3Dプリンターの反り対策|原因別の直し方
冬の窓際でABSの箱物を刷ったとき、四隅が1〜2mm持ち上がって、そのまま失敗したことがあります。
ところが段ボールで簡易エンクロージャーを組んだだけで、その回から反りがほぼ消え、反りは「素材のせい」ではなく、順番を間違えずに原因を切り分ければ止められる症状だと実感しました。
この記事は、角が浮く、底面が弓なりになる、途中ではがれるといったFDMの反り(ワーピング)を最短で診断したい人向けに、まず実行すべき5ステップを順番どおりに整理したものです。
ベッド清掃、1層目、ベッド温度、冷却、ブリムの順で触れば、原因の大半は切り分けできます。
PLA、ABS、PETGの温度と冷却の目安も材料別に確認しつつ、1回に1つだけ設定を変える30分テスト計画まで落とし込み、再発しにくい調整手順にしていきます。
3Dプリンターの反りとは何か|まず症状を見分ける

3Dプリンターの「反り」は、造形の途中または造形後に、角や底面が持ち上がる、あるいは平面がわずかに曲がる現象を指します。
典型例は四隅が浮くケースですが、それだけではありません。
見た目には完成していても、裏返すと底面が軽く弓なりになっていることがあります。
筆者もPLAで薄いトレイを出したとき、表からは普通に仕上がって見えたのに、裏面を見ると中央がほんの少し盛り上がっていました。
そのときはじめて、「派手に角がめくれるものだけが反りではない」と実感しました。
FDM方式では、主因は冷えると縮むという材料の性質です。
溶けた樹脂がノズルから出て、ベッドや下の層の上で冷却される過程で収縮し、その縮み方に差が出ると内部に引っ張り合う力が残ります。
これが内部応力で、角や長辺の端から持ち上げる方向に働くと、いわゆる反りになります。
『Nature3Dの解説』でも、FDMの反りは熱収縮と内部応力が中心だと整理されています。
特に大きな平面、細長い形、角がはっきりした箱形は、この力が逃げにくいため反りやすい形状です。
一方、SLAや光造形でも「反る」ことはありますが、FDMと同じ話ではありません。
こちらは高温からの冷却収縮というより、硬化収縮や洗浄・二次硬化の進み方による歪みとして現れます。
光造形は熱で溶かして積む方式ではないぶん高精度に見えやすいのですが、配置角度や断面積、洗浄後の乾燥不足、二次硬化のかけ方によっては平板や薄肉部が曲がります。
i-MAKERの光造形解説でも、この違いがわかりやすく整理されています。
ここで大事なのは、「FDMの反り」と「光造形の反り」を同じ原因で考えないことです。
症状タイプの見分け方
まず見分けたいのは、どこが、どのタイミングで、どの形で持ち上がったかです。
反りはひとまとめにされがちですが、実際には症状の出方が少しずつ違います。
もっとも典型的なのは、四隅が浮くパターンです。
箱物やトレー、四角いプレートでよく出ます。
造形初期は問題なく見えても、層が重なるにつれて角が少しずつ持ち上がり、ノズルがその角に触れて異音が出たり、表面に擦れ跡が出たりします。
ABSでは特に起こりやすく、ベッド温度をしっかりかけても、外気の流れがあるだけで再発しやすい症状です。
次に多いのが、長辺の両端が浮くパターンです。
細長いケース、定規のような部品、長いプレートで見られます。
