、透明系PETGや濃色フィラメントでは特に目立ちます。
フィギュアの髪先、メカモデルのスリット、格子形状のあいだなど、ディテールが密な場所ほど粗が見えやすく、完成度を一段下げてしまいます。
後処理でも差が出ます。
毛羽立ちはニッパーで切るだけでは取り切れず、ヒートガンで軽く炙って縮める作業が必要になることが多いです。
ただし、それで終わらず、表面に細かなざらつきや樹脂の引っかき跡が残ることがあります。
塗装前提のパーツでは、サーフェイサーを吹く前の研磨や面出しが増え、結果として造形時間より仕上げ時間のほうが長く感じることも珍しくありません。
筆者はこの差を強く感じていて、糸引きが少ないだけで「印刷が終わった時点でほぼ完成」に近づきます。
ブロブを伴うタイプはさらに厄介です。
糸の根元に小さな塊ができると、そこだけ光沢が変わったり、塗膜が乗りにくくなったりします。
可動部品では干渉源にもなりますし、はめ合いがある部品では寸法そのものより先に表面の異物感が問題になります。
見た目の軽い不具合に見えて、実際には仕上げ品質、作業時間、部品の機能性まで連鎖していく不具合だと捉えたほうが実態に近いです。
まず原因を切り分けるチェックポイント
機構差の影響(ダイレクト/ボーデン)
設定を触り始める前にまず確認したいのが、押出機構の違いです。
ダイレクト式はエクストルーダーがホットエンドの近くにありフィラメント経路が短いため、リトラクションの反応が素直で短めの引き戻しで済む傾向があります。
一方でボーデン式はPTFEチューブを介するため遅れやたわみが出やすく、一般に引き戻し量を長めに取る必要があることが多いです。
ここを出発点にすると、以降の数値調整が読みやすくなります。
ここで大事なのは、長くすれば解決するわけではないことです。
筆者も以前、Ender-3系のボーデン構成で糸引きを消したくてリトラクションを5mm以上に上げ続けたことがありますが、今度は詰まりと送り不良が増えました。
糸は少し減っても、別の不具合を呼び込んでは意味がありません。
機構に合った起点値から詰めることの重要さを、このとき痛感しました。
見た目が同じ糸引きでも、ダイレクト式とボーデン式では原因の重みづけが変わります。
ダイレクト式でひどく糸を引くなら、リトラクション不足よりも温度過多や吸湿、ノズル先端の状態を疑ったほうが当たりやすい場面があります。
逆にボーデン式では、移動中の残圧が抜けきらず、リトラクション距離の不足がそのまま症状に出ることが珍しくありません。
まず自分の機械がどちらなのかを基準点に置くと、調整の迷子になりにくい設計です。
素材差(PLA/PETG/TPU)
同じ設定でも、PLAからPETGやTPUに替えた瞬間に糸引きが増えるのはよくある話です。
これは気のせいではなく、素材そのものの挙動差です。
PLAは比較的糸引きが軽く、リトラクションと温度の基本調整で整いやすい素材です。
ノズル温度の目安も190〜220℃に収まりやすく、初期調整の反応が読みやすい部類に入ります。
PETGは一段やっかいで、PLAより高温域を使うぶん樹脂が伸びやすく、糸引きが目立ちやすい素材です。
筆者の環境でも、PLAの延長線で設定すると、ピラー間に細い糸が何本も渡ることが多くありました。
PETGではリトラクションだけで押し切るより、温度、湿気、ノズル先端の清浄さまで含めて見たほうが早いです。
PLAでは許容できた軽い汚れや保管状態が、PETGだとそのまま症状として出てきます。
TPUはさらに考え方が変わります。
柔らかいぶん送り系の影響を強く受けるので、リトラクションを増やせば改善する場合もあれば、逆に入れすぎて押出が不安定になることもあります。
つまり、TPUではリトラクション過多が逆効果になりやすいのが利点です。
ダイレクト式では短め、あるいは弱めで安定することもありますし、押出経路が厳しい構成では挙動が一気に崩れます。
PLAと同じ感覚で数値を強めると失敗しやすい素材だと捉えておくと整理しやすいのが利点です。
素材差を切り分ける段階では、設定値そのものよりも「その素材はそもそも糸を引きやすいか」を先に把握しておくのが有効です。
PLAなら軽微、PETGは出やすい、TPUは条件に対する反応幅が大きい。
この前提があるだけで、必要以上にスライサー設定を疑わずに済みます。
| 項目 | PLA | PETG | TPU |
|---|---|---|---|
| 糸引きしやすさ | 比較的少なめ | 起きやすい | 起きやすい、かつ条件差が出やすい |
