光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。
ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。
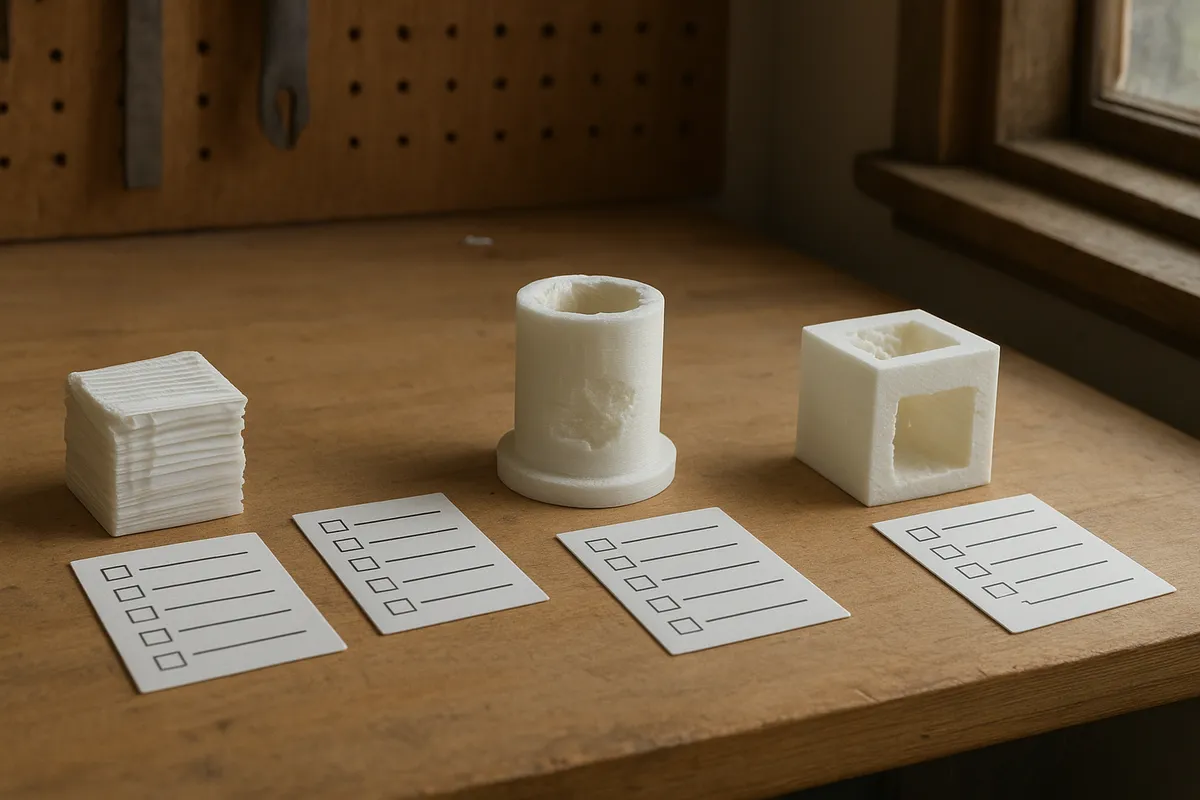
この記事は、光造形(LCD/MSLA)でありがちな「プレートに付かない」「途中で剥がれる」「FEPに残る」「欠ける・歪む・ベタつく」を症状別に切り分けたい人向けに、原因候補を優先度つきで絞り込むための実践ガイドです。
確認の順番は、まずプレート・レベリング・レジン温度の基本3項目、その後に通常層と初期層の露光、サポートと配置、FEPとタンク、後処理へと進めます。
設定は一度に1項目だけ、たとえば通常露光を2.5秒から5秒へ、サポート密度を50%から60%へという形で比較しながら追い込むのが、遠回りに見えていちばん早い解決策です。
光造形3Dプリンターで起こる造形失敗は、まず症状で切り分ける

代表症状6つと優先して疑う原因
光造形の失敗は、設定項目を端から全部いじるより、見えている症状から逆算するほうが圧倒的に早いです。
原因は多岐に見えても、実際には「プレート密着不良」「FEP張り付き」「サポート不足」「露光の過不足」「温度」「後処理不良」に整理できます。
筆者はまず、失敗品を見てどの分類に入るかを決め、その症状で優先順位の高いところから潰していきます。
プレートに付かない症状では、最初に疑うべきなのはビルドプレートの汚れやレベリング不良です。
ここがずれていると、初期層が十分に押し付けられず、どれだけ露光を盛っても安定しません。
その次に初期層露光不足、さらにレジン温度の低下を見ます。
冬場に食いつきが急に悪くなるのはこの順で説明できることが多く、そこまで確認しても改善しないときにFEPの劣化や張り付きやすさを疑う流れです。
途中で剥がれる症状は少し厄介で、初期層は成功しているぶん見落としが増えます。
ここではサポート不足や配置のまずさを早めに疑うのがコツです。
特に断面積が急に増える向きや、島が途中から現れるモデルは、通常層で引き剥がし力に負けやすくなります。
その次に通常層露光不足、レジン低温による硬化不良、FEPの状態という順で見ると整理しやすいのが利点です。
筆者も、小物では平置きで問題なく出ていたモデルをそのまま大型化したとき、症状が「プレートに付かない」ではなく「途中で剥がれる」に変わったことがありました。
最初は露光時間だけを触っていたのですが、診断の順番で追っていくと、原因は露光よりサポート不足と配置ミスでした。
モデルを少し斜めにして、途中で現れる島状の部分に支えを足したところ、そこでようやく安定しました。
光造形はサイズが変わるだけで剥離力の条件が変わるので、成功した配置をそのまま拡大して流用すると、急に失敗側へ転ぶんですよね。
FEPに残る症状は、プレート側ではなくタンク側に負けている状態です。
優先度が高いのはサポート不足と露光不足で、モデルの一部だけがタンクに貼り付いて以後の造形を邪魔します。
次に見るのがFEPの傷や曇り、張りの異常です。
フィルムが硬化・損傷していると剥離挙動が悪化し、正常な設定でも失敗が増えます。
欠ける症状では、細部のサポート不足と洗浄時点での未硬化残りを先に見ます。
細い突起や先端は、造形中に支え切れていないか、洗浄で弱った状態のまま触って欠けていることが多いです。
続いて露光不足で層が脆いケースを疑います。
逆に、後処理を強くかけすぎて脆くなっている場合もあります。
歪む症状は、配置の無理とサポート配置の偏りが起点になりやすいのが利点です。
大きな平面を水平に近い角度で置いたり、片側だけ支えが弱かったりすると、剥離時の力が片寄って反りやねじれが出ます。
その次に露光過不足、温度変動を見ます。
積層厚は一般に0.05mmから0.15mmが多いですが、細かくするほど層数が増え、引き剥がし回数も増えるので、形状によっては歪みやすさの印象が変わります。
ベタつく症状は造形中ではなく後処理の問題として切り分けるのが基本です。
優先して見るべきなのは洗浄不足、その次が二次硬化不足です。
表面に未硬化レジンが残っているだけなのか、内部まで硬化が回っていないのかで対処は変わります。
逆に二次硬化をかけすぎると黄変や割れにつながることがあるので、ここは「足りないからとにかく長く当てる」方向に振り切らないほうが安定します。
症状→原因→対処の診断表
症状を見たら、まず基本3項目を整え、そのあと露光、サポート、FEP、後処理へ進むと迷いません。
流れとしては、症状を選ぶ → プレート・レベリング・温度を是正する → 初期層または通常層の露光を調整する → サポートと配置を見る → FEPとタンクを点検する → 必要なら後処理を見直すという順です。
順番を崩すと、たとえば配置が悪いだけなのに露光だけ上げ続けて別の不具合を呼び込みやすくなります。
下の表は、読者が自分の失敗をどの系統に分類すればよいかを短時間で判断するためのものです。
| 症状 | まず疑う分類 | 優先して見る原因 | 対処の方向 |
|---|---|---|---|
| プレートに付かない | プレート密着不良 | プレートの汚れ、レベリング不良、初期層露光不足、低温、FEP劣化 | プレート清掃と再レベリングを先に実施し、次に初期層露光と初期層数を見直す。低温時はレジンを適温域に戻す |
| 途中で剥がれる | サポート不足 / 露光不足 | サポート不足、配置不良、通常層露光不足、低温、FEP状態 | モデルの向きを見直し、斜め配置や島の支え追加を優先する。通常層露光は小刻みに調整する |
| FEPに残る | FEP張り付き | サポート不足、露光不足、FEPの傷・硬化・曇り | 残った破片を除去し、サポート起点を増やす。露光を見直し、FEPに傷や曇りがあれば交換する |
