1層目が付かない原因と直し方|設定順
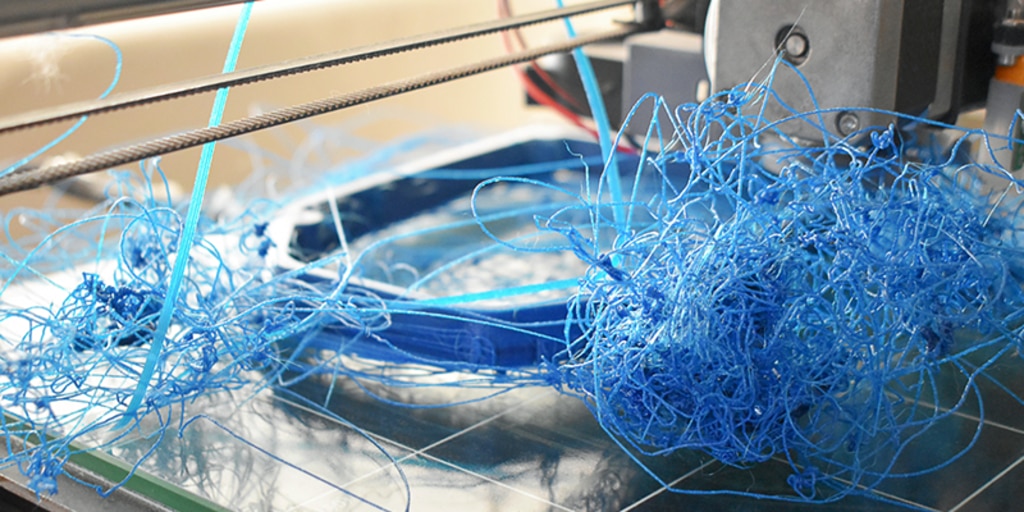
1層目の線が丸く乗る、ノズルに引きずられる、四隅の角が浮く、なぜか片側だけ付かない。
PLAでこうした初層不良が出たとき、筆者がまず疑うのはベッド表面の汚れと、レベリングやZオフセットの不適合です。
この記事は、FDMプリンターで「最初の一層が決まらない」人に向けて、観察で症状を見分け、原因を切り分け、設定を1回につき1項目だけ動かして直していく手順を整理したものです。
筆者(使用環境の例: PEIスプリングスチール、PLA、ノズル0.4mm、レイヤー高0.2mm、室温約22℃)の環境では、初層温度をおおむね200℃→205℃、初層速度を25mm/s→15–20mm/s程度に調整した例で、線が丸い状態からやや扁平になり接着が改善した経験があります。
これはあくまで筆者の経験例であり、機種・ノズル径・フィラメント銘柄や室温によって挙動が変わる点に注意してください。
一般化する場合は「目安」や「レンジ」として提示することを推奨します。
闇雲に温度も速度もフローも同時に触るより、まずは汚れを落とし、次に高さを合わせ、そのうえで数値を小さく動かすほうが、初層はずっと安定します。
1層目が定着しないときに最初に見る症状

初層不良は、見た目が似ていても対策が逆になることがあります。
たとえば「付かない」と感じていても、実際にはノズルが近すぎて押しつぶし過多になっているだけ、というケースは珍しくありません。
筆者はまず、線がベッドに面で貼り付いているのか、線のまま載っているのか、引きずられているのか、場所によって差があるのかを見ます。
ここを切り分けるだけで、Zオフセット、温度、清掃、反り対策のどこから触るべきかが明確になります。
初層の観察では、真上からの見た目だけでなく、できればスマホで斜めから寄って撮るのが有効です。
丸く盛り上がった線、軽くつぶれて隣の線とつながる状態、横にはみ出してバリっぽく見える状態は、写真にすると差がはっきり出ます。
特に四隅や大きい一枚物では、中央は良くても片側だけ悪いということが多く、1か所だけを見て判断すると原因を取り違えやすいのが利点です。
症状の見分け方チェックリスト
筆者が現場で使っている見分け方は、まず症状を形で拾い、その場で主原因候補を1本に絞るやり方です。
下のチェックリストは、初層でよく出る症状を観察しやすい順に並べたものです。
- 線が丸く乗っていて、隣の線と十分につながらない
- 主原因候補: Zオフセットが高い/初層温度が低い/ベッドが汚れている
- 出た線がそのまま残らず、ノズル先端に引っかかって動く
- 主原因候補: Zが高い/初層速度が速すぎる/冷えすぎ/パーツ冷却の風が強い/ノズル先端の汚れ
- 四隅、とくに角だけが先に浮く
- 主原因候補: 収縮による反り/ベッド温度不足/ブリム不足/室温や風
- 片側だけ付かず、反対側は普通に付く
- 主原因候補: ベッドの傾き/局所的な汚れ/ガントリーのねじれ
- 線がつぶれ過ぎて外周が横ににじみ、バリのように出る
- 主原因候補: Zが低すぎる/初層温度やベッド温度が高すぎる
ここで重要なのは、症状を「付かない」でひとまとめにしないことです。
線が丸く載る症状は、ノズルとベッドの距離が遠いときの典型です。
ノズルから出た樹脂が十分に押し広げられないので、接地面積が小さく、そのまま剥がれやすくなります。
逆に、つぶれ過ぎて外へ逃げている場合は、距離が近すぎる可能性が高く、対策はまったく逆向きになります。
断面イメージで考えると見分けやすいのが利点です。
悪い初層のひとつは丸断面で、線が糸ようかんのように盛り上がって見えます。
狙いたいのはやや扁平で、上面が軽く押され、隣の線との境目が自然につながる状態です。
行き過ぎると過扁平になり、外側へはみ出したり、角のエッジが象の足のように太ります。
写真で比較すると、この3つは明確に差が出ます。
筆者は四隅に小さなテストピースを同時配置して初層を見ることがありますが、そのとき「片側だけ付かない」症状が出たことがありました。
ノズル温度や清掃を疑う前に紙レベリングをやり直してみると、その不着側の隅だけ紙の抵抗が明らかに弱く、ノズルとベッドの距離が広い状態でした。
中央では気づきにくいズレでも、四隅の小物を同時に出すと露骨に差が見えるので、ベッドの平行出しやZの偏りを拾うには有効です。
QIDIのトラブルシューティングでも紙を使ったレベリングの考え方が整理されていて、こうした片側不着の切り分けと相性がいいです。
清掃も症状の出方に直結します。
Bambu Labのビルドプレート案内でも、PEI系プレートは密着性が高い一方で表面の状態に影響されやすく、皮脂や汚れの管理が欠かせません。
丸く載る、あるいは一部だけ付かないという症状は、高さの問題に見えて実は指で触った場所だけ油分が残っていた、ということもあります。
筆者の印象では、見た目がきれいでも脱脂前後で初層の“濡れ方”が変わる瞬間があり、この設定を変えた瞬間に世界が変わるんですよね、というより、清掃を戻した瞬間に元の性能が出る感覚に近いです。
素材ごとの出やすい症状にも傾向があります。
PLAはレベリングと表面清掃で改善しやすい一方、PETGはより高い温度帯を使うことが多く、糸引きやノズル先端の汚れと絡んで引きずり症状が出やすいのが利点です。
PETGではノズル温度が230〜250℃、ベッド温度が60〜80℃の範囲で使われることが多いので、初層だけ少し熱を足して密着を作るか、逆に出過ぎや糸引きが強いなら温度やフローを微調整して切り分ける発想が必要になります。
ABSはさらに角浮きが本命のトラブルで、初期層が剥がれないこと自体がその後の成功率を左右します。
プレートを替えた直後に同じ症状が出ることもあります。
スチールPEIから別のビルドプレートへ替えると、板厚や表面の食いつきが変わるので、以前のZオフセットのままでは再現しないことが多いです。
FLASHFORGEのビルドプレート解説やFabLab Shinagawaの運用情報でも、プレート追加や交換のあとにレベリングやZオフセット再調整が必要になる流れは共通しています。
症状が急に変わったときは、材料や気分ではなく、まず“高さの前提が変わった”と考えると整理しやすいのが利点です。
💡 Tip
初層の見分けは、完成品ではなく印刷開始30秒から1分の線で判断すると速いです。1層目の外周とインフィルのつながり、角、片側の差を見るだけで、かなりの確率で原因候補を絞れます。
エレファントフットとの違い

初層不良の相談で混同されやすいのが、エレファントフットです。
これは「付かない」現象ではなく、付き過ぎて下側が横に広がる現象です。
見た目としては、底面の外周が少し張り出し、立ち上がりの角が太って見えます。