| 温度目安 | 190〜220℃ | 220〜250℃ | — |
| リトラクションの考え方 | 基本調整しやすい | 温度や湿気も同時に見る | 過度に増やすと逆効果になりやすい |
吸湿・ノズル汚れ・配置の影響

機構と素材を見たあとに注目したいのが、フィラメントの保管状態とノズル先端の物理状態です。
湿気を吸ったフィラメントは、押出時に泡立つような挙動が出やすく、糸引きも増えます。
梅雨どきに開封済みのスプールをそのまま置いていたり、長期間むき出しで保管していたりすると、設定を変えても改善しきらないことがあります。
吸湿が造形不良につながる点は明確に整理されています。
乾燥方法自体は後段で触れますが、この時点では「設定の問題ではなく、材料が湿っている」可能性を外さないことが欠かせません。
ノズル汚れも見逃しやすい判断材料になります。
先端にカーボン化した樹脂や焦げが少し付いているだけで、それが小さな引っかかりになり、移動のたびに糸を引くことがあります。
特にPETGのあとに別素材を刷ったり、温度を高めに使い続けたりしたノズルでは起きやすいのが利点です。
見た目には小さな黒ずみでも、先端の形が崩れると糸の切れ方が悪くなります。
設定を詰めても改善が鈍いときほど、物理的な汚れの影響を疑う価値があります。
造形物の配置と移動距離も、症状の見え方を変えます。
小さなパーツをたくさん並べたときや、2本のピラーを離して置いたテスト形状では、ノズルの空走距離が増えるぶん、糸引きが一気に目立ちます。
逆に単体で密なモデルでは、同じ設定でも糸が目につきにくいことがあります。
これは設定が急に良くなったわけではなく、単に糸が渡る距離が短いだけです。
ベンチーではきれいなのに、複数個取りにすると急にクモの巣になるケースはここで説明できます。
設定変更に入る前の切り分けは、次の順で見ると整理しやすいのが利点です。
- プリンターがダイレクト式かボーデン式か
- 素材がPLAかPETGかTPUか
- フィラメントが開封後しばらく放置されていないか
- ノズル先端に焦げや樹脂の付着がないか
- 複数パーツ配置や長い移動が多いレイアウトになっていないか
この5点で物理要因と素材要因を先に除いておくと、その後のリトラクションや温度調整が読みやすくなります。
糸引き対策はスライサー画面から始めたくなりますが、実際にはその前段の確認だけで原因の半分近くが見えてくることも多いです。
フィラメントの除湿 | Prusa Knowledge Base
FFF 3Dプリントで使用される材料の多くは吸湿性があります。これは、周囲の環境から水分子を容易に引き寄せることを意味します。プリントに使用する際、湿気を吸収した材料は期待通りに動作しない場合があります。 予防策 フィラメントによって吸湿性
help.prusa3d.com糸引きを直す手順
糸引きは原因が複数重なりやすいので、1項目ずつ順番に切り分けたほうが早く収束します。
筆者はこの手の調整で、いきなりWipeやCoastingから触るより、比較条件を固定してからリトラクション、速度、温度、乾燥、移動経路の順に詰める流れを使います。
距離だけでは決め切れない場面でも、温度を5℃下げた瞬間に糸がスッと切れやすくなることがあり、この順番で進めると無駄打ちが減ります。
ステップ1: テストモデルを決める
最初にやることは、比較に使うテストモデルを1つに固定することです。
retraction testやstringing testとして配布されている、ピラー間の移動が多いモデルが扱いやすいのが利点です。
ThingiverseやPrintablesで見つかる一般的なタワー型でも十分で、重要なのは「同じモデルを同じ条件で刷り続ける」ことです。
ここがぶれると、設定を変えた効果なのか、モデル形状や配置の差なのかが読めなくなります。
たとえば1回目は2本柱のテスト、2回目はベンチー、3回目は複数個配置という流れにすると、糸の量が減った理由を判断できません。
比較条件は、少なくともモデル、レイヤー高、フィラメント、ノズル、冷却、配置を固定したままにします。
筆者は調整時、1回のテストで全部を解決しようとせず、まず糸の出方がわかりやすいモデルを決めて、それを基準機として使います。
前後比較の写真を撮るなら、この段階から同じ角度で残しておくと変化が見やすいのが利点です。
ステップ2: リトラクション距離と速度

比較条件を固定したら、次はリトラクション距離を少しずつ動かします。