| 欠ける | サポート不足 / 後処理不良 | 細部サポート不足、露光不足、洗浄時の扱い、二次硬化のかけ方 | 細い部分の支えを増やし、洗浄中の負荷を減らす。必要に応じて露光を再調整する |
| 歪む | サポート不足 / 配置不良 | 大きい平面の置き方、支えの偏り、露光過不足、温度 | 平面を寝かせすぎない配置に変え、支持点を分散させる。露光は過不足の両面を疑う |
| ベタつく | 後処理不良 | 洗浄不足、二次硬化不足、洗浄液の劣化 | 洗浄工程を見直し、表面の未硬化レジンを落としてから二次硬化する |
露光調整では、通常層と初期層を分けて考えるのが欠かせません。
ChiTuBoxでも通常層の露光時間と初期層の設定は別項目になっていて、初期層は長めに確保する前提の設計です。
筆者は定着不良なら通常層ではなく初期層側から触り、途中剥がれなら通常層とサポートを先に見ます。
ここを逆にすると、底だけ異常に強く付いて上は弱い、といったアンバランスな状態になりがちです。
💡 Tip
露光時間を増やして一時的に成功率が上がっても、配置やサポートの起点が悪いままだと別のモデルで再発します。診断表では、露光は単独の万能薬ではなく、症状ごとに見る順番の中で扱うと整理しやすくなります。
表だけだと迷う人向けに、実際の診断の通し方を文章で置き換えるとこうなります。
プレートに付かないなら、基本3項目を整えたうえで初期層へ進みます。
途中で剥がれるなら、基本3項目の次は通常層露光とサポートです。
FEPに残るなら、露光だけでなくタンク側のフィルム状態まで含めて見ます。
欠ける、歪む、ベタつくは、それぞれサポート、配置、後処理の比重が高いので、造形前の設定ミスなのか、造形後の処理ミスなのかを先に分けると判断が速くなります。
症状の見え方が似ていても、対処の入口は違います。
たとえば「途中で剥がれた」と「FEPに残った」は同時に起こりやすいですが、前者は剥離力に負けた結果、後者はタンク側に残留した結果として見ると整理しやすいのが利点です。
この切り分けができるようになると、失敗ログの取り方も楽になります。
補足:SLA/DLP/LCDの方式差と家庭用LCDの注意点
ここでいう診断の考え方は、SLA、DLP、LCD/MSLAのどれにも通じます。
違いは光の当て方で、SLAはレーザーで点を描き、DLPはプロジェクターで面を露光し、LCD/MSLAはLCDマスク越しに面を露光します。
方式の違いで得意不得意はありますが、失敗の切り分けとしては、プレート密着、剥離、サポート、露光、温度、後処理の順で考える軸は共通です。
家庭用で主流なのはLCD方式です。
高解像度化しやすく、14Kや16K級の機種も珍しくなくなりましたが、その一方でLCDパネル自体がUVと熱で消耗する点は押さえておきたいところです。
FEPばかり見ていて、実は露光面側の劣化で安定しなくなっていた、というパターンは家庭用LCDでは起こりえます。
長く使っているのに急に露光の通り方が不安定になったとき、フィルムや設定だけで説明しきれないなら、LCD側の消耗も診断の候補に入ります。
業務用SLAの文脈では高精細や大型造形の話が前に出やすいですが、家庭用LCDではまず日々の安定性が欠かせません。
たとえば積層ピッチを細かくすると、100mmの高さでも25μmなら約4,000層になります。
層数が増えるぶん、露光回数も剥離回数も増えるので、細かくすればするほど成功率が自動的に上がるわけではありません。
微細形状を優先する場面と、まず安定して完走させる場面は分けて考えたほうが、家庭用機では結果がまとまりやすいのが利点です。
方式差は知っておくと便利ですが、トラブル対応の実務では「どの光源か」より「いま出ている症状がどの分類か」のほうが役に立ちます。
家庭用LCDを使っているなら、プレート、露光、サポート、FEP、後処理に加えて、LCDは消耗品でもあるという前提を頭の片隅に置いておくと、原因の見落としが減ります。
最初に確認するべき3項目|ビルドプレート・レベリング・レジン温度
プレートに付かない症状では、露光設定を触る前に機械側の基本条件を整えたほうが早く解決することが多いです。
筆者も、久しぶりに印刷を再開した日に「同じ設定なのにまったくプレートに付かない」という状態が連発したことがあります。
そのとき効いたのは、露光時間の大きな変更ではなく、プレートの脱脂とレベリングのやり直しでした。
設定ファイルは前回成功時と同じでも、表面の皮膜や固定状態のズレのような“基本条件”が崩れるだけで、初期層の食いつきは簡単に不安定になります。
チェック1:プレート清掃と固定
まず見るべきなのは、ビルドプレート表面が本当に清潔な状態かどうかです。
見た目にはきれいでも、手で触れたときの皮脂、前回造形で残った薄いレジン皮膜、洗浄液の拭き残しがあると、初期層の密着力が落ちます。
こういう汚れは一見わかりにくいのですが、プレートに付かない失敗では頻出です。
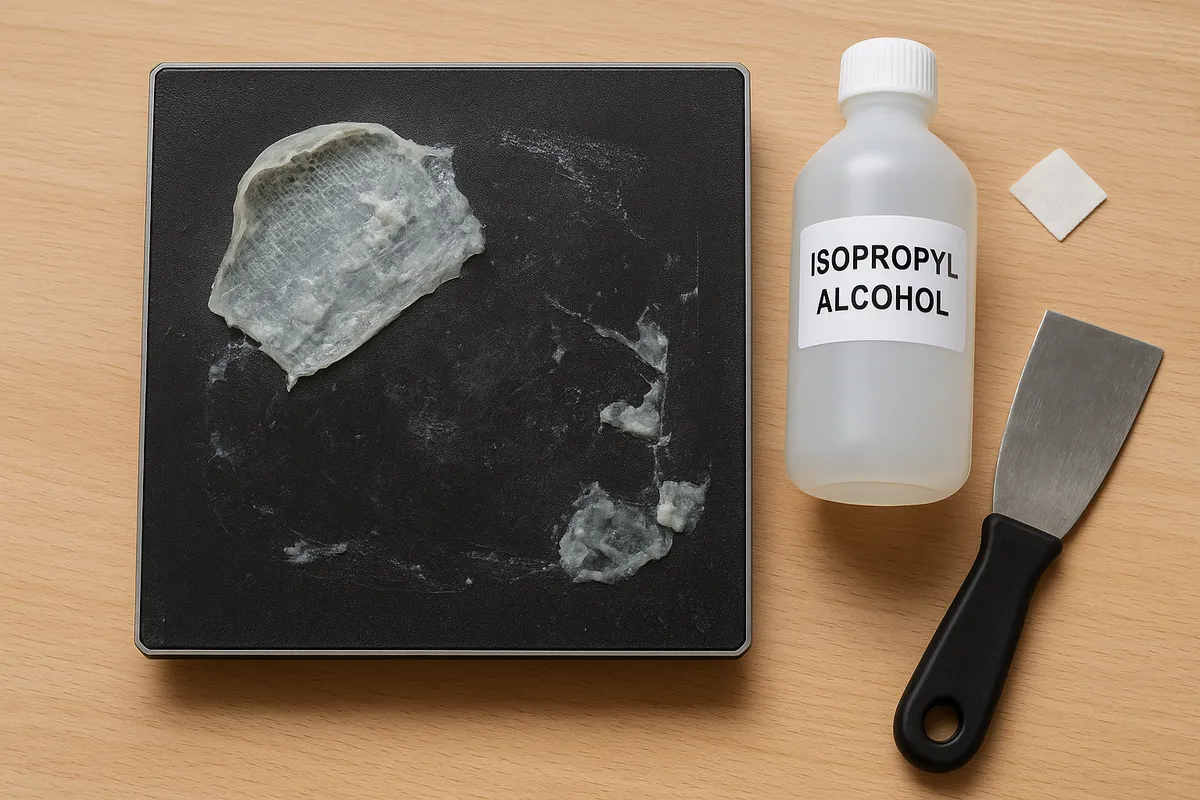
清掃には IPA や無水エタノールが一般的に使われますが、プレートの材質によっては表面を損なう可能性があります。
まずはご使用の機種のメーカー推奨洗浄剤を確認してください。
作業時は換気を十分に行い、ゴーグル・手袋を着用し、可燃性に注意(火気厳禁)して行ってください。
清掃と同時に、プレートの固定状態も見ます。
取り付けネジが締まっているつもりでも、わずかなガタがあると初期層の押し付け条件が毎回変わります。
押したときに微妙に動く、締め込んだ感触が浅い、左右で座りが違うといった状態は見逃せません。
造形失敗を設定のせいにしがちですが、ここが不安定だと露光を増やしても根本解決になりません。
この段階で、レジンタンク内も軽く確認しておきたいところです。
硬化片や異物が残っていると、プレート側ではなくタンク側に問題があるように見えて、診断がぶれます。
底面に小さな破片が沈んでいないかを見て、見つかった場合は除去し、必要ならろ過してから次の確認に進むと切り分けがしやすくなります。