初層がベッドに十分食いついているからこそ起きることも多く、線が剥がれる、ノズルに持っていかれる、といった不着系トラブルとは原因の方向が逆です。
見分けるポイントは、初層の線が残っているかどうかではなく、外周の下端がどちらに崩れているかです。
付かない症状では、線そのものが定位置に留まらず、丸いまま乗る、ずれる、引きずられる、角から剥がれる、といった動きが見えます。
エレファントフットでは、線はしっかり貼り付いているのに、横へ逃げて底面だけ太ります。
つまり、失敗の起点が「密着不足」ではなく「押し込み過多」になっています。
原因としては、Zオフセットが低すぎることがまず疑われます。
ノズルが近すぎると、出た樹脂が逃げ場を失って左右へ広がりやすくなります。
そこに初層温度やベッド温度のかけ過ぎが重なると、樹脂が柔らかいまま下で広がり、外周が余計に太く見えます。
付かないから温度を上げたくなる場面は多いのですが、すでに過扁平のサインが出ている状態でさらに熱を足すと、改善ではなくエレファントフットを強める方向に動きます。
初層の断面イメージを言葉で並べると、丸断面は不着寄り、やや扁平は適正、過扁平はエレファントフット寄りです。
写真で比較するなら、丸乗り、引きずり、角浮き、片側不着の4コマに加えて、横から見た断面スケッチがあると理解しやすくなります。
とくに初心者の方は、真上から見ると「付いているように見える」ことがあるので、斜めからの拡大写真と断面のイメージをセットで見ると誤認が減ります。
筆者が初層を見るときも、単にベッドへ貼り付いたかではなく、底面の輪郭が設計より太っていないかを同時に見ます。
うまく付いているつもりで寸法だけ崩れているケースは意外と多く、これを不着対策の延長で処理すると調整が迷子になります。
線が丸くて剥がれるなら高さを詰める方向、しっかり付くのに底だけ太るなら高さを戻す方向、というふうに、症状の向きを正反対のものとして扱うのがコツです。
原因の切り分けはこの順番で行う
優先順位フローの全体像
初層が付かないときは、効きやすい順に一段ずつ切り分けるのが最短です。
筆者はベッド清掃、レベリングとZオフセット、初層速度、初層温度、初層フロー、ベッド温度、補助材とブリム、プレート材質の見直しという順で見ます。
先に温度やフローへ飛ぶと、高さのズレや皮脂汚れを設定でごまかす形になり、あとで別の不具合が出やすいからです。
この順番が機能する理由は単純で、前半ほど「物理的な前提」を整える作業だからです。
ベッド表面が汚れていたり、ノズルとプレートの距離が合っていなかったりすると、どれだけ数値をいじっても初層は安定しません。
SK本舗の失敗例解説やABKSSのトラブル対処でも、初層不良の主因としてベッド面の状態とレベリング、Zオフセットが先に挙がっています。
ここが決まると、その後の速度や温度の微調整が素直に効き始めます。
実際、筆者はプレートを交換した直後に、同じG-codeなのに急に初層が剥がれ始めたことがありました。
最初は「さっきまで刷れていたのだから温度か清掃だろう」と思ったのですが、原因はプレート交換で板厚と表面位置が変わり、以前のZオフセットがそのままズレていたことでした。
ここで温度やフローに逃げず、プレート交換と高さ再調整を結びつけて考えられると、遠回りを防げます。
FabLab Shinagawaの運用情報や『FLASHFORGE ビルドプレートの違い』でも、プレート交換後に再調整が必要という考え方は共通しています。
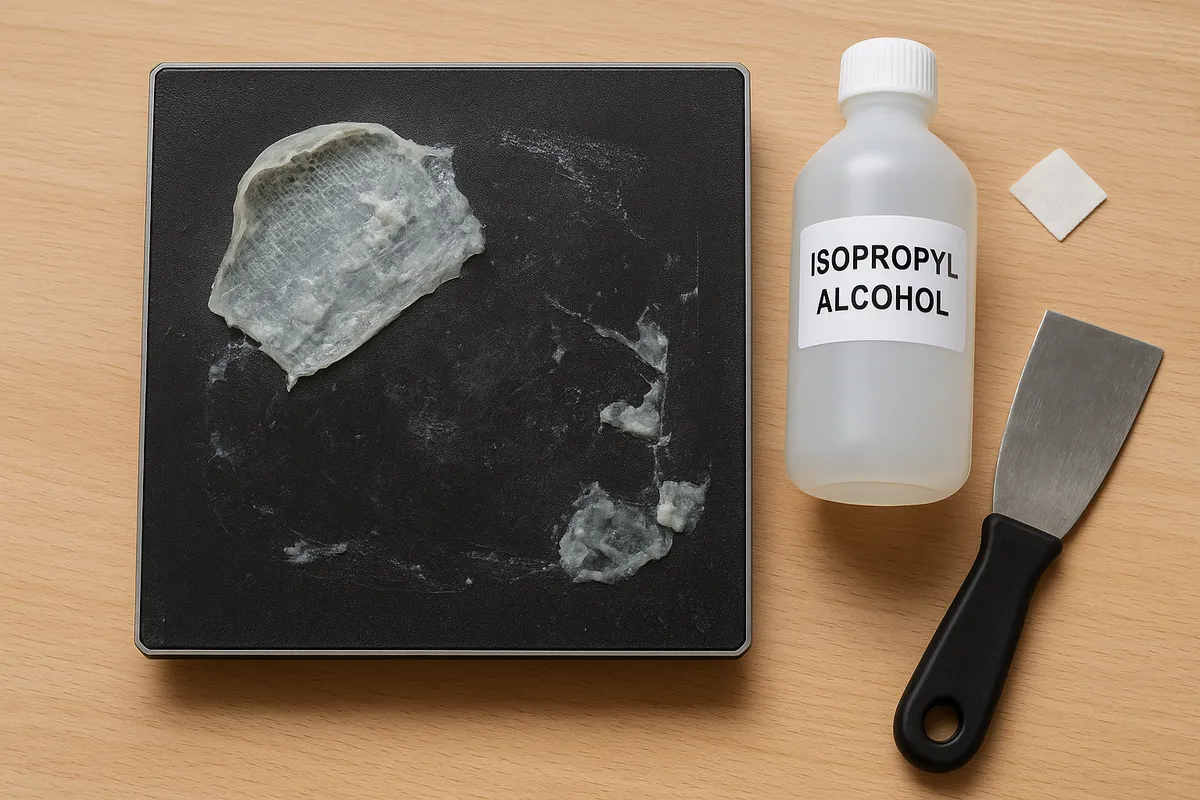
流れを文章で圧縮すると、まず洗剤と水で表面の汚れを落とし、乾燥させるかIPAで脱脂します。
そのうえで紙レベリングを行い、Zオフセットを小さく追い込みます。
そこまでで改善しなければ、初層速度を落とし、初層温度を通常より少し上げ、線の見え方に応じて初層フローを微修正します。
まだ四隅の浮きや面積の大きい底面の不安定さが残るなら、ベッド温度を少し上げ、ブリムを足します。
そこまでやっても安定しないなら、プレート表面そのものの特性を見直す段階です。
図にするなら、症状から原因候補を絞って次の操作に進む判断フローチャートがわかりやすいのが利点です。
たとえば「線が丸い」なら清掃とZ、「引きずる」ならZと速度、「角が浮く」ならベッド温度とブリム、というふうに枝分かれさせると、触る順番を誤りにくくなります。
💡 Tip
初層の切り分けは、一度に一項目だけ変えると結果が読みやすいのが利点です。Zを動かした直後に温度とフローも同時に触ると、何が効いたのか判定できなくなります。

【Adventurer5M】販売ビルドプレートの違いについて
弊社通販サイトで販売されておりますビルドプレートの説明となります。※ノリにつきましては【液体のり】【スティックのり】よりお買い求めできます。※プラットフォームを交換する際は必ずノズルとプラットフォームのレベリングを行って...[続きを読む]
flashforge.jp各段のOK/NG判定ポイント

1段目はベッド清掃です。
5分で見るべきポイントは、触った場所だけ付かない、中央は良いのに端だけ不安定、見た目はきれいでも線が弾かれる、といった症状があるかどうかです。
NGなら、まずは洗剤と水で洗って乾燥させる方法を優先し、その後にIPAで脱脂します。
アルコール系で拭く場合は毛羽の出にくい紙や不織布のほうが扱いやすいのが利点です。
『Bambu Lab ビルドプレート』でも、PEI系は表面状態の影響が出やすい前提で扱われています。
PEIは洗剤洗浄とIPA脱脂の相性がよく、ガラスも脱脂しやすい一方、ビルドシート系は表面処理を傷めない範囲で拭き取り中心に進めるほうが安全です。
ここで線の付き方が均一になればOKで、まだ丸乗りや片側不着が残るなら次へ進みます。
2段目はレベリングとZオフセットです。
ここは初層不良の本命で、OK判定は線が軽くつぶれて隣と自然につながることです。
NG判定は、線が丸い、ノズルに引きずられる、逆に外へにじみ過ぎる、のどれかです。
最初の一手は紙レベリングで四隅と中央の抵抗を揃えること、その次にZオフセットを小さく動かします。
たとえば0.00mmから始めて、少し高い印象なら-0.05mmへ寄せる、といった微調整です。
紙の抵抗が揃っているのに線がまだ丸いなら、ほぼこの段で詰め切れます。
プレート交換後に再調整が必要になるのもこの部分です。
3段目は初層速度です。
高さが合っているのに線が落ち着かず、コーナーや短い線で引きずりやすいなら速度を疑います。
PLAの一般例では25mm/sから15〜20mm/sへ落とすと、初層が急に安定することがあります。
OK判定は、外周の線が置いた位置にそのまま残り、ノズルに持っていかれないことです。
NG判定は、吐出はしているのにベッドへなじむ前に動いてしまう状態です。
速すぎる初層は見た目以上に不安定化の原因になります。