ダイレクト式なら起点は1.0mm、調整幅は±0.2〜0.5mmくらいが扱いやすいのが利点です。
ボーデン式なら起点は4.0mm、調整幅は±0.5mmずつで見ていくと変化を追いやすくなります。
すでに前段で触れた通り、5.0mmを超える方向へ押し込むやり方は原則として避けたほうが安定します。
コツは、一気に大きく振らないことです。
たとえばダイレクト式で1.0mmから始めるなら、1.2mm、1.4mmというように刻んで見ます。
ボーデン式なら4.0mmから4.5mm、5.0mmという流れです。
こうすると、どこで改善が頭打ちになるかを読みやすくなります。
距離とセットで見たいのがリトラクション速度です。
起点は35mm/s前後に置き、そこから±5〜10mm/sで調整します。
糸が残るなら少し速め、引き戻しで不安定さが出るなら少し遅めという考え方です。
TPUのような柔らかい素材は、速度を上げすぎると押出経路の中で挙動が乱れやすいので、速くするより遅め方向で整えたほうが結果が出やすいのが利点です。
この段階では、距離と速度を同時に大きく変えないほうが判断しやすいのが利点です。
まず距離を詰め、そのあと速度を微調整する流れにすると、どちらが効いたのかが明確に残ります。
ステップ3: 速度調整(プリント/トラベル)
リトラクションで大枠が整ったら、プリント速度を落として挙動を見ます。
一般的な造形速度の目安は50〜70mm/sですが、糸引き対策ではそこから50mm/s、さらに45mm/sへと落として比較すると差が見えやすいのが利点です。
押出が落ち着くことで、ノズル先端に余計な樹脂が残りにくくなる場合があります。
一方で、Travel速度は高ければ高いほど有利とは限りません。
移動を速くすれば糸が空中に伸びる時間は減りますが、糸切れに直接効く場面ばかりではありません。
むしろ、リトラクションや温度が合っていない状態でTravelだけ上げても、見た目ほど改善しないことが多いです。
筆者も、Travelを先に触って変化が薄く、プリント速度を一段落としただけで急に安定した経験が何度もあります。
特にPETGでは、速度を高めたまま粘るより、少し落として押出を落ち着かせたほうがきれいに収まることがあります。
TPUではこの傾向がさらに強く、低速化の効果が読みやすいのが利点です。
ステップ4: ノズル温度を5℃刻みで下げる
速度の次は、ノズル温度を5℃刻みで下げていきます。
PLAなら210℃を起点に190〜220℃の範囲、PETGなら240℃を起点に220〜250℃の範囲で見ると整理しやすいのが利点です。
たとえばPLAで210℃なら205℃、200℃という順に、PETGで240℃なら235℃、230℃という順に試します。
糸引きは、樹脂がやわらかすぎて伸びることで強く出るので、温度を少し下げるだけで切れ方が変わることがあります。
距離だけでは判断しにくかった条件でも、5℃下げたところで糸が急に細くなり、ノズル移動のあとにスッと切れる手応えが出る瞬間があります。
こういう変化は、順番どおりに詰めていると見逃しにくい設計です。
ただし、下げすぎると今度は吐出不良や積層の弱さが出ます。
糸は減ったのに線が細る、角が欠ける、押出が途切れるという症状が出たら、その一段手前に戻すのが基本です。
糸引きだけを見て温度を下げ続けると、別の不具合に置き換わるだけになりやすいのが利点です。
ステップ5: 乾燥の実施
設定を順番に詰めても糸が残るなら、フィラメントの乾燥を入れます。
吸湿した材料は、見た目以上に糸引きへ効きます。
特にPETGとTPUではこの影響が大きく、設定だけでは追い込み切れないことが珍しくありません。
除湿機やフィラメントドライヤーを使って乾燥させたあと、同じテストモデルを同じ条件で再度刷ると、設定を触っていないのに結果が変わることがあります。
この再テストが欠かせません。
乾燥後に条件まで変えてしまうと、乾燥の効果がわからなくなります。
筆者は湿気が怪しいとき、まず乾燥だけを入れて再出力し、それでも糸が残るなら再び設定側に戻ります。
この切り分けをしておくと、毎回スライサー設定を疑って遠回りするのを防げます。
吸湿が造形不良につながる点は明確に整理されています。
糸が毛羽立つように増えるケースでは、乾燥後の比較が特に効きます。
ステップ6: 移動経路とWipe/Coasting
ここまでで大きな糸が減ったら、Travel経路や補助機能で仕上げます。
触る順番は、移動経路の最適化、そのあとWipe、必要ならCoastingです。