ここで異物が出るようなら、次のFEP診断にもつながります。
チェック2:レベリングの再確認
プレートが清潔でも、レベリングがずれていれば初期層は安定しません。
特に「前は出ていたから大丈夫」と思っていると、ここが盲点になります。
プレート着脱や清掃のたびに微妙なズレは入りえますし、固定ネジを触っただけでも基準面は変わります。
再確認の考え方はシンプルで、Z原点を取り直すつもりで手順を最初からやることです。
中途半端な再調整より、初期化してやり直したほうが結果が安定します。
筆者がプレートに付かない症状を連発したときも、結局はこの再実施が決め手でした。
脱脂だけでは戻り切らず、レベリングをやり直したところ、同じレジン、同じデータ、同じ露光設定でもすっと定着しました。
そこで改めて実感したのは、光造形は設定値だけでなく、プレートの基準面がそろって初めて再現性が出るということです。
レベリングをやり直すときは、ネジの締め方も雑にしないほうが安定します。
片側だけ先に強く締めると、プレートがわずかに傾いたまま固定されることがあります。
均等に締めて、押し付け面が素直に出る状態を作るほうが、初期層の全面密着につながります。
この時点でタンク底面の異物チェックも合わせて済ませておくと、原因の重なりを減らせます。
レベリングを正しく取り直しても、タンク内に硬化片があれば初期層が局所的に乱れます。
プレート、基準面、タンク内部の3点がそろって、やっと露光設定の評価が意味を持ちます。
チェック3:室温20℃・レジン加温の是正
もうひとつ、見落としやすいのが温度です。
光造形用レジンは室温20℃前後を基準に考えると安定しやすく、寒い環境では一気に失敗率が上がります。
低温時に起きる問題は感覚的なものではなく、理屈があります。
温度が下がるとレジンの粘度が上がり、流れにくくなります。
すると層替えのたびに新しいレジンが均一に広がりにくくなり、流動性が落ちます。
さらに感度も下がって硬化しにくくなるので、初期層の密着も細部の硬化も不安定になります。
要するに、低温では「広がりにくい」「固まりにくい」が同時に起きるわけです。
冬場はこの影響が大きく、レベリングも露光も合っているのに失敗することがあります。
そういうときは、ボトルごと40℃程度のぬるま湯で数分温める方法が実践的です。
レジンが少しやわらかくなって流動性が戻るだけで、初期層の食いつきが急に安定することがあります。
筆者も寒い時期は、設定をいじる前にレジン温度を整えたほうが話が早いと感じます。
密栓したまま温めて、水がボトル内に入らないようにするのが前提です。
⚠️ Warning
冬場に失敗が増えたとき、露光時間だけを先に増やすと原因の切り分けがぼやけます。プレート、レベリング、温度の3つを先に整えると、設定変更が本当に必要かどうかが見えやすくなります。
この3項目は、毎回のプリント前に見る短いチェックリストにしておくと運用しやすいのが利点です。
- プレート表面の脱脂(一般的にはIPAや無水エタノールが用いられますが、プレート材質やメーカーの指示に従ってください)。作業は換気・手袋・可燃性対策を徹底すること
- プレートの固定ネジに緩みやガタがないかを見る
ここを毎回そろえておくと、「設定が悪いのか」「タンク側に問題があるのか」の判別が速くなります。
次に見るべきFEPの傷や曇りも、基本条件が整っているほど判断しやすくなります。
露光時間と初期層の調整手順|変更前→変更後で追い込む
通常層と初期層の役割と優先調整順
ここからの調整は、前段でプレート、レベリング、温度がそろっている前提で進めます。
露光設定には似た名前の項目が並びますが、役割ははっきり分かれます。
通常層露光は、造形の大半を占める各レイヤーをどれだけ硬化させるかを決める設定で、ディテールの出方、エッジのシャープさ、造形時間のバランスに直結します。
短すぎると層が弱くなって途中で剥がれやすくなり、長すぎると太りやつぶれが出やすくなります。
対して初期層露光は、ビルドプレートに食いつかせるための設定です。
ここは細部表現よりも密着優先なので、通常層より長めに取るのが基本です。
調整の順番も、この役割に沿って考えると迷いません。
途中で剥がれる、細い部分が育たない、FEP側に残るといった症状なら、先に触るのは通常層露光です。
プレートに乗り切らず、出だしから剥がれる症状なら、初期層露光を疑います。
ただし実際の現場では両方を同時に動かしたくなりがちです。
そこを我慢して、1回に1項目だけ変えるのが再現性を作るコツです。
筆者はこの原則を崩したときほど、何が効いたのか分からなくなりました。
通常層露光は小刻みに追い込むのが扱いやすいのが利点です。
たとえば 2.5秒で不足感があるなら、いきなり大きく振らず、まずは 5.0秒までの範囲を段階的に見る、という考え方です。
露光不足の失敗事例では 2.5秒から 5秒へ動かして改善する例もありますし、条件が外れていると 20秒級まで離れているケースもあります。
ただ、家庭用LCD機での実務としては、まず近い範囲から詰めたほうが原因が見やすいのが利点です。
初期層露光は密着不足がはっきり出ているときに段階的に増やします。
25秒でプレート定着が弱いなら、次は35秒というように、こちらも一段ずつです。
秒数自体はあくまで事例で、絶対値として覚えるより、通常層は微調整、初期層は密着不足時に段階増しと捉えると失敗しにくくなります。
材料の色でも必要露光は変わります。
筆者の手元では、着色レジンから透明レジンへ切り替えた直後に、前回の設定のままではFEPに張り付く症状が出ました。
見た目は同じメーカー系統でも、光の通り方が変わると別物です。
このときは通常層露光を1秒ずつ足して様子を見て、さらに初期層露光も10秒延ばしたところで安定しました。
色付きのグリーン系で約7秒だった条件に対して、クリアでは約14秒が必要だった事例もあるので、透明レジンはとくに前の設定を引きずらないほうがいい、というのが筆者の実感です。