4段目は初層温度です。
速度を落としても線がやや丸く、ベッドへの濡れが弱いときは温度を少し足します。
有力情報として使いやすい目安は通常温度に対してプラス5℃で、PLAなら200℃から205℃へ上げるイメージです。
OK判定は、線の表面が少し落ち着き、面で貼る感触が出ることです。
NG判定は、上げても密着が変わらない、あるいは逆ににじみや糸引きが強くなることです。
ここで効かないなら、温度だけが主因ではないと切り分けられます。
5段目は初層フローです。
見た目で方向を決めるのがコツで、線が細く丸いなら100%から102%へ、過つぶれで外へ逃げているなら100%から95%へ、という一手ずつが扱いやすいのが利点です。
OK判定は、線同士のつながりが改善しつつ、外周が太り過ぎないことです。
NG判定は、増やしたら余計に盛り上がる、減らしたらスカスカになる、という変化です。
QIDIのトラブルシューティングではフロー過多の切り分けとして95%側へ振る考え方が出てきますし、逆に丸い線には102%程度の微増が効く場面があります。
ここでも一気に大きく動かさず、一段だけ触るほうが結果が読みやすいのが利点です。
6段目はベッド温度です。
線そのものは置けているのに、面積が広い底面や四隅だけが時間差で浮いてくるなら、この段の優先度が上がります。
PLAの一般例なら60℃から65℃へ上げる一手がわかりやすいのが利点です。
OK判定は、角の浮き始めが止まり、外周が最後まで残ることです。
NG判定は、密着改善よりも底面のだれや過剰な張り付きが目立つことです。
PETGやABSは温度帯そのものがPLAと異なるので、そこは素材ごとの設定で考えるべきですが、このセクションでは順番の話に留めておきます。
7段目は補助材とブリムです。
設定の前半が概ね合っているのに、広い底面や反りやすい形状だけが不安定なら、ブリム追加が効きます。
ブリムのライン数はモデルや素材に依存するため、経験則としては約3〜8ラインを試すのが扱いやすい目安です(ABSなど収縮が大きい素材では6〜10ライン程度を目安にする場面が多い)。
OK判定は、本体の外周が安定し、ブリム側で収縮を受け止められることです。
NG判定は、そもそも本体の初層線がまともに置けていない状態です。
その場合はブリム以前の段、特にZと清掃へ戻ったほうが早いです。
初層不良を最短で立て直すなら、設定を広く触るより、効く順番で5つだけ進めるほうが再現性が出ます。
筆者はまずプレートを脱脂し、その後に紙レベリング、Zオフセット再調整、初層速度、初層温度の順で詰めます。
ここを1項目ずつ動かすだけで、丸く乗るだけだった線が面で 붙く状態まで戻ることが多いです。
手順としてはシンプルです。
1つ目はプレート脱脂、2つ目は実使用温度での紙レベリング、3つ目はZオフセットの追い込み、4つ目は初層速度を落とすこと、5つ目は初層温度を少し上げることです。
スライサー設定に入りたくなる場面でも、脱脂と高さ調整を先に終えておくと、温度や速度の効き方が素直に読めます。

Bambu ビルドプレート
Bambu テクスチャー PEI プレートは、両面 PEI コーティングをスプレーした柔軟な磁気ビルド プレートです。印刷中、版は優れた接着力を発揮し、冷却後は印刷物を簡単に取り除くことができます。
jp.store.bambulab.com脱脂のやり方と注意点

Step1はプレート脱脂です。
ここで取りたいのは、見えない指紋と油分です。
初層が付かないとき、表面が一見きれいでも、手で触れた跡や前回の樹脂の薄い残りで濡れ方が崩れていることが珍しくありません。
PEIでもガラスでも、この薄い汚れがあるだけで、同じG-codeなのに片側だけ食いつかない状態が起きます。
基本手順は、中性洗剤とぬるま湯でプレート全体を洗い、乾かす流れです。
拭き上げには毛羽の出にくい不織布が扱いやすく、キッチンペーパーより繊維残りを起こしにくい設計です。
水洗いしにくい場面ではIPAかエタノールで拭き取りますが、皮脂を広げないように、汚れた面で何度も往復しないのがコツです。
Bambu Labの『ビルドプレート』でも、表面状態と清掃が密着性に直結する前提で扱われています。
筆者の手応えとしても、洗剤洗いだけでは改善が鈍かった個体で、洗剤洗浄のあとにIPAで仕上げ拭きを入れる二段脱脂へ切り替えたところ、同じ温度と同じ初層速度でも、最初の線が明らかに逃げにくくなりました。
この設定を変えた瞬間に世界が変わる、というより、ベッド側の条件がやっと揃って、設定調整がまともに効く土台ができた感覚です。
脱脂後にやってはいけないのは、印刷面を指でつまんで戻すことです。
プレート着脱のときは縁を持ち、装着後に中央付近へ触れないだけで、初層の再現性は安定します。
ここで改善したなら次の設定変更は不要ですし、まだ丸乗りや引きずりが残るならStep2へ進みます。
紙レベリングのコツ
Step2は紙を使ったレベリングです。
考え方は「隙間をゼロにする」ではなく、「全体の抵抗感を揃える」です。
使いやすいのは80g/m²前後のコピー用紙で、4隅と中央の5点を見ます。
どこか1点だけ強く擦れる、逆にスカスカに抜けるなら、プレートに対してノズル高さが均一ではありません。
作業前にベッドは実使用温度まで予熱します。
PLAなら普段使うベッド温度に上げた状態で行うのが基本で、この記事で挙げた例なら60℃です。
冷えた状態で合わせると、温まったあとに位置関係が変わり、紙の感触と実際の初層がずれることがあります。
QIDIの『トラブルシューティング』でも、紙を使ってノズルとベッドの関係を取る考え方は扱いやすい方法として整理されています。
紙の動きは、引けるけれど引っかかりがある、くらいが基準です。
自由に動くなら高すぎ、紙が引き抜きにくいなら低すぎます。
重要なのは5点で同じ感触に寄せることで、ある一点だけきつい状態を正解にしないことです。
四隅が揃っていても中央が緩いなら中央が高く出る初層不良につながりますし、中央だけきついなら外周では過つぶれでも中央では正常に見える、といった判断ミスが起きます。
紙レベリングは万能ではなく、これはあくまでスタート位置を揃える工程です。
紙の抵抗が均一でも、実際の吐出ではまだ少し高いことがあるので、その詰めを次のZオフセットで行います。
ここを分けて考えると、レベリング作業そのものに無理な精度を求めずに済みます。

なぜ私の3Dプリントは失敗し続けるのか?初心者向けトラブルシューティングチェックリスト
<p>Beginner’s guide to 3D printing failures. Use this troubleshooting checklist to fix first layer issues, extrusi
jp.qidi3d.comZオフセットの刻み幅と目視基準