リトラクションが未整理のまま補助機能を盛ると、効いているのか隠しているだけなのかが見えにくくなります。
Cura 5.xでは、検索欄でRetraction、Wipe、Coasting、Combingを探すと必要な項目にたどり着きやすいのが利点です。
Combing Modeは移動経路を既存の印刷領域内に寄せ、外周を横切る回数を減らす機能ですが、UI上の既定動作(たとえば 'All' がデフォルトになるかどうか)は、Curaのバージョンや使用するプロファイルによって変わる場合があります。
実際の既定値はお使いのスライサー画面で確認してください。
WipeやCoastingは、まずはコミュニティ起点の小さな値から試して効果と副作用を評価するのがおすすめです。
💡 Tip
補助機能は一度に全部有効化せず、Combingや外周横断回避を入れて再テストし、その次にWipe、必要なときだけCoastingを足す流れだと、前後比較が明確になります。
この段階まで来ると、テストプリントの前後写真で糸の量が目に見えて減るはずです。
設定を触る順番をフローチャート化しておくと、次に別素材へ替えたときも同じ手順をそのまま流用できます。
推奨設定値の考え方
機構別の起点値
推奨値を決めるときに最初に見るべきなのは、素材名より先にエクストルーダーの機構です。
ダイレクト式はフィラメントの経路が短いので、リトラクション距離は短めから入りやすく、ボーデン式はチューブ分の遅れを見込んで長めから入るのが基本になります。
ここを逆にすると、調整の出発点から外しやすくなります。
目安としては、ダイレクト式なら0.5〜2.0mm、ボーデン式なら3.0〜5.0mmあたりを起点にすると整理しやすいのが利点です。
特にボーデン式は距離を伸ばしたくなりがちですが、5mm超を安易に狙わないほうが安定します。
糸引きだけを見ると改善したように見えても、今度は詰まりや送り不良、フィラメントの削れを呼び込みやすいからです。
筆者もボーデンで5mmに張り付くより、4mm台で温度を5〜10℃下げたほうが、造形全体の安定度が高い場面を何度も見てきました。
リトラクション速度は、距離ほど大きく振らずに30〜45mm/sを起点に考えると扱いやすいのが利点です。
硬めのPLAやPETGはやや上げやすい一方、TPUのような柔材は速く引くと経路内で暴れやすいので、同じレンジでも低めから入るほうがまとまりやすいのが利点です。
引き戻し時にギア抜けの音が出る、フィラメント表面が削れる、送りが一瞬不安定になるといった兆候があるなら、距離ではなくまず速度を落として整えるほうが筋が通ります。
数値を一覧にすると、起点は次のように置けます。
| 機構 | リトラクション距離の起点 | リトラクション距離の調整幅 | リトラクション速度の起点 | リトラクション速度の調整幅 | ノズル温度の起点 | ノズル温度の調整幅 | プリント速度の起点 | プリント速度の調整幅 |
|---|---|---|---|---|---|---|---|---|
| ボーデン式 | 3.0〜5.0mm | 上限5mm目安で見直す | 30〜45mm/s | 小刻みに見直す | メーカー推奨範囲の高め | 5℃刻みで低めへ | 50〜70mm/s | まず50mm/s側へ |
この表は「その値に合わせれば終わり」という意味ではなく、調整の起点を外さないための地図として使うイメージです。
糸引きは距離だけで決まらないので、機構に合った初期値から入り、速度や温度を順番に詰めたほうが、どこで改善したのかを読み取りやすくなります。
温度・速度の起点と幅

温度は、いきなり低温側から攻めるより、メーカー推奨範囲の中で高めから始めて、5℃刻みで下げる流れが扱いやすいのが利点です。
PLAなら190〜220℃、PETGなら220〜250℃が一般的な目安なので、その範囲の中で現在値を基準に少しずつ下げていくと、糸の切れ方の変化を追いやすくなります。
高温すぎると樹脂が伸びやすく、低温すぎると今度は押出不足や積層不良に振れるので、推奨範囲内で動かすのが基本です。
プリント速度は、一般的な目安である50〜70mm/s付近を起点に置くとバランスが取りやすいのが利点です。
糸引きが強いときは、まず50mm/s側に寄せると変化が出やすく、外観重視なら40〜50mm/sまで落とすとノズル先端の余りが暴れにくくなります。
ここでも大事なのは、速度を極端に振るより、1段ずつ比較できる幅で詰めることです。
温度と速度は別項目に見えて、実際には連動します。