これは長さがあるぶん収縮による引っ張りが端に効きやすく、中央ではなく左右端が反る形です。
長辺が長いほど不利という説明は理屈にも合っていて、単純に面積が大きいからというより、端を持ち上げる力が効きやすくなると考えると把握しやすいのが利点です。
もうひとつは、造形の中盤でベッドから外れるパターンです。
初層は付いていたのに、途中から片側が浮き、最終的に全体がずれて失敗します。
これは「途中剥離」と見たほうが実態に近いのですが、出発点は反りであることが少なくありません。
角がわずかに浮く → ノズルが接触する → さらにめくれる → ベッド密着が負ける、という流れです。
見た目では剥離事故に見えても、根本は熱収縮による反りだった、ということがよくあります。
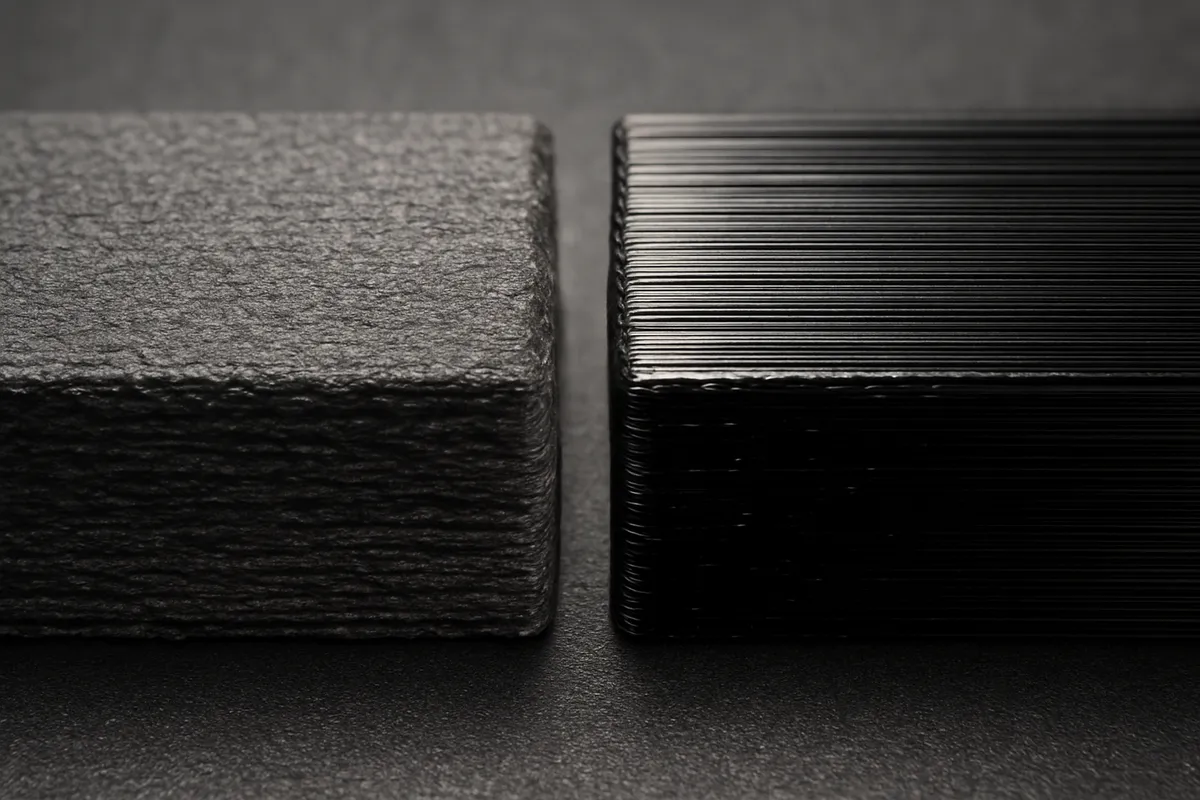
誌面ではこの3パターンを写真や図で並べると一気に理解しやすくなります。
四隅が浮く、長辺の端が浮く、中盤で外れる。
この違いを先に頭に入れておくと、次の対策で「ベッド密着を上げるべきか」「温度環境を安定させるべきか」の切り分けが速くなります。
💡 Tip
反りは「角がめくれる派手な失敗」だけではありません。完成品が机の上でわずかにカタつく、裏面中央が軽く弓なりになる、といった軽症も反りの範囲です。
反りと寸法誤差・層割れの違い

似た不具合として混同されやすいのが、寸法誤差、層割れ、そして全体の剥離です。
ここを分けて考えるだけで、対策の方向がぶれにくくなります。
寸法誤差は、設計値より全体が大きい・小さい、穴径が合わない、壁厚がずれるといった問題です。
反りは「形が曲がる」「平面が保てない」症状ですが、寸法誤差は「曲がってはいないが狙った寸法に入っていない」状態です。
たとえば20mm角のテストキューブが19.7mmになるのは寸法誤差で、四隅が持ち上がるのは反りです。
両方が同時に出ることはありますが、同じ現象ではありません。
層割れは、積層方向に沿って層同士が割れる症状です。
ABSの高い部品や壁物で見やすく、横方向に亀裂が入るように見えます。
これも温度低下や冷却の影響を受けるため、反りと原因の一部は近いのですが、反りが「ベッド面からめくれる」のに対して、層割れは「積層の途中で層間接着が負ける」不具合です。
見た目の位置が違うので、写真で見ると判別しやすいのが利点です。
全体の剥離は、モデル全体がベッドから外れてしまう状態です。
これ自体は密着不良の結果ですが、前述のように途中で起こる場合は、その手前で軽い反りが起点になっていることがあります。
最初の1層目からほとんど付いていないなら純粋な密着不良の色が濃いですし、しばらく積み上がってから外れるなら、反り由来の途中剥離を疑うほうが自然です。
この区別は、見た目の印象よりも変形の向きで考えると整理しやすいのが利点です。
平面が持ち上がるなら反り、狙い寸法からずれるなら寸法誤差、横に裂けるなら層割れ、土台ごと外れるなら剥離です。
実際の失敗品は複合症状になりやすいので、最初にどこから崩れたかを見るのが判断材料になります。
用語ミニ辞典
反り対策の話では、いくつかの用語が頻繁に出てきます。
ここで意味をそろえておくと、スライサー設定や対策記事を読むときに迷いません。