Step3はZオフセットの再調整です。
紙レベリングで土台を揃えたら、実際に線を出しながら高さを詰めます。
進め方は、0.00mmから始めて少し高い印象なら-0.05mm、まだ丸いなら-0.10mmというように下げ、仕上げは0.02〜0.05mm刻みで追い込む方法が扱いやすいのが利点です。
粗く当たりをつけてから小刻みに寄せると、ノズルを当てすぎず、最適点を探しやすくなります。
目視基準は明確です。
良い状態は、線が軽く扁平になってベッドへ面で乗り、隣の線と自然につながることです。
悪い状態は3つで、線が丸いまま盛り上がる、高さが低すぎて外へにじむ、ノズル先端が擦って表面を荒らす、のどれかです。
丸いなら少し下げる方向、にじみや擦れが出るなら戻す方向に触ると、判断がぶれません。
この調整では、テスト中に複数の設定を同時に動かさないのが欠かせません。
高さが決まっていない段階で温度やフローまで触ると、線が太ったのか、ただ低すぎるだけなのかが見えなくなります。
まずはZだけで、線の断面形状がどう変わるかを見ます。
ABKSSの『3Dプリンター失敗原因と対処』でも、初層の定着不良はZオフセットと初層条件の切り分けが要点として整理されています。
Step4として効きやすいのが初層速度を落とすことです。
PLAの経験則としては、基準の25mm/s前後から15〜20mm/s程度に落とすレンジで試すことが多く、短い線や角だけ暴れる場合に効果が出やすいのが利点です。
スライサーのUI表記やメニュー階層はバージョンによって異なるため、ここでは一般的に「速度関連の初層(first/initial layer)速度」設定を探して調整してください。
具体的な項目名やスクリーンショットを示す場合は、該当バージョンの公式マニュアルを併記することを推奨します。
Step5として、速度を落としてもまだ濡れが弱いなら初層温度を通常より少し上げます。
目安は通常温度に対してプラス5℃で、PLAなら200℃から205℃への変更です。
Cura 5.xでは初期レイヤー温度系の項目、PrusaSlicer 2.7ではFilament SettingsのTemperature系で初層温度を上げる考え方が使いやすいのが利点です。
ここでの狙いは高温化そのものではなく、最初の一層だけ流れ出しを安定させることです。
補助的な一手としては、スカートを2〜3周つけて押し出しを安定させると、最初の本線で急に細る現象を減らしやすいのが利点です。
初層ファンは0〜30%から始めると、冷やしすぎでベッドへなじむ前に固まる失敗を避けやすくなります。
ここまでで線が軽くつぶれて均一につながるなら、初層対策としては形になっています。
3Dプリンタの失敗原因と対処方法を徹底解説|FDM・光造形・粉末造形のトラブル例
3Dプリンタの失敗原因と対策を方式別に解説。FDM・光造形(SLA/DLP)・粉末造形(SLS/MJF)の典型トラブルから、設計のコツや保守・環境改善までまとめて紹介します。
www.abkss.jpPLA・PETG・ABSで違う初層設定の考え方

素材ごとに初層で優先すべき項目は変わります。
ここをPLA基準のまま横展開すると、PETGでは貼り付きすぎや糸引き、ABSでは角浮きと層割れにぶつかりやすくなります。
前提を整理すると、PLAは3素材の中ではもっとも扱いやすく、初層不良も清掃や高さ調整で収まりやすい部類です。
PETGは反り自体は少なめですが、糸引きしやすく、ノズル先端に余分な樹脂を引っ掛けたまま初層を荒らしやすいのが難所です。
ABSは逆に糸引きより収縮の影響が大きく、ベッドに付いたように見えても四隅から持ち上がりやすいので、初層設定は「定着させる」だけでなく「冷える途中で負けない状態を作る」発想が必要です。
この差があるので、同じ「初層を強くする設定」でも意味が変わります。
PLAでは温度を少し足して速度を落とすだけで効く場面が多い一方、PETGでは温度を上げすぎると糸引きやノズル汚れが増え、ABSではベッド温度や周囲の温度管理まで含めて考えないと改善が頭打ちになります。
素材別の初層写真を同じ形状、同じ拡大率で並べると、この違いは見えやすいのが利点です。
PLAは線の乱れが少なく、PETGは線の端に糸を引いた跡が残りやすく、ABSは外周の角から浮く兆候が先に出ます。
PLAの初層ポイント
PLAは扱いやすい素材なので、初層設定の基準を作るには最適です。
起点にしやすい温度帯はノズルおおよそ200〜210℃、ベッド50〜60℃で、まずはスプールのラベルに書かれた推奨値を基準に置き、初層だけノズルとベッドをそれぞれ5℃上げる考え方が使いやすいのが利点です。
たとえば通常のノズル200℃を205℃、ベッド60℃を65℃へ寄せると、線が少しだけ広がって定着が安定しやすくなります。
速度も標準の25mm/sから15〜20mm/sに落とすと、PLAは素直に反応します。
PLAで重要なのは、設定を盛りすぎないことです。
もともと反りが少なく、低めの温度帯でも出しやすい素材なので、密着不足を見ていきなり大幅な高温化をすると、今度は底面のつぶれやエッジのだれが出やすくなります。
筆者の感覚では、PLAは「少しだけ足す」方向がいちばん再現しやすいのが利点です。
温度を少し、速度を少し、必要なら初層フローを少し、という順で触ると結果が読みやすく、原因の切り分けもしやすくなります。
プレートとの相性も比較的素直で、PEI系では清掃が効きやすく、ガラスベッドではのりなどの補助材と組み合わせると安定しやすいのが利点です。
Bambu Labの『ビルドプレート』でも、表面状態や清掃が接着性に直結する考え方が整理されていますが、PLAはまさにその影響を受けやすい素材です。
初層が丸く乗る、片側だけ弱いといった症状なら、PLAでは素材特有の難しさより、土台側の条件が主因であることが多いです。
PETGの初層ポイント
PETGはPLAより温度帯が一段上で、一般的にはノズル230〜250℃、ベッド60〜80℃が起点になります。
初層では温度高め、速度低め、ファン控えめが基本線で、たとえばノズル240℃を245℃、ベッド70℃を75℃、初層速度20mm/sを15mm/sへ落とすような組み方は扱いやすいのが利点です。
反りはPLA並みに少ないか、それより少し気を使う程度で済むことが多いのですが、その代わり糸引きしやすく、ノズル先端に付いた余分な樹脂が初層を引きずる失敗が起きやすいのが利点です。
ここでPLAの感覚をそのまま持ち込むと、温度を足せば足すほど良くなると考えてしまいがちです。
PETGではそこが落とし穴で、密着不足に見えても、実際には出過ぎと糸引きが悪さをしていることがあります。
筆者の環境でも、PETGの初層がどうも落ち着かないとき、最初は温度を上げる方向で見ていたのですが、結果が良くなったのは逆でした。