この設定を変えた瞬間に世界が変わるんですよね、というのは少し大げさに聞こえるかもしれませんが、透明材への切り替えは本当にそれに近い変化があります。
積層厚との関係も整理しておきたい判断材料になります。
光造形の積層厚は一般に 0.05mmから0.15mm が多く、高精細寄りでは 25μm の設定も使われます。
厚い層は一度に硬化させる体積が増えるので、露光は延長方向で考えやすくなります。
逆に薄い層は短縮しやすい側です。
つまり、レイヤー高さを動かしたのに露光を据え置くと、設定のつじつまが合わなくなることがあります。
露光だけでなく積層厚も変わっていた場合は、評価がぶれやすいので条件を固定してから比較したほうが判断しやすいのが利点です。
検証手順はシンプルです。
同じテストピースを、同じ向き、同じ配置で使います。
その状態で通常層露光だけを1段階上げる、または1段階下げる。
結果を見て、まだ途中剥離や硬化不足が残るなら通常層をもう一段だけ触る。
プレート密着にだけ不安が残るなら、その次に初期層露光を1段階だけ動かします。
この順番にしておくと、通常層の不足を初期層でごまかしてしまう失敗を避けやすくなります。
💡 Tip
露光調整で行き詰まるときは、同一モデル・同一配置のまま通常層だけを1段階動かして比較すると差が読み取りやすいのが利点です。評価軸を「途中剥離」「文字や穴のつぶれ」「表面の太り」に絞ると、次に上げるか下げるかを判断しやすくなります。
変更前→変更後の記録テンプレート

露光合わせは、設定そのものより記録の取り方で差が出ます。
頭の中で「少し増やした」「前回より良かった」と管理していると、数回で必ず混乱します。
筆者はテストピースの追い込みで、記録を取るようになってから調整時間が短くなりました。
必要なのは凝った管理表ではなく、変更前と変更後が一目で分かる形です。
| 項目 | 変更前 | 変更後 | 評価 |
|---|---|---|---|
| レジン名・色 | グリーン系 | クリア系 | 色変更あり |
| 積層厚 | 0.05mm | 0.05mm | 固定 |
| 通常層露光 | 2.5秒 | 3.5秒 | 途中剥離が減少 |
| 初期層露光 | 25秒 | 25秒 | 未変更 |
| 初期層数 | 同一 | 同一 | 固定 |
| モデル配置 | 同一 | 同一 | 固定 |
| 症状 | FEPに張り付く | 一部改善 | 密着はまだ不安定 |
この形の良いところは、何を固定して何を動かしたかが残ることです。
次のテストでは通常層露光だけを 3.5秒 からさらに 1段階上げるのか、それとも通常層は据え置いて初期層露光を 25秒 から 35秒 にするのかを迷いにくくなります。
カラーから透明レジンに切り替えたときの筆者のケースでも、前回設定のままではFEP残りが出て、通常層を1秒刻みで増やしていく中で改善点が見えてきました。
さらに初期層を10秒延長したところでプレート側の安定感が揃ったので、記録がなければ「どちらが効いたか」を切り分けられなかったはずです。
記録では、数値だけでなく見た目の症状も短く残すと役立ちます。
たとえば「穴が埋まり気味」「エッジが甘い」「支持点周辺だけ欠ける」「プレートには付くが中盤で脱落」といった言葉です。
露光は成功か失敗かの二択ではなく、過不足の方向を見る作業なので、症状の質が次の一手を決めます。
造形時間まで書いておくと、ディテール優先なのか、安定優先なのかも判断しやすくなります。
スライサー別:露光設定の場所
スライサー別:露光設定の場所
設定を詰める段階では、スライサー上でどこを触るかがすぐ分かる状態にしておきたいです。
筆者の操作感では、ChiTuBox 系の設定画面では印刷条件周りに露光関連がまとまって見えることが多く、Lychee はプリンターやレジンプロファイルを介して設定を管理する運用例が多い、という印象があります。
ただし UI 名称やメニュー配置はバージョンやローカライズで変わるため、正確な項目名は各ソフトの公式ドキュメントやヘルプを確認してください。
どちらでも見るべき中身は同じで、通常層露光・初期層露光・初期層数・積層厚の4点が押さえどころです。
サポート不足とモデル配置ミスを直す
斜め配置と面積変化の回避
露光を追い込んでも、中盤で剥がれる、端だけ欠ける、ある高さから急に不安定になる。
こうした失敗は、設定値より先にモデルの置き方を疑ったほうが早い場面が多いです。
原因はシンプルで、1層ごとの断面積が急に大きくなる置き方だと、剥離のたびにFEPから引きはがす力が跳ね上がるからです。
大きな面が一気に現れる水平寄りの配置は、見た目以上に負荷が集中します。
斜め配置の基本は、面積の急変を避けることです。
モデル全体を少し傾けるだけで、各レイヤーの断面がなだらかに変化しやすくなります。
するとピール抵抗が分散され、途中剥がれや変形が出にくくなります。
筆者は細いパーツほどこの差を強く感じます。
とくにフィギュアの髪、武器の先端、薄い装飾板のように、先端から徐々に太くなる形状は、真正面から受けるよりも斜めに逃がしたほうが安定します。
積層痕の見え方も、向きで変わります。
見せたい面に対して段差が目立ちにくい方向を選ぶと、同じ積層厚でも仕上がりの印象が変わります。
平滑に見せたい正面を守るのか、サポート痕を裏に逃がすのか、どちらを優先するかを先に決めると配置が迷いにくい設計です。
筆者は、正面顔や外装の曲面をきれいに見せたいときほど、見えない裏面とエッジ側に負担を寄せる考え方を取ります。
実際に効果が大きかったのが、フィギュアの髪先が毎回途中で剥がれていたケースです。
露光を触っても改善が鈍く、失敗位置もほぼ同じでした。
そこで髪束の端に太めのサポートを追加し、モデル全体を20°ほど傾けたところ、急に歩留まりが上がりました。
このとき効いたのは露光そのものではなく、髪先が早い段階で単独の島にならないことと、断面積の増え方が穏やかになったことです。