たとえばPETGで温度が高めのまま速度だけ上げても、溶けた樹脂が長く伸びやすい状態はあまり変わりません。
逆に速度を50mm/s前後に整えてから温度を5℃下げると、糸の太さや切れやすさがはっきり変わることがあります。
筆者はこの組み合わせを見るとき、先に速度を落ち着かせてから温度を触るほうが、結果の読み違いが少ないと感じています。
スライサーの名称差も、この段階で意識しておくと迷いにくい設計です。
CuraではCombing ModeやCoasting、Outer Wall Wipe Distanceのような英語UI名で探す場面があります。
PrusaSlicerではCombing相当がAvoid crossing perimeters、Wipe系はWipe while retractingとして現れます。
OrcaSlicerも近い役割の設定がありますが、表記が少し違うことがあるので、日本語名だけで探すより英語UI名も頭に入れておくと設定項目にたどり着きやすいのが利点です。
Wipe/Coastingは“最後に”触る理由
WipeとCoastingは確かに効きますが、位置づけは主治療ではなく微調整です。
リトラクション距離、速度、温度、プリント速度が未整理のまま先に入れると、糸引きの原因を解決したのか、見えにくくしただけなのかが判別しづらくなります。
補助機能から先に触ると、次に素材を替えたとき再現性が落ちやすいのも厄介です。
Cura系で試すなら、起点はWipe 0.4mm、Coasting Volume 0.064mm³、Minimum Volume Before Coasting 0.8mm³あたりが入りやすい数字です。
ここから±25〜50%ほどの幅で小刻みに動かすと、効き方を見やすくなります。
Coasting Volume 0.064mm³は数値だけ見ると小さく見えますが、実際には終端の余圧を抜くには十分効くことがあります。
一方で、増やしすぎると終端が痩せたり、小さな欠けが出たりするので、効果が見えたところで止めるのがコツです。
Wipeも万能ではありません。
外壁上を短くなぞる動作なので、シーム付近の擦れ方が変わることがあります。
見た目を詰める段階では有効ですが、根本の押出条件がズレたまま使うと、別の表面不良に置き換わるだけになりやすいのが利点です。
だからこそ、前段で整えた条件の上に薄く乗せる使い方が合っています。
💡 Tip
WipeやCoastingは「効くかどうか」より「どこまで足すと副作用が出るか」を見る設定です。少し加えて改善し、さらに増やすと外周終端が痩せるようなら、その一段手前が実用域になりやすいのが利点です。
PrusaSlicerでは独立したCoasting項目より、Wipe while retractingやAvoid crossing perimetersの組み合わせで仕上げる場面が多くなります。
CuraのCombing/Coasting、PrusaSlicerの外周横断回避/ワイプ、OrcaSlicerの相当機能は、名前は違っても狙っているのは同じで、移動中の糸を減らし、終端の余りを整えることです。
先に基本条件を詰めておけば、この補助設定は短時間で答えに近づきやすくなります。
PLA・PETG・TPUで違う対策

PLAの優先順位
PLAは3素材の中では調整結果が読みやすく、糸引き対策の基本手順がそのまま効きやすい素材です。
優先順位としては、まずリトラクションを整え、その次に温度を下げ、軽く吸湿も疑う流れが収束しやすいのが利点です。
PLAの一般的なノズル温度目安は190〜220℃なので、この範囲の中で低め側へ寄せる調整がやりやすい素材でもあります。
起点の置き方も比較的はっきりしています。
ダイレクト式ならリトラクション距離1.0〜1.5mm、速度35mm/s前後、ボーデン式なら4.0〜4.5mmあたりから入ると、変化を観察しやすいのが利点です。
PLAで糸が残るとき、距離を少し足すだけで改善する場面は多いのですが、そこで止まりきらないなら温度の見直しに移ります。
たとえば現在値から5℃刻みで下げると、ノズル移動後の糸が細くなって切れやすくなることがあります。
PLAはPETGほど露骨ではないものの、保管状態が悪いスプールでは糸引きが増えることがあります。
新しめのPLAで設定が合っているのに毛羽立ちが増える場合、筆者はここで軽く乾燥状態を疑います。
強い吸湿対策を最初から主役にするより、まずは温度とリトラクションを整え、それでも残る違和感を吸湿で切り分けるほうが効率的です。