ブリムは、モデルの周囲に追加する薄い付け足しの縁です。
底面の接地面積を広げて、角が浮きにくい状態を作ります。
箱物や細長い部品で効果が出やすく、反り対策ではもっとも基本的な追加機能のひとつです。
ラフトは、モデルの下に敷く下敷き層です。
モデル本体を直接ベッドに置かず、まずラフトを造形し、その上に本体を積みます。
密着を稼ぎやすい一方で、底面の仕上がりが荒れやすく、材料も時間も増えます。
ブリムで足りないときの強い手段、と考えると位置づけがわかりやすいのが利点です。
エンクロージャーは、プリンターのまわりを囲って外気を遮る箱です。
ABSで効果を実感しやすい対策で、冷たい空気や風を避け、造形空間の温度変動を抑えます。
市販の筐体だけでなく、簡易的な囲いでも方向性としては同じです。
反りは素材の性質だけで決まるのではなく、こうした温度環境の整え方で変わります。
この3つは、どれも「造形物そのものの形を変える」というより、反りが起きにくい条件を作るための道具や設定です。
名称を知っているだけで、スライサー画面の意味がぐっと読みやすくなります。
反りが起きる主な原因|熱収縮・温度ムラ・形状・材料・設置環境
熱収縮と内部応力の基礎
FDMで反りが起きる出発点は、とてもシンプルです。
溶けた樹脂は冷えると縮むからです。
ノズルから出た直後のフィラメントは高温で、ベッドや下の層の上に載ったあと、温度が下がるにつれて体積が減ります。
ここで厄介なのは、縮みたいのに自由に縮めない場面があることです。
1層目はベッドに貼り付いているので、その場で勝手に短くなることができません。
すると材料の中に引っ張られる力が残り、これが内部応力になります。
この内部応力は、平面全体に均一に逃げるわけではありません。
中央は周囲に囲まれて拘束されやすい一方、角や端は逃げ場が少なく、持ち上がる方向に力が出やすいので、四隅が最初に浮きやすいです。
箱物の角が先にめくれるのはこのためです。
『Nature3Dの解説』でも、FDMの反りは冷却時の収縮と内部応力で説明されていますが、実際に失敗品を見るとこの理屈がそのまま現れます。
初層は付いていたのに、数層積んだところで角だけ少しずつ上がってくる現象は、ベッド密着そのものが弱いというより、縮もうとする力が蓄積して密着力を上回った状態です。
材料差もここで効きます。
ABSは収縮が大きく、収縮率は約0.7%前後とされるため、PLAより反りやすい材料です。
ポリカーボネートは1%を超えるケースもあり、さらに厳しい部類に入ります。
PLAは比較的安定していて扱いやすく、反りの出方も穏やかです。
PETGはABSほど極端ではないものの、ベッド表面との相性が結果に直結しやすく、付くときは強く付く一方で、条件が外れると端だけ素直に浮くことがあります。
筆者の印象では、反りやすさは単純な「素材の強さ」ではなく、どれだけ縮み、どれだけ拘束されるかで見たほうが整理しやすいのが利点です。
3Dプリンタで反りはなぜ起こる?(FDM)
FDM式の3Dプリンタで悩ましい問題のひとつが「反り」です。何時間もかけて途中までうまくいったのに、ベッドからぺりっとはがれて造形が台無しになったという経験は誰もがお持ちかと思います。対策はいくつも提...