こういう症状は、露光不足に見えても根本は配置と支えにあります。
島の支えと起点の設計

光造形で見落とされやすいのが、島(island)になる箇所です。
これは、そのレイヤーで初めて空中に現れる部分のことです。
下に何もつながっていないのに新しい断面が出るので、そこに支えがなければ、その層はFEP側に残りやすくなります。
途中剥がれ、欠け、パーツの一部だけ消える症状は、この島の見落としで説明できることが少なくありません。
起点の設計では、「どこから造形が始まるか」を意識すると失敗が減ります。
モデル全体を眺めるだけでは足りず、下から順に積み上がる順番で見ることが欠かせません。
髪先、指先、薄いひさし、布の端、顎下の突起、内側にえぐれた装飾は、島になりやすい代表例です。
スライサーの自動サポートは便利ですが、こうした微妙な起点は拾いきれないことがあるので、最初の支えだけは手動で補う前提のほうが安定します。
サポートの太さは、症状で分けると考えやすいのが利点です。
途中で剥がれる、造形の開始点ごと持っていかれるなら、起点にはヘビー寄りの支えが向きます。
最初の数本だけ太くして、そこから先はミディアムでつなぐと、保持力と痕のバランスを取りやすいのが利点です。
逆に、形は出るが先端だけ欠ける、細部が丸まるなら、全体を重くするよりミディアムを増やして接点を散らしたほうが整いやすいのが利点です。
筆者の感覚では、起点が弱い失敗に細い支えを何本足しても、剥離の主荷重を受ける一本が不在だと崩れやすいのが利点です。
サポートは多ければよいわけではなく、どこに付けるかが欠かせません。
取り外しやすい位置としては、見えない裏面、あとで研磨しやすいエッジ、陰になる面が優先です。
逆に、平滑に見せたい頬、広い正面パネル、透明表現を活かしたい表面に強い接点を置くと、造形後の処理負担が一気に増えます。
後処理では400〜600番あたりの研磨が入りやすいので、その工程で触りやすい場所に痕を逃がす発想が効きます。
形を支える設計と、痕をどこに残すかの設計は、実際には同じ作業です。
ℹ️ Note
途中剥がれや欠けが特定の部位で繰り返されるなら、露光値より先に「その部位が島になっていないか」「最初の1本が弱すぎないか」を見ると原因を外しにくい設計です。
サポート密度 50%→60%の効果と副作用
サポート密度の見直しも、露光では解決しない失敗に効く代表的な調整です。
実際に、サポート密度を50%から60%へ上げたことで安定した事例はあります。
意味としては単純で、支点が増えるぶん、細い部位や広がる途中の面を保持しやすくなるからです。
とくに、造形の途中で断面が広がる形状や、薄い板状パーツが連続するモデルでは、少し密度を上げるだけで脱落が止まることがあります。
この変更が効きやすいのは、すでに露光の方向性が大きく外れていないケースです。
プレートには付く、形もある程度出る、しかし中盤で一部が持っていかれる。
こういう症状では、硬化の問題というより、保持点が足りずに負荷が逃げていないことが多いです。
筆者も、露光を何段階か動かしても改善幅が小さいときに、密度を50%から60%へ上げた途端に完走するケースを何度か見ています。
この変化は派手ではありませんが、剥離時の安心感が増します。
一方で、サポートを増やしすぎるデメリットは明確です。
まず痕が増えます。
接点が多いほど除去跡が残りやすく、表面仕上げの手数も増えます。
次に取り外しが難しくなります。
密集したサポートは工具を入れにくく、細いパーツを巻き込んで割りやすいのが利点です。
さらに樹脂消費も増えます。
本体よりサポートの占有が目立つ配置では、安定化の代わりに材料効率が落ちます。
つまり、密度アップは万能策ではなく、50%で不足する場面に60%を当てるくらいの、狙った使い方がちょうどよいです。
ここでも大事なのは、全体を無差別に増やすのではなく、起点まわりと荷重のかかる部位を優先することです。
髪束の端、布のひるがえり、武器の先端、薄い羽の付け根のように、失敗しやすい場所だけを少し濃くすると、痕と安定性のバランスが取りやすくなります。
専門メディアのTenagleが紹介している光造形の失敗事例でも、露光だけでなく配置とサポート密度の調整が改善の軸になっています。
途中剥がれや欠けは、数値を上げれば解決する問題に見えがちですが、実際にはどこで支えるかのほうが支配的なことが多いです。
露光調整のセクションとつなげて言えば、露光は「固まるか」を整える項目で、配置とサポートは「剥がれずに持ち上がるか」を整える項目です。
中盤脱落や局所的な欠けが残るなら、原因の主戦場は後者にあります。
ここを直した瞬間に、同じ露光設定でも造形の安定感が別物になることがあります。
FEPフィルムとタンクの劣化診断|傷・たわみ・硬化片の影響

FEP劣化のサインと失敗症状
露光やサポートを詰めても失敗が止まらないとき、機械側で真っ先に疑いたいのがFEPフィルムです。
光造形では各層で硬化したレジンをFEPから引き剥がすので、この面の状態が悪いと、設定が合っていても造形は不安定になります。
とくにFEPに残る症状は、露光不足や支え不足だけでなく、FEPの傷・曇り・硬化が引き金になっていることが珍しくありません。
ピール不良の兆候は、音と見た目に出やすいのが利点です。
いつもより剥離音が重い、引っかかるような異音がする、タンク底が曇って見える、薄い擦り傷が増える、局所的に白っぽく白化する。
このあたりが揃ってきたら、単なる使用感ではなく、剥離条件が崩れ始めている合図です。
表面が荒れたFEPは離型が悪くなり、硬化層が素直に離れません。
その結果、サポートの弱い場所から千切れたり、一定の位置で欠けたり、薄い断面だけFEP側に持っていかれたりします。
筆者も一度、小さな白い擦り傷を「まだ使える範囲だろう」と放置したことがあります。
そのときは露光やサポートを触っても改善せず、毎回ほぼ同じ高さで一部が欠けました。
モデル側の問題に見えても、再現位置が妙に揃うときは機械側を疑うべきです。