移動経路の最適化もPLAでは効きやすい判断材料になります。
Cura系ならCombing Mode、PrusaSlicerならAvoid crossing perimetersを使って外周横断を減らすと、空中移動で糸が橋渡しされる回数が減ります。
PLAは基本条件が揃うと、この移動経路の調整だけで見た目が一段きれいになることが珍しくありません。
補助設定を盛るより、先にこの移動の通し方を整えたほうが副作用も少なく済みます。
PETGの要点(温度・乾燥・汚れ)
PETGは明確に糸を引きやすい素材で、PLAと同じ感覚で合わせると崩れやすいのが利点です。
優先して見るべきなのは温度、乾燥、ノズル先端の汚れで、リトラクションはそのあとに少なめから詰めるほうが迷いません。
PETGの一般的なノズル温度目安は220〜250℃ですが、糸引き対策では推奨幅の中でやや低め方向へ寄せるのが基本です。
たとえば240℃付近で糸が多いなら、235℃、さらに230℃という順で見ていくと、伸び方の差がはっきり出ます。
PETGで見落としやすいのが、ノズル先端に付く樹脂の汚れです。
先端に小さな溜まりが付くと、それ自体が移動中に引っ張られて糸の発生源になります。
設定だけ見直しても改善が鈍いとき、筆者はノズル先端をこまめに見ます。
PETGはここが汚れているだけで「設定が合っていないように見える」ことがあるので、温度調整と同じくらい欠かせません。
乾燥の効きも大きい素材です。
湿ったPETGは、ただ糸が増えるだけでなく、表面が微細に毛羽立つように荒れて見えることがあります。
筆者の環境でも、見た目だけならヒートガンで軽く炙ると一時的に整いますが、根本的に効いたのは乾燥と温度の見直しでした。
見栄えの修正はできても、押出そのものが不安定なままでは再発しやすいという感覚です。
リトラクションは、PETGでは強く入れすぎないほうがまとまりやすいのが利点です。
ダイレクト式なら0.6〜1.2mm、速度30〜35mm/sあたりを起点にして、少なめかつやや遅めから入ると暴れにくくなります。
PETGは「もっと引けば止まる」と考えたくなりますが、実際には温度が高すぎる、乾燥不足、先端の汚れという別要因が残っていることが多いです。
そこで距離だけを増やすと、改善の筋道が見えにくくなります。
素材別の比較表を作るなら、PETGは「糸引きしやすい」「乾燥の影響が大きい」「ノズル汚れが症状を悪化させやすい」という3点を並べると実態に近くなります。
推奨起点の小表でも、断定値ではなく温度と距離を幅で持たせた表記のほうが実運用に合います。
TPUの要点(リトラクション弱/無効も検討)

TPUは糸引きしやすいだけでなく、調整の考え方そのものがPLAやPETGと少し変わります。
最大のポイントは、リトラクションを増やしすぎると逆効果になりやすいことです。
柔らかく伸びる素材なので、強く引き戻すと押出経路の中でフィラメントが暴れやすく、かえって不安定になります。
そのためTPUでは、リトラクションを「効かせる」よりむしろ無効〜弱めで試す発想が欠かせません。
ダイレクト式での実務的な経験値の例としては「0mm(無効)→0.4mm→0.8mm」のように小刻みに比較する方法や、速度を低速(例: 15〜25mm/s 程度の範囲をゆっくり試す)で確認するやり方がよく用いられます。
ただし、TPUは硬度・押出経路・スライサー挙動によって大きく変わるため、上記はあくまで筆者やコミュニティで使われる経験値の一例です。
環境依存性が高いことを明示し、必ず段階的なABテストで安定域を見つけてください。
筆者もTPUでは、リトラクションを切った途端に安定した日がありました。
PLAやPETGで効いた調整が、そのままTPUでは裏目に出ることがあるので、素材差の大きさを強く実感します。
特に柔らかいTPUほど、引き戻し量より押出の連続性を優先したほうが、結果として糸も減りやすい印象です。
TPUは弱め固定で決め打ちする素材でもありません。
条件によっては、少し長めのリトラクションが必要になる例もあります。
そこで有効なのが段階テストです。
いきなり広く振るのではなく、0mm、0.4mm、0.8mmのように小さな差で比較すると、どこから不安定になるかが見えやすくなります。
TPUの調整は時間がかかりやすく、テストパターンを何本か回すだけでもかなりの手間になりますが、そのぶん弱め設定の境界を押さえる価値があります。