ノズル温度を230℃から225℃へ少し下げ、初層フローを100%から102%へ上げたところ、線の太り方が安定して、ノズル先端が余分な樹脂を引き回す感じが減りました。
温度を下げると粘度は上がるので一見不利に見えますが、PETGは出過ぎ由来の乱れが隠れていることがあり、その切り分けとしては有効でした。
💡 Tip
PETGは「密着しないから高温化」と決め打ちしないほうがまとまりやすい素材です。線が細いのか、逆に先端に樹脂玉を作って引きずっているのかで、触るべき項目が変わります。
もうひとつPETGで見逃しにくいのが、プレートへの食いつきの強さです。
PEI系では初層が決まる代わりに張り付きすぎることがあり、剥離時のトラブルまで含めて考える必要があります。
FLASHFORGEの『ビルドプレートの違い』のように、プレートごとの使い分けを前提にすると、PETGは「付かせる」より「付きすぎず、乱れずに置く」方向の調整がしっくりきます。
初層ファンも強く当てすぎると濡れが弱くなりやすいので、PETGでは控えめ運用のほうが安定しやすいのが利点です。
ABSの初層ポイント
ABSは3素材の中で、初層の考え方がもっとも別物です。
優先順位の先頭に来るのは反り対策で、ノズルとベッドを高温側で使い、初層ファンは0%にして、できればエンクロージャー込みで考えるのが基本になります。
設定の出発点としては、ノズル240℃を245℃、ベッド90℃を100℃へ上げるような初層寄りの組み方がわかりやすく、ブリムも幅広めに取ると効きやすいのが利点です。
ABSでは8〜10ライン程度のブリムが効く場面が多く、単純な接地面積の不足というより、収縮で持ち上がる力に抵抗させる意味合いが強いです。
PLAやPETGでは、初層がその場で付いているかどうかを主に見ますが、ABSでは「数分後も残るか」を見ないと判断を誤りやすいのが利点です。
印刷開始直後は付いて見えても、外周が回っているうちに角から静かに浮き始めることがあります。
これはベッドとの接着力だけでなく、冷却に伴う収縮が大きいからで、初層の線がきれいでも成功とは言い切れません。
筆者はABSの初層では、見た目の線の美しさより、四隅が最後まで寝ているかを優先して見ます。
この素材だけは、少し見栄えが荒くても浮かない設定のほうが勝ちやすいのが利点です。
温度を高く使うぶん、周囲の空気の影響も受けやすくなります。
エンクロージャーを使うと成功率が上がるのは、ABSが高温好きだからというより、冷たい気流で局所的に縮ませないためです。
ここでもPLAの延長で考えると、初層速度やフローだけを触って迷走しがちです。
ABSはまず反り対策の土台を作り、そのうえで細部を詰めるほうが筋が良いです。
3素材をまたいで設定を見直すときは、数字をそのまま移植しないことが欠かせません。
PLAで効いた温度と速度の組み合わせがPETGでは糸引きの原因になり、PETGで安定したフロー調整がABSでは根本対策にならない、というズレは普通に起きます。
こうした転用ミスを減らすには、各素材の温度帯と失敗の出方をセットで覚えておくのが近道です。
メーカーラベルの推奨値を起点にしつつ、変更は一度に一項目ずつに分けると、どの素材でも初層の答えにたどり着きやすくなります。
ベッド表面の違いで密着はどう変わるか
清掃や温度、速度、Zオフセットまで詰めても初層が不安定なら、次に見るべきなのはベッド表面そのものです。
ここは設定の延長ではなく、土台の性格を変える一手になります。
同じG-codeでも、PEIに替えた瞬間に食いつき方と剥がしやすさが変わることは珍しくありません。
筆者もガラスからPEIへ移したとき、冬場に出ていた「最初だけ少し浮く」失敗が目に見えて減りました。
逆に、夏場に手入れを後回しにしていた時期は、PEIなのに急に接着が落ちて、設定を疑う前に表面状態を疑うべきだと痛感しました。
初層不良は設定だけでなく、どの面に載せているかで難易度が変わります。
まずは、よく使われる3系統の違いを一度並べておくと整理しやすいのが利点です。
| 表面材 | 密着 | 剥がしやすさ | 清掃 | 平坦性 | 注意点 |
|---|---|---|---|---|---|
| PEIプレート | 高いことが多い | 冷却後に剥がしやすい傾向 | 脱脂の管理が重要 | スチール系は製品ごとの差が出る | PETGやTPUが強く食いつくことがある |
| ガラスベッド | 補助材併用で安定しやすい | 張り付きすぎる場合がある | 脱脂を徹底したい | 高く評価されることが多い | のりなどの補助材を前提にしやすい |
| ビルドシート系 | 密着しやすい製品が多い | 製品ごとの差が大きい | 清掃は必要で、劣化管理も要る | 製品差がある | 消耗と相性差を見込んで使う |
この比較で重要なのは、単純な「付きやすさ」だけで決めないことです。
密着が強すぎると、今度は剥がす段で底面を傷めたり、プレート側を痛めたりします。
とくにPETGやTPUは、PLAで快適だった表面でも急に攻撃的な食いつきを見せるので、素材ごとの相性まで含めて考えたほうが失敗が減ります。
プレートを替えた直後は板厚や表面位置も変わるため、前述の通りレベリングとZオフセットのやり直しが前提です。
ここを飛ばすと、表面の評価そのものを誤りやすくなります。
PEIの特性と手入れ

PEIは、今のFDM機で最も扱いやすい標準解のひとつです。
とくにスプリングスチール系のPEIプレートは、初層の食いつきが強く、造形後に冷めると外しやすくなる流れが作りやすいのが魅力です。
PLAでは「ちゃんと置ければ、そのまま走り切る」感触が出やすく、日常運用の歩留まりを上げやすい表面だと筆者は感じています。
ガラスからPEIへ替えたときに冬場の初層成功率が上がったのも、この食いつきの強さが効いた場面でした。
室温が低い時期は、同じ設定でも最初の線が落ち着くまでに少し時間がかかりますが、PEIはその立ち上がりを吸収しやすいのが利点です。
一方で、PEIは「強く付くから万能」というより、清掃状態がそのまま性能に出る表面です。
皮脂や樹脂の薄い残りが乗っただけで、昨日まで普通に付いていた場所が急に弱くなることがあります。
筆者が夏場に接着低下を経験したときも、最初は湿度や温度を疑いましたが、実際には表面の脱脂不足が主因でした。
PEIは好調な時ほど油断しやすいのですが、そこで手入れを抜くと落差が大きいです。
日常のケアとしては、中性洗剤での洗浄がベースになり、軽い汚れ落としとしてIPAを使う流れが扱いやすいのが利点です。
それでも接着が鈍いときは、ごく軽いやさしい研磨で表面を整える方法が効く場面もあります。
ただし、ここで削りすぎると表面寿命を縮めるので、あくまで軽いケアとして考えるのが筋です。
PEIは手入れの手間が少ない部類ですが、放置に強いわけではありません。
PETGとTPUでは、PEIの長所がそのまま注意点に変わります。