実際にFEPを交換したらその欠けがぴたりと止まり、剥離音も明らかに軽くなりました。
こういう変化は分かりやすく、設定不良ではなくFEPの劣化だったと判断できました。
傷は離型不良を招き、穴や深い傷はさらに危険です。
FEPに穴が開くとレジンがタンク外へ漏れ、LCD側まで回り込むことがあります。
ここまで行くと単なる造形失敗では済まず、清掃負担が一気に増えますし、LCD破損につながる可能性も出てきます。
タンク底に白化や点状の傷が増えているのに使い続けるのは、失敗率だけでなく機械保護の面でも得策ではありません。
交換判断は、見た目と症状の再現性で考えると整理しやすいのが利点です。
曇りや傷が進行している、ピール音が以前より重くなった、同じ層付近で失敗が繰り返される、FEPに残る症状が特定部位で再発する。
この条件が重なるなら、露光をさらに追い込むよりFEPの状態確認を優先したほうが原因を外しにくい設計です。
家庭用のLCD/MSLA機は高解像度化が進んでいますが、フィルム面が荒れていれば、その解像感を支える前提が崩れます。
硬化片除去とレジンろ過の手順
FEPトラブルを悪化させる代表が、タンク内に残った硬化片です。
小さな破片でも次の層でローラーのように挟まるわけではなく、硬い異物としてFEPを押し、傷や穴の原因になります。
造形途中で何かが剥がれた形跡があるなら、そのまま次のプリントに進むのは危険です。
タンク底の残渣は、次回造形の前に必ずゼロの状態へ戻す必要があります。
手順は難しくありませんが、順番が欠かせません。
まずタンク内のレジンを容器へ戻す際に、紙フィルターまたは金属フィルターでろ過します。
ここで硬化片や半硬化の粒を受け止めます。
紙フィルターは細かいゴミを拾いやすく、金属フィルターは洗って再利用しやすいのが利点です。
どちらを使っても、ろ過せずに戻すより安全性は段違いです。
タンクを空にしたら、底面を光にかざして残渣を確認し、柔らかい道具で傷を入れないように取り除きます。
指先で押して異物感がある場所を探すと、薄い破片も見つけやすいのが利点です。
ここで重要なのは、見えている大きな破片だけ取って終わりにしないことです。
中途半端に硬化した膜や、角に寄った小片が残っていると、次のプリントでまたFEPを傷つけます。
造形失敗後に条件を見直しても再発するケースは、設定ではなく残渣の再噛み込みで説明できることがあります。
FEPを傷める原因のかなりの割合が、失敗そのものより「失敗後の清掃不足」です。
レジンを戻す前のろ過は、露光調整と同じくらい再現性に効きます。
見た目がきれいでも、微細な硬化粒が混ざっていると、細部欠けや面の荒れにつながります。
とくに、途中で剥がれた造形物がタンク内に落ちたあとや、サポート先端が飛んだあとは、レジン全体に破片が散っている前提で扱うほうが安全です。
紙フィルターで一度こしておくと、次のテストで「設定の問題なのか、異物混入なのか」が切り分けやすくなります。
⚠️ Warning
造形失敗後は、タンク底の残渣除去とレジンろ過を同じ作業として扱うと、FEPの二次被害を減らしやすいのが利点です。FEPに残る症状が出た直後ほど、この一手間の効果が大きく出ます。
FEP交換:対角締めと張力の均一化

FEP交換では、フィルムそのものより締め方で結果が変わります。
失敗しやすいのは、一方向だけ先に強く締めてしまうパターンです。
これをやると張力が偏り、片側だけ強く張ったり、逆に一部が緩んだりします。
張りすぎたFEPは剥離抵抗が増え、緩すぎたFEPはたわみが大きくなってピールの挙動が不安定になります。
どちらも、一定層での欠けやFEP残りを誘発します。
実務上のコツは、対角締めで少しずつ均等に進めることです。
ネジを一気に本締めせず、対角の位置を順番に回しながら、全体を何周かかけて揃えます。
自動車ホイールの締め方に近い考え方で、局所的な引っ張りを避けるのが目的です。
四隅の一角だけ先に決めるのではなく、全周で張力を育てるイメージのほうが、面のムラが出にくい設計です。
交換後に見たいのは、表面の平滑さだけではありません。
タンクを斜めから見たときに、不自然なたわみ、片側だけ強い反り、局所的な波打ちがないかも欠かせません。
表面が一見きれいでも、張力が不均一だと剥離音に偏りが出ます。
筆者は交換後、最初のテスト造形でピール音の軽さを重視しています。
音が均一で、層ごとの引っかかり感が減っていれば、張り方がうまくいっていることが多いです。
逆に、新品なのに音が重いなら、フィルム不良より締め込みの偏りを疑います。
FEP交換の判断は、寿命を日数で切るより、症状の積み上がりで見るほうが実用的です。
曇りが広がる、薄傷が深くなる、白化が増える、ピール音が変わる、特定の高さで失敗が再現する。
こうしたサインが出た段階では、露光やサポートの微調整で帳尻を合わせても、根本の剥離条件は改善しません。
機械側の消耗を一度リセットすると、設定変更で見えていなかった本来の挙動が戻ってきます。
FEPは消耗品ですが、交換の質で次の成功率が変わる部品です。
造形後の失敗を防ぐ|洗浄不足・二次硬化不足・過硬化
洗浄と乾燥:媒体別の注意点
ベタつきが残るとき、原因は確率で未硬化レジンが表面や凹部に残っていることです。
造形自体は出ていても、後処理が足りないと「完成したように見える失敗」になります。
ここで切り分けたいのは、洗浄不足なのか、その後のUV二次硬化不足なのかです。
表面がぬるっとして指に抵抗を残す、溝や文字の奥だけ光沢が不自然に強い、時間が経っても臭いが抜けにくいなら、まず洗浄工程を疑ったほうが整理しやすいのが利点です。
洗浄媒体はレジンの種類で考えます。
一般的な標準レジンはIPAでの洗浄が基本で、水洗いレジンはその名の通り水で洗えます。
ただし、水洗いレジンだから雑に水へくぐらせれば十分という意味ではありません。
粘度のある未硬化レジンは表面にまとわりつきやすいので、細い溝、サポートの密集部、穴の内側ほど残りやすいのが利点です。