画像で補足するなら、PLA・PETG・TPUの症状比較表に加えて、ダイレクト式前提の推奨起点を幅で示した小表があると判断しやすくなります。
PLAは1.0〜1.5mm、PETGは0.6〜1.2mm、TPUは0〜0.8mmというように並べると、TPUだけ考え方が違うことが視覚的に伝わります。
温度も同様に、各素材の推奨幅の中で低めへ寄せる方針を添えると、設定の優先順位が整理しやすくなります。
それでも解決しないときのチェック項目
ハードウェア起因の洗い出し
設定を詰めても糸引きが残るときは、原因がスライサーではなくノズル先端と押出系の物理状態に移っていることが少なくありません。
特に見たいのが、ノズル内残留物と先端摩耗です。
ノズルの中に炭化した樹脂や異材の残りがあると、押出がわずかに乱れ、移動のたびに細い糸を引きやすくなります。
先端が摩耗して出口形状が崩れている場合も同様で、樹脂の切れが悪くなります。
PETGを長く使ったあとにPLAへ戻したのに急に糸が増えた、という場面では、設定より先にノズル交換で一気に整うことがあります。
筆者も、設定を追い込んでも改善しなかった個体でノズルを替えた瞬間に、糸の残り方が明らかに変わったことがあります。
押出経路の摩擦も見逃せません。
ボーデン機ならPTFEチューブの内側の傷や汚れ、ダイレクト機でもガイド部の引っかかりでフィラメントの戻りが鈍くなると、リトラクション設定が合っていても実際の引き戻し量が足りなくなります。
チューブの曲がりが強すぎる、スプールホルダーからの引き出し抵抗が大きい、入口ガイドで擦っているといった小さな抵抗でも、糸引きの症状として表面化します。
柔らかいTPUは特にこの影響を受けやすく、設定の数字よりも経路の素直さが仕上がりを左右します。
もう一つは、エクストルーダーの送り不良です。
ギアが削れていたり、テンションが弱くてフィラメントをしっかり噛めていなかったりすると、引くべき場面で十分に戻せません。
逆にテンション過多でフィラメント表面を潰していても、送りが不安定になります。
糸引き対策でリトラクションを増やしたあとに症状が悪化したなら、設定そのものより、送り機構がその条件に耐えられていない可能性があります。
ここはスライサー画面では見えないので、ギアの摩耗粉、フィラメント表面の削れ跡、押出時の空転音まで含めて見ると切り分けが速いです。
古いフィラメントや品質のばらつきも、ハード寄りの原因として扱ったほうが整理しやすいのが利点です。
同じPLAやPETGでも、ロットが変わるだけで溶け方と糸の出方が変わることがあります。
筆者は設定を疑う前に、予備スプールへ入れ替えてABテストすることがありますが、これであっさり原因が材料側だと分かるケースは意外と多いです。
開封から時間が経ったスプールや、もともと径や巻きの安定感が弱いフィラメントは、設定追い込みのノイズ源になりやすいのが利点です。
マルチツール機も注意したいところです。
たとえばPrusa XLでは未使用ツールのアイドル温度がデフォルトで70℃に置かれていますが、素材や運用によっては、この待機中のわずかな温まり方が先端のにじみにつながることがあります。
単一ヘッド機での感覚のまま見ると見落としやすく、ツールチェンジ時だけ糸が増えるなら、待機側のノズル状態まで含めて考えたほうが筋が通ります。
乾燥・保管の再点検

乾燥はやったつもりでも、実際には足りていないことがあります。
古いフィラメントはもちろん、開封からそれほど経っていないスプールでも、保管が甘いと糸引きの主因になります。
特にPETGやTPUは、設定より先に乾燥状態で差が出やすく、押出音や表面の毛羽立ちがなくても、移動時だけ細く糸を引くことがあります。
前段で触れた温度やリトラクションが噛み合っているのに改善が鈍いなら、材料の水分を疑う価値があります。
乾燥機の表示温度も、そのまま信じないほうが整理しやすいのが利点です。
筆者の手元でも、ドライボックス表示では50℃になっているのに、内部を外部温度計で見ると40℃台に留まっていたことがありました。
そこで置き方と設定を補正してから、乾燥後の挙動が安定しました。
乾燥機の実温不足は、乾かしたつもりなのに糸が減らない典型的な原因です。
表示温度だけで判断すると、設定と材料のどちらが悪いのか見失いやすくなります。
保管状態も再点検の対象です。
乾燥後にそのまま室内へ戻していたり、スプールの出し入れで長時間空気にさらしていたりすると、せっかくの乾燥効果が崩れます。
特に一度吸湿した古いフィラメントは、乾燥前後の差が見えやすいので、印刷結果を比較すると原因が掴みやすいのが利点です。