どちらも食いつきが強く出やすく、剥離時にプレート表面を傷めるリスクがあります。
PETGはもともと高めの温度帯で使うことが多く、表面へしっかり濡れるぶん、PEIに直載せすると「密着不足」より「密着しすぎ」が問題になりがちです。
TPUも柔らかさがあるため、面で張り付くと剥がす段が面倒になります。
こういう素材では、スティックのりを分離剤として薄く使い、直接噛み込ませすぎない運用が有効です。
のりは接着剤というより保護層として働かせるイメージで、プレート側を守りながら剥がしやすさを作れます。
ガラスの特性と補助材
ガラスの強みは、平坦性と底面の見た目です。
面がきれいに出やすく、底がフラットに決まったときの仕上がりは今でも魅力があります。
大型の底面をきっちり見せたいときや、表面のクセを減らしたいときには、ガラスの価値ははっきりしています。
スチールプレート系より板としての平面感を取りやすく、ベッド面の基準を作りたいときにも扱いやすいのが利点です。
ただし、ガラスは素のままで何でも強く付く表面ではありません。
実運用では、スティックのりやヘアスプレーのような補助材を併用して初層を安定させるケースが多く、安定運用の前提がPEIより一段増えます。
きれいな底面と引き換えに、ひと手間を受け入れるタイプの表面と考えたほうが実態に近いです。
補助材がうまく決まれば安定しやすい一方、塗りムラや残り方まで結果に影響しやすいので、設定だけで追い込む感覚とは少し違います。
ガラスで見落としやすいのが、脱脂の徹底です。
PEIも清掃は重要ですが、ガラスは「見た目がきれいでも実は付かない」ことが起きやすいのが利点です。
指で触れた跡や、前回の補助材の薄い残りが接着ムラにつながりやすいため、洗剤洗いで一度リセットし、必要に応じてIPAで仕上げるくらいの丁寧さが欲しくなります。
ガラスは調子が良いときの底面品質は魅力的ですが、初層不良の切り分け中に使うと、補助材の条件まで増えて変数が多くなりやすいのが利点です。
PETGとTPUをガラスで使うときも、やはり補助材の意味が変わります。
ここでも接着を増やすだけでなく、剥離を助ける役割が欠かせません。
PETGはガラス面に強く張り付くことがあり、何も介さず載せると剥がすときに気を使います。
TPUも柔らかいぶん、面で吸い付くような状態になると取り回しが面倒です。
ガラスは「付かないから何か塗る」だけでなく、「付きすぎを避けるためにも一層入れる」と考えると失敗しにくくなります。
ビルドシート系の選び方

ビルドシート系は、BuildTak系のような貼り付け式シートや、各社の特殊コート面を含む広いカテゴリです。
特徴は、最初から密着を作りやすい製品が多いことです。
初層が弱い機体や、PEIやガラスで決めきれなかった素材に対して、意外とあっさり効くことがあります。
とくに「何をしても端だけ浮く」という場面では、設定をさらに触るより表面を替えたほうが早いケースがあります。
その代わり、このカテゴリは製品差が大きく、使い心地をひとまとめにしにくい設計です。
新品時は気持ちよく付いていたのに、ある時期から急に弱くなるものもあれば、逆に剥がしにくさが先に問題になるものもあります。
表面の特殊コートは少しずつ消耗し、見た目には平気でも初層の感触が変わることがあります。
PEIやガラスより「消耗品として割り切る」視点が強いのが、この系統の特徴です。
ビルドシート系を選ぶときは、密着しやすさだけでなく、剥がしやすさとのバランスを見たいところです。
PLA中心なら強めの密着を素直に活かしやすいですが、PETGやTPUではやはり食いつき過多に注意が必要です。
とくにTPUは柔らかく、シート表面にべったり追従すると剥がす作業が長引きます。
PETGでも、コート面を直接攻めすぎると表面ダメージにつながることがあります。
こうした素材では、分離剤をうまく挟むか、そもそも別の面を使う判断が安定します。
清掃はこの系統でも重要で、基本は洗剤洗いかIPAですが、特殊コート面は強い研磨と相性が悪いものが多いです。
PEIのように軽い表面再生を狙うより、汚れを落として、劣化したら交換する考え方のほうが合っています。
密着が急に落ちたとき、設定変更に入る前に「表面がもう働いていないのでは」と疑う価値が高いのは、むしろこのカテゴリです。
ベッド表面は、初層不良の原因切り分けで見落とされがちな一段深いレイヤーです。
清掃と設定で改善しきれないとき、PEIに替える、ガラスに補助材を組み合わせる、ビルドシートを消耗品として使い分ける、という発想を持つだけで詰まり方が大きく変わります。
初層が不安定なまま設定項目を増やしていくより、接触面の性格を変えたほうが一気に前へ進むことは多いです。
それでも直らないときの追加チェック
乾燥・保管のポイント
基本対策を一通り触っても初層が安定しないとき、意外に残っている本命がフィラメントの湿気です。
とくに梅雨どきや、しばらく使っていなかったスプールは見た目が普通でも吸湿していることがあります。
症状としては、押し出し時に小さな気泡が混じる、表面がザラつく、ノズル先端で細かく暴れてベッドへの乗り方が安定しない、といった形で出やすいのが利点です。
密着だけの問題に見えて、実際には材料側の状態不良だったというケースは珍しくありません。
筆者も、久々に開封したPLAで「高さも温度も合っているのに、なぜか初層だけ落ち着かない」という場面がありました。
線は出るのに少し荒れ、場所によって付き方が変わるので、最初はベッド表面かZの再調整を疑ったのですが、乾燥してから同じ設定でやり直すと、初層がすっと安定に戻りました。
この経験以来、長期保管後のPLAは設定を触る前にまず乾燥を疑うようになりました。
材料が湿っていると、どれだけ設定を詰めても反応が鈍く見えて、切り分けが濁ります。
乾燥の目安として扱いやすいのは、60℃で4〜6時間です。
ただし素材ごとに耐熱の余裕が違うので、スプールやフィラメント自体を変形させないよう注意が必要です。
乾燥後はそのまま放置せず、乾燥剤入りの保管容器や密閉袋へ戻すほうが再発を抑えやすくなります。
初層不良を設定だけの問題と決め打ちすると遠回りしやすく、材料状態まで含めて見たほうが答えに早く届きます。
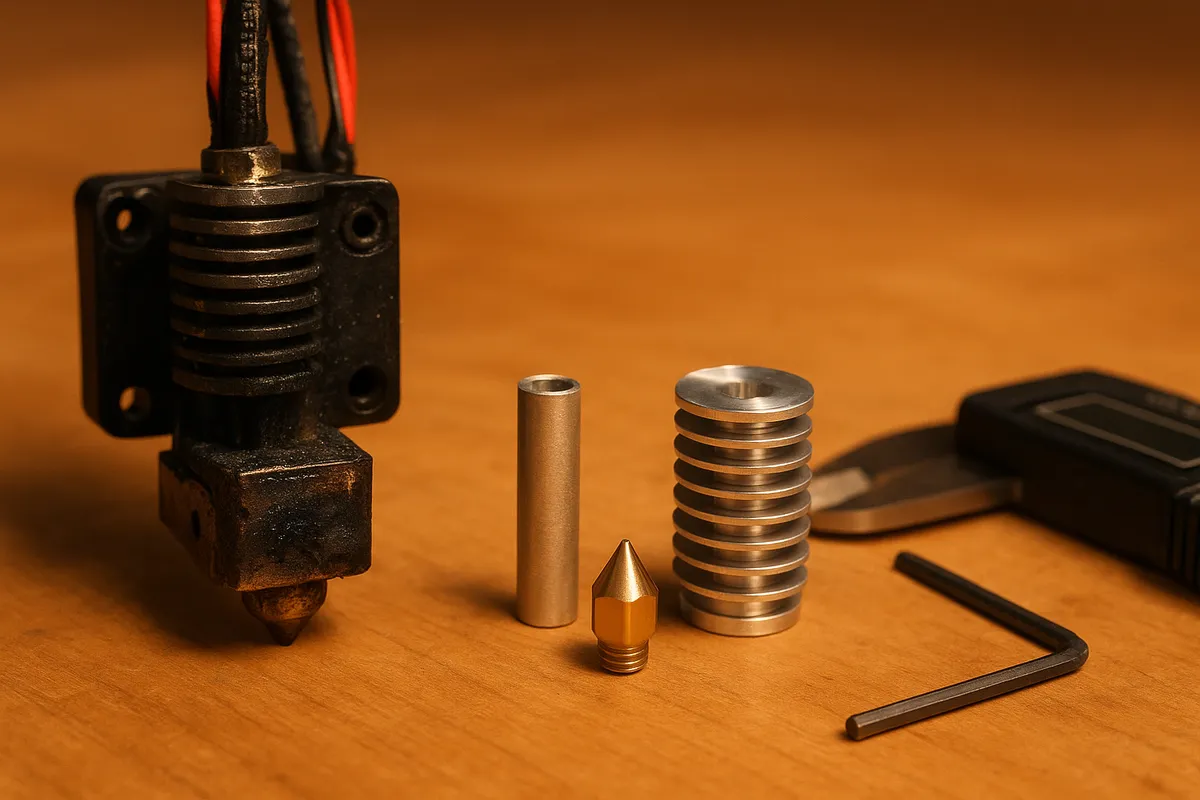
ノズル先端の汚れや半詰まりも、この段で一緒に見ておきたい判断材料になります。
PETGや吸湿したフィラメントでは、先端に糸だまりのような樹脂が付き、それが最初の線を引きずる原因になります。
見た目に少し付いているだけでも、初層では効きます。
軽い付着なら温間で拭き取り、押し出しが不安定ならノズル清掃や交換まで含めて考えると、原因の取りこぼしを減らせます。
Eステップ/フローの簡易チェック
高さ、清掃、温度、速度が揃っているのに線の太さだけがどうも合わないときは、押し出し量の過不足を切り分けます。