筆者は水洗いレジンでぬるま湯を使うと落ち方が安定しやすいと感じています。
40℃程度まで上げるとレジンがゆるみ、表面から離れやすくなるためです。
乾燥も見落としやすい工程です。
IPAでも水でも、液が残ったまま二次硬化に入ると、表面だけ先に固まってムラになったり、白っぽさやベタつき感が残ったりします。
洗浄したのに仕上がりが悪いケースは、洗った直後ではなく乾かし切る前にUVへ入れたことが原因になっていることがあります。
特に凹形状や中空の排液穴まわりは、見た目より液が残りやすいのが利点です。
未硬化レジン残りを減らすには、洗浄液の鮮度も欠かせません。
汚れたIPAで長く振るより、比較的きれいな液で短く確実に洗ったほうが表面は整いやすいのが利点です。
筆者は失敗品が続いたとき、露光設定より先に洗浄液の状態を見ることがあります。
後処理の液が飽和気味だと、どのモデルも同じようにベタつきやすくなり、設定由来の不良と見分けがつきにくくなるからです。
ℹ️ Note
洗浄条件の再現性を上げるなら、使ったレジン名、洗浄媒体、洗浄回数、乾燥の取り方、二次硬化の条件を同じ順番で記録しておくと、次回の切り分けが速くなります。
二次硬化:不足/過多の見分け方
洗浄後のUV二次硬化は、足りなくても多すぎても問題が出ます。
不足側では、表面のベタつき、爪で触ったときの柔らかさ、細部の腰のなさとして出やすいのが利点です。
洗浄を適正化してもまだ触感が甘いなら、UV硬化不足の可能性が高いです。
逆に、過度な二次硬化は、割れやすさの増加、細い部位のパキッとした脆さ、透明レジンでの黄変として現れます。
ここは「長く当てれば安全」と考えないほうがうまくいきます。
厚みのある不透明モデルと、薄い透明パーツでは光の入り方が違うからです。
透明レジンは内部まで光が回りやすいぶん、見た目がきれいでも過硬化へ進みやすいのが利点です。
筆者も以前、透明レジンの色味を抜きたい気持ちで二次硬化を長めにかけたところ、期待した透明感より先に黄変が進みました。
それ以降は、黄ばみをUV時間で押し切るのをやめて、先に洗浄を丁寧にして表面の未硬化分を減らし、二次硬化は短めから詰める方向に変えています。
このほうが色残りもベタつきも扱いやすく、透明感も崩れにくくなりました。
見分け方としては、洗浄後に十分乾燥させてもまだぬるつくなら不足寄り、硬くはなったのに細い突起やサポート跡まわりが欠けやすいなら過多寄りです。
黄変が出た透明パーツも、洗浄不足ではなくUVの当てすぎで説明できることが多いです。
つまり、ベタつくからといって無条件で照射時間を足すのではなく、洗浄不足とUV硬化不足を分けて考える必要があります。
調整の考え方は単純で、厚いモデルほどやや長め、薄いモデルや透明パーツほど短めから始めます。
形状ごとの条件差を感覚で処理すると再現性が落ちるので、造形後の状態を見ながら「この厚み、この色、この透明度ならこの条件」という形で記録していくほうが安定します。
露光設定と同じで、後処理も条件管理の積み重ねです。
研磨:400〜600番の使い分け
サポート跡や積層痕を整える工程では、いきなり細かい番手から入るより、400〜600番を起点にしたほうが修正量をコントロールしやすいのが利点です。
サポートの突起が少し残っている、面にうっすら段差がある、その程度なら400番で形を作ってから、必要な箇所だけ600番へ上げる流れが扱いやすいのが利点です。
細かい番手だけで始めると、削れないまま時間がかかり、局所的に押しつけて面を乱しやすくなります。
400番は、サポート跡の頭を落としたい場面や、小さな段差をならしたい場面に向きます。
600番は、その削り跡を整えたり、目立つ面の質感を落ち着かせたりするときに使いやすいのが利点です。
筆者は平面や緩い曲面では400番で最小限だけ当て、エッジ近くや見える面は600番で仕上げることが多いです。
この順番だと削りすぎを防ぎやすく、必要以上に形を変えずに済みます。
注意したいのは、エッジとモールドのダレです。
サポート跡を消すことに意識が向きすぎると、角を丸めてしまい、造形時のシャープさを後処理で失います。
特に光造形は細部の再現が強みなので、面全体をこするより局所的に当てるほうが結果は整います。
狭い範囲だけ番手を上げていくほうが、必要な部分だけを追い込めます。
研磨も洗浄や二次硬化と同じで、条件を残しておくと判断が早くなります。
どのレジンで、どのサポート跡に、どの番手から入れるとちょうどよかったかを記録しておくと、次回に「削りすぎた」「まだ跡が浮く」といったズレが減ります。
造形の成功率はプリント中だけで決まらず、出力後の手順をどれだけ再現できるかでも大きく変わります。
それでも解決しない場合のチェックリスト
条件固定テストの手順
ここまでの対策を入れても失敗が残るときは、設定を一気に動かすのではなく、テストピースで1条件ずつ切り分けます。
筆者はこの段階で、普段使っている本番モデルをいったん外します。
本番形状はサポート、断面積、配置、細部密度が複雑に絡むので、原因が見えにくいからです。
積層厚を固定した小さめのテストピースを使い、変更前と変更後を並べて記録したほうが、失敗要因がはっきり残ります。
手順は単純で、変える項目をひとつに絞ることです。
たとえば最初は露光だけを見て、次の回でサポートだけ、その次に配置だけ、という順で進めます。
露光とサポートを同時に変えると、どちらが効いたのか判断できません。
ChiTuBoxでもLychee Slicerでも、通常層や初期層の設定、サポート条件は個別に触れるので、この「一度に一項目」の原則が再現性を作ります。
記録も欠かせません。
少なくとも、使ったレジン名、色、積層設定、露光条件、サポート条件、気になった失敗の出方は残しておいたほうがよいです。
色違いに替えたときも、同じ銘柄なら据え置きでいけそうに見えますが、実際には露光の最適点がずれることがあります。