ノズルやリトラクションをいじるより、同じG-codeで乾燥前後を刷り比べたほうが、問題の芯が見える場面は多いです。
画像で補足するなら、乾燥前後で同じテストモデルの糸の出方がどう変わるか、あるいはノズル先端の汚れを拡大して見せる構成が有効です。
文章だけでは「少し湿っている」と「湿っている」の違いが伝わりにくいのですが、毛羽立ちや先端の樹脂だまりが見えると、設定問題ではないことが直感的に伝わります。
印刷配置の見直し
モデル配置でも糸引きは増えます。
特に複数オブジェクト同時印刷は、ノズルが空中を往復する回数が増えるので、単体では気にならなかった糸が一気に目立ちます。
1個だけなら問題ないのに、同じパーツを4個並べた途端にクモの巣状になるなら、設定不良というより移動回数の増加が効いています。
この場合は、同時印刷を前提にリトラクションをさらに強めるより、まず1個ずつ順次印刷(One at a time)へ切り替えたときの差を見るほうが原因を読みやすいのが利点です。
この差はPETGやTPUで特に大きく出ます。
樹脂が切れにくい素材ほど、オブジェクト間の長い移動がそのまま糸になります。
単体テストでは整っていたのに量産配置で崩れるのは珍しくなく、筆者も量産前の確認では、単体結果だけでなく並べたときの移動経路まで必ず見ます。
造形時間は多少変わっても、順次印刷のほうが仕上がりの判断はしやすいのが利点です。
ノズル移動の始点と終点が増える配置も不利です。
細い支柱が離れて立っているモデルや、小物を広く散らした配置では、トラベルのたびに先端の残り樹脂が橋渡しされます。
逆に、近い位置にまとめた配置では糸の長さが短くなり、後処理も軽く済むことがあります。
糸引きは設定値だけでなく、どう移動させるレイアウトになっているかでも見え方が変わるので、同じモデルでも並べ方で差が出ます。
マルチツール機では、配置とツール待機の組み合わせで症状が強まることがあります。
ツールチェンジのたびに待機ノズル側で樹脂がわずかににじみ、そのまま復帰後の移動で糸になる流れです。
単一素材・単一ツールのときには出ない糸が、複数ヘッド運用でだけ目立つなら、配置の問題に見えて実際はアイドル温度の影響が重なっていることがあります。
こういう場面では、モデルを減らして移動頻度を下げるだけで挙動が素直になります。
まとめ — 迷ったときのデフォルト手順
最短で効果が出る順番
迷ったら、同じテストモデルで設定を1項目ずつ動かしてください。
触り始めはリトラクション距離、その次に速度、温度、乾燥、移動経路、WipeやCoastingの順が基本です。
筆者はテストごとに「距離」「速度」「温度」「乾燥」の4列だけを並べたスプレッドシートに記録していますが、これだけでも迷いが減って、再現性が一気に上がります。
やりすぎ注意リスト
糸引きを減らしたいときほど、強く触りすぎないことが欠かせません。
リトラクション距離は伸ばせば伸ばすほど有利というものではなく、狙いとしては原則5mm超まで追い込まないほうが安全です。
温度も同様で、推奨範囲の外まで無理に下げると別の不良に振れやすくなります。
補助設定も入れどころを間違えないほうがきれいに収束します。
WipeやCoastingは効く場面がありますが、改善の主役ではなく仕上げです。
糸引きが残るからといって最初からそこを大きく触るより、乾燥と移動経路を整えてから、必要なら小さく足すほうが失敗しにくい設計です。
素材別の優先順位(要点まとめ)
素材で最初の打ち手は変わります。
PLAはリトラクションから入り、次に温度、必要なら軽い乾燥という順で十分まとまることが多いです。
PETGは温度、乾燥、ノズル先端の清掃を先に見て、そのあとでリトラクションを微調整するほうが早く整います。
TPUは低速を先に固めて、リトラクションは弱め、場合によっては無効も視野に入れると安定しやすいのが利点です。
記事全体を通してのデフォルト手順は、比較条件を固定して1回は必ず刷り、変更を記録し、改善が鈍ければ乾燥と移動経路の最適化へ進み、補助設定はそのあとに回すことです。
要点はフローチャート化すると判断しやすいので、作業前に簡単な手順図を手元に置いておくとブレません。
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、
光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。