ここで見たいのは、初層の線が細すぎるのか、太すぎるのかです。
細くて頼りないなら不足側、外へにじんで盛り上がるなら過多側を疑う、という見方がシンプルです。
前のセクションでも触れた通り、フローは一気に振らず、一手ずつ動かしたほうが結果を読みやすくなります。
実務上の切り分けとしてわかりやすいのは、100%を基準にして、過多を疑うなら95%へ、不足を疑うなら102%へ動かす方法です。
100%から95%は押し出し量を約5%減らすので、ベッドへ押し付けすぎて外へ逃げている状態を見分けやすくなります。
逆に100%から102%は約2%の微増で、丸く細い線がわずかに足りていないときの改善に効きやすいのが利点です。
重要なのは、温度とフローを同時に変えないことです。
両方を動かすと、どちらが効いたのか判定できなくなります。
ここで押さえたいのが、フロー設定だけでなくEステップのズレです。
普段から全体に少し細い、あるいはどのスライサーでも同じ方向に太るなら、ソフト側のフロー補正より先に押し出し系の基準がずれていることがあります。
Eステップの確認までは踏み込まなくても、少なくとも「この初層だけの問題なのか」「機械全体として押し出し量が怪しいのか」は分けて考えたいところです。
初層だけならフロー、全体傾向ならEステップ寄り、という整理にすると迷いにくくなります。
片側だけ付かない症状も、ここで押し出し不足と誤認しやすいのが利点です。
右側は普通なのに左側だけ線が細く見える、といった状態では、まずベッドの傾きやガントリーのねじれを疑うほうが筋が通ります。
四隅の高さをもう一度取り直し、左右でノズルとベッドの距離感が変わっていないかを見ると、原因が押し出しではなく機械側だとはっきりすることがあります。
とくに片側だけ連続して弱いときは、フローを足して全体を太らせるより、ベッドの四隅と中央の関係を再測定したほうが早いです。
ベッド固定部やXガントリーまわりの緩みも、この症状と相性が悪いです。
💡 Tip
初層フローの確認は、小さな四角を3回刷って95%・100%・102%を見比べると判断しやすいのが利点です。写真で残すと、線のつぶれ方や外周の太り方の差が思った以上にはっきり見えます。
ドラフト対策
室温や風の影響も、設定画面の外にある割に初層へ強く効きます。
とくに広い底面や角が多い形状では、ベッド中央は付いているのに手前側や片側の端だけ先に冷え、そこから浮き始めることがあります。
作業性の面では室温21〜24℃程度が扱いやすく、少なくともプリンタ周辺に冷たい風が当たり続ける状態は避けたいところです。
エアコンの風、開けた窓からの流れ、サーキュレーターの直風は、思っている以上に初層の安定を崩します。
ABSで風が敵になるのは想像しやすいのですが、PLAでも初層の立ち上がりでは無視しにくい設計です。
ベッドに置かれた直後の線が、なじむ前に冷やされると、見た目には同じ設定でも付き方が変わります。
片側だけ反応が悪いとき、ベッド傾きのほかに「その側にだけ風が当たっていないか」という視点を持つと、機械トラブルではない答えに辿り着けることがあります。
必要なら簡易囲いを使って、少なくとも初層だけでも空気の流れを穏やかにしておくと安定しやすいのが利点です。
もうひとつ見逃しやすいのが、リトラクションの影響です。
初層は移動距離が短く、押し出し再開のタイミングがシビアなので、普段の設定が強すぎると最初の線がかすれたり、逆に戻し切れず先端に樹脂を溜めたりします。
一般的な調整開始の目安としては距離1〜6mm、速度20〜40mm/sあたりがよく使われますが、初層ではそこまで積極的に引かないほうが安定する場面があります。
筆者は、最初の一層だけリトラクトを弱めるか、ほぼ無効に近い0〜1mmへ抑えて、線の出始めが整うかを見ることがあります。
初層の失敗が「付かない」のではなく「出始めが毎回乱れる」タイプなら、この一手で急に落ち着くことがあります。
風とリトラクションはどちらも、見た目には別の問題に化けやすいのが厄介です。
端が浮くからベッド温度、線が細いからフロー不足、と読めてしまうのですが、実際には風で冷えていたり、引きすぎで再開が遅れていたりします。
設定の数字だけ見て詰まったときほど、周囲の空気の流れとノズル先端の動きを観察すると、取りこぼしていた原因が見えてきます。
迷ったらこれという初期設定例

Cura 5.xの設定場所
ここでは、PLA、0.4mmノズル、レイヤー高0.2mmを前提に、最初の成功率を上げやすい初期値をひとつの出発点として置きます。
考え方はシンプルで、スプールに書かれた推奨温度を基準にしつつ、初層だけノズルとベッドを少しだけ手厚くし、速度を落として置きにいく組み方です。
初層ファンは0〜30%の範囲に抑える前提で見ると、PLAでは扱いやすい立ち上がりになります。
ここでは、PLA、0.4mmノズル、レイヤー高0.2mmを想定した「例」を出発点として示します。
以下は筆者やコミュニティでよく使われる経験則のレンジであり、機種・ノズル径・フィラメントによって適切値は変わります。
スライサーのバージョンによる項目名の差異があるため、具体的なUI表記を参照する際は公式ドキュメントを確認してください。
例(目安):
| 項目 | 変更前(例) | 変更後(経験則レンジ) |
|---|---|---|
| 通常ノズル温度 | 200℃(例) | 初層: 約205℃(目安: +0–+5℃) |
| ベッド温度 | 60℃(例) | 初層: 約65℃(目安: +0–+5℃) |
| 初層速度 | 25mm/s(例) | 15〜20mm/s(レンジ) |
| 初層フロー(不足気味の症状) | 100% | 100〜102%(微増の例) |
| ブリム(目安) | 0 | モデル依存: 約3〜8ライン(ABSではさらに多めの目安) |
| スカート(目安) | 0〜1周 | 1〜3周(出し始めの安定化のための例) |
ℹ️ Note
上は「まず試すべき目安」です。改善が見られない場合は、機種・フィラメントの推奨値や公式マニュアルを確認してください。
| スカート | 0〜1周相当 | 2〜3周 |
UI上の探し方としては、ノズル温度は材質内の初期レイヤー印刷温度、ベッド温度はビルドプレート内の初期レイヤーのベッド温度、速度は速度内の初期レイヤー速度を起点に見ると整理しやすいのが利点です。
フローはライン幅・フロー関連にまとまっていることが多く、初層だけの押し出し量を触れる構成になっていれば、そこが最初の調整場所です。
スクリーンショットを作るなら、この4か所に注釈を入れると読者が迷いにくくなります。
付着が不安定な形状では、ブリムを0から5〜8ラインへ増やすと効きやすいのが利点です。
広い底面や角の多いモデルでは、外周の端から剥がれ始めるのを防ぎやすくなります。