透明系と濃色系では反応の出方が違いやすく、クリアレジンで長め、グリーン系で短めに収まる例もあるので、色を変えたら露光も再最適化が前提で考えたほうが崩れにくい設計です。
レジン自体を入れ替える判断も、この段階では有効です。
同じ製品名でもロット差で印象が変わることがありますし、冬場や低温寄りの環境では低温対応をうたう系統へ切り替えたほうが早く収束することがあります。
同条件で再現しない気まぐれな失敗は、タンク内をしっかりろ過してからレジンを総入れ替えしただけで落ち着く場面が多いです。
設定不良に見えていたものが、実際には微細な硬化片や劣化したレジン由来だった、ということです。
最近の家庭用LCD/MSLA機は14Kや16K級の高解像度、最大170mm/h級の高速化まで進んでいますが、失敗解析のやり方は変わりません。
高精細でも高速でも、土台になるのは清掃、レベリング、温度、露光、サポート、FEP、後処理です。
新しい機種ほど自動化や高性能化が進んでも、再現性を作るのは条件固定のテストです。
交換・消耗パーツの最終点検
設定と後処理を詰めても改善しないなら、パーツ側の寿命を疑う段階です。
特にLCD/MSLA方式では、LCDパネルそのものがUVと熱で劣化していく消耗品です。
新品時と同じ露光設定なのに硬化が弱い、全面でなく一部だけ不安定、以前より細部の立ち上がりが鈍い、といった変化が続くなら、設定より先に発光系の劣化を疑ったほうが筋が通ります。
FEPも同様で、前述の傷や曇りだけでなく、張りの変化や剥離感の悪化が積み重なると、条件出しでは吸収しきれなくなります。
毎回少しずつ露光を足して延命するより、交換したほうが一気に安定することは珍しくありません。
プレート側も、レベリングが合っているのに初期層だけ不自然に負けるなら、表面の汚れ残りや局所的な当たりの悪さを見直す価値があります。
この段階では、レジン、LCD、FEP、プレートを同時に疑うのではなく、順番を決めて確認すると迷いません。
筆者はまずレジンを替え、それでも変わらなければFEP、その次にLCDの状態を見ます。
理由は、レジン交換とタンク清掃が最も実施しやすく、LCDはコストも手間も大きいからです。
逆に、明らかな部分欠けや硬化ムラがパネル面に対応しているなら、消耗品としてのLCDを優先して考えます。
ビルドプレートの消耗は見落とされがちですが、長く使うほど表面状態が変わり、脱脂だけでは戻らないケースがあります。
ただし標準の点検項目としては、まず清掃状態、固定のガタ、レベリング再実施、FEP交換歴、LCDの出力低下の順で追うほうが整理しやすいのが利点です。
造形不良が続くと設定ばかり触りたくなりますが、消耗品が限界に近い状態では、数値を追い込んでも安定域が戻らないことがあります。
“自己責任”領域(プレート研磨)の扱い
ビルドプレートにどうしても食いつかないとき、表面を研磨して密着性を上げる方法はたしかに知られています。
実際、400〜600番あたりで軽く表面を整える発想自体は、後処理の研磨と同じく理屈はわかりやすいのが利点です。
ただしこれは標準手順としては推奨しません。
プレートの材質や表面処理の前提が機種ごとに違い、メーカー側で非推奨としている可能性もあるためです。
筆者も、ここは通常のトラブルシュートの延長として気軽に出すべき対策ではないと考えています。
研磨で一時的に改善しても、平面度や表面処理を崩すと、別の不具合を呼び込みやすいからです。
特に新品時のテクスチャやコーティングを前提に設計されているプレートでは、削った時点で元に戻せません。
プレート研磨は「困ったときの定番」ではなく、機種の構造を理解したうえで踏み込む自己責任の領域として切り分けたほうが安全です。
そのため、最終確認フローとしては、プレート研磨の前にやることが残っているかを見直す立て付けになります。
レジン変更、タンクろ過、FEPの交換、LCDの劣化確認、露光の単独テスト、サポートの単独テストまで済ませ、それでも初期層だけが不自然に不安定で、かつプレート表面に明確な問題がある場合にだけ検討対象へ入る、という順です。
少なくとも、標準の解決策として前面に置く手ではありません。
ここでも大事なのは、もし触るとしても条件を増やさないことです。
研磨の有無に加えて露光やレジンまで同時に動かすと、改善しても原因が特定できません。
プレートに手を入れるかどうかの判断自体を、独立したテストとして扱う必要があります。
再現可能な最終確認フローという意味では、むしろ研磨に行く前の段階でどこまで客観的に詰め切れたかが欠かせません。
まとめ|次回造形前の最短アクション
次回の造形前にやることは、症状を1つだけ選び、原因候補を3つ以内に絞ることです。
そのうえで清掃、レベリング、温度の基本3項目を先に確認し、露光時間かサポート密度のどちらか1項目だけ動かしてテストしてください。
筆者は以前、露光を2.5秒から5.0秒へ伸ばすのと、サポート密度を50%から60%へ上げるのを同時に試してしまい、どちらが効いたのか切り分けに余計な時間がかかりました。
タンク内の硬化片とFEPの傷も造形前の短時間点検に組み込み、造形後は洗浄条件と二次硬化の時間を記録に残すと、次回の再現性が一気に上がります。
数値はあくまで事例で、レジンや機種ごとに着地点は変わるからこそ、変更は小刻み、記録は具体的に、失敗ログも捨てないことが効きます。
普段の予防としては、プレート脱脂、レベリング、20℃を目安にした温度管理、レジンのろ過、FEPの定期点検、後処理条件の記録習慣、この6つを回すのが最短です。
条件出しで迷ったら、同時に触る項目を増やさないことが、結局いちばん早道です。
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、
ノズル詰まりの原因と対処法|分解清掃手順
フィラメントが出ない、細くしか出ない、エクストルーダーがカチカチ鳴る。この3つは全部「ノズル詰まり」に見えますが、実際は部分詰まり・完全詰まり・供給不良で対処が変わります。