スカートを2〜3周つけるのも、最初の本線に入る前に押し出しを安定させる意味で相性がいいです。
筆者は初層の良否を見るとき、ベンチーの甲板のような大きめの連続面をよく使います。
あの面は、線と線の間に隙間が残っているか、つぶれすぎて表面が波打っているかが見やすく、合格と不合格の境目を判断しやすいのが利点です。
PrusaSlicer 2.7の設定場所
PrusaSlicer 2.7系も、考え方はほぼ同じです。
温度はFilament Settings、速度はPrint Settings、押し出し量は再びFilament Settings側で追う流れになります。
こちらも指定クエリでは公式の正確な画面パスを直接確認できていませんが、実際に触る場所としては、First layerとTemperature、Speed、Extrusion multiplierを起点に探すのが最短です。
PLA向けの初期値例として置きやすいのは、Filament SettingsのTemperatureでFirst layerを200℃から205℃へ、ベッド温度を60℃から65℃へ、Print SettingsのSpeedでFirst layerを25mm/sから15〜20mm/sへ動かす形です。
押し出し量はFilament SettingsのFilamentにあるExtrusion multiplierを1.00から1.02、または0.95へ振ります。
ここでも、増やすか減らすかは症状で決めます。
線が頼りなく、隣とつながりにくいなら1.02、外周が盛り上がって逃げるなら0.95です。
表にすると、PrusaSlicerでは次の見え方になります。
PrusaSlicerでの表記も同様に、ここでは「例」としての目安を示します(バージョンによりUIのタブ名や項目名が異なることに注意)。
例(目安):
| 項目 | 変更前(例) | 変更後(経験則レンジ) |
|---|---|---|
| Filament Settings > Temperature: First layer(例) | 200℃ | 約205℃(目安: +0–+5℃) |
| ベッド温度(例) | 60℃ | 約65℃(目安: +0–+5℃) |
| Print Settings > Speed: First layer(例) | 25mm/s | 15〜20mm/s(レンジ) |
| Filament Settings > Filament: Extrusion multiplier(過多気味の例) | 1.00 | 0.95〜1.02(症状に応じた微調整) |
| Brim(目安) | 0 | モデル依存: 約3〜8ライン(ABS等では6〜10ラインの目安) |
| Skirt(目安) | 0〜1周 | 1〜3周(出し始めの安定化のための例) |
ℹ️ Note
PrusaSlicer系は設定がタブごとに分かれているぶん、温度と速度を別の場所で触る意識を持つと迷いません。
温度を上げたのに改善しない場合、次に同じタブ内で細かく追い込むより、いったんSpeed側へ移って初層速度を見るほうが結果が読みやすいのが利点です。
逆に、速度を落としても線が丸く痩せたままなら、TemperatureかExtrusion multiplierの出番だと整理できます。
ブリムとスカートの考え方も同じです。
ブリムは広い底面や角浮き対策に効きやすく、ABSではさらに厚めに取りたくなる場面がありますが、PLAの初期設定としては5〜8ラインが扱いやすい幅です。
スカート2〜3周は、出始めの押し出しが不安定な個体で特に効きます。
初層でいきなり本番の外周に入るより、先にノズル先端の流れを整えてから置いたほうが、見た目以上に失敗を減らせます。
💡 Tip
図表を入れるなら、設定値の一覧は「変更前→変更後」の表にまとめ、別カットでCura 5.xとPrusaSlicer 2.7の温度・速度・フロー項目に注釈を入れたUIスクリーンショットを添えると、読者が自分の画面に置き換えやすくなります。
合格基準のチェックポイント

設定を入れたあと、どこまでを合格とみなすかが曖昧だと調整が終わりません。
初層の判定は、細かい表面品質よりも、まず線の置かれ方を見るほうが早いです。
合格の目印は大きく3つで、線と線の間に隙間がないこと、線が軽く扁平でノズルに巻き取られないこと、そして角が浮かないことです。
この3点が揃えば、少なくとも「最初の一層が決まらない」状態からは抜けられます。
逆に不合格の典型は、線が丸くて独立して見える、隣の線とつながらない、外周の角が時間差で反ってくる、ノズルが触れた瞬間に糸のように持っていく、といった見え方です。
ここで重要なのは、1回につき1項目だけ変えてテストし、見た目の差を記録することです。
たとえば温度を変えた回、速度を変えた回、フローを変えた回で結果を並べると、どの設定が支配的だったかがすぐ見えてきます。
筆者の印象では、ベンチーの甲板のような広めの連続面は、この合格判定に向いています。
小さなテストパターンは短時間で済む反面、局所的には良く見えても、広い面で線が揃わないことがあります。
ベンチー甲板は、隙間、つぶれすぎ、角の保持、ノズルの引きずり跡が一度に見えるので、初層の卒業判定に使いやすいのが利点です。
甲板が均一に埋まり、外周の角が素直に残っていれば、その設定は実用に乗りやすいと判断できます。
この段階での数値は、あくまで最初の一枚を成功させるための基準点として使うのが適切です。
基準点ができると、その後に寸法優先へ寄せるのか、見た目優先へ寄せるのかを考えやすくなります。
初層が不安定なまま全体最適を探すより、まずはこのスタート設定で「線が面として付く状態」を作っておくほうが、調整の迷子になりにくい設計です。
まとめ
効く順番は、まず清掃、次にレベリング、続いてZ、そして初層速度、初層温度です。
そのうえで詰めるなら、初層フロー、ベッド温度、ブリム、プレート見直しの順で触ると迷いにくくなります。
筆者は初心者講習でも、最初の5分は清掃とZに投資すると歩留まりが大きく上がると必ず伝えています。
再発防止まで含めて考えるなら、プリントごとの軽い脱脂、プレート交換時のZ再調整、季節の変わり目に室温と湿気を意識することが効きます。
まず試す一手は、洗剤でプレートを洗うこと、初層速度を15〜20mm/sに落とすこと、初層温度を通常より5℃上げてテストすることです。
初層が安定すると、その後の反りや寸法ズレの切り分けも一気に楽になります。
ベッドレベリングの詰め方、角の浮きへの対処、症状別の全体像も続けて押さえておくと、次の失敗で遠回りしません。
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、
光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。