nature3d.net形状が効く理由
同じ材料でも、反るものと反らないものがあるのは形状の差が大きいからです。
特に不利なのが、長い辺、大きい平面、鋭い角、薄肉形状です。
こうした形は、収縮で生じた力が端を持ち上げる向きに変わりやすく、反りが目立って出ます。
長い形状が不利なのは、単に面積が大きいからではありません。
長さが伸びるほど、端を持ち上げる曲げモーメントが大きくなるからです。
定規のように細長い部品を想像するとわかりやすく、中央付近で縮もうとする力が残ると、その影響が両端をめくる方向に効きます。
短い部品ではベッド密着が勝っていた条件でも、同じ幅のまま長さだけ増やすと急に端が浮くのはこのためです。
Nature3Dが図解している説明もまさにこの考え方で、筆者も細長いプレートやケースの側板ではこの差を何度も見てきました。
大きい平面も反りやすい形です。
底面全体が広いと「接地面が多いから有利」と思われがちですが、実際には縮もうとする総量も増えます。
結果として、平面のどこかに収縮差が出た瞬間、四隅や長辺の端に負荷が集中しやすくなります。
薄いトレーやフタ形状が典型で、見た目には単純なのに意外と難しいのはこのためです。
鋭い角が不利なのも、力が角に集まりやすいからです。
丸みのある外周は応力が分散しやすい一方、90度の角は持ち上がりの起点になりやすく、最初のめくれが出やすい場所になります。
さらに薄肉形状は剛性が低く、少しの収縮差でも素直に曲がってしまいます。
厚肉なら内部に応力を抱えても形を保てる場面がありますが、薄い板や薄肉ケースは変形そのものが起こりやすいのが利点です。
反りやすいモデルに共通するのは、「縮む力が大きい」ことと「その力を受けたときに曲がりやすい」ことの両方を持っている点です。
ℹ️ Note
反りは「接地面が少ないから起こる」だけではありません。接地面が広くても、長辺が長い、大きな平面がある、薄い板状になっていると、縮もうとする力が端に効いて浮きます。
温度ムラ・風・急冷の影響

反りを悪化させる要因として見逃しにくいのが、温度ムラ、外気の風、急冷です。
造形中のどこか一部だけが先に冷えると、その部分だけ収縮が早く進み、モデル全体で縮み方に差が出ます。
これが内部応力の偏りになり、端や角を持ち上げます。
冷却ファンが強すぎる、窓やエアコンの風が当たる、ベッドの端だけ温度が低い、といった条件はすべて同じ方向に効きます。
このため、反りは単独の設定ミスというより、熱の抜け方が偏った結果として起きることが多いです。
材料や工程によっては、数℃〜十数℃の温度ムラでも収縮差として影響が出る場合があり、具体的な閾値は材料や工程に依存します(一次出典がある場合は参照を付けるのが望ましいです)。
特に大きな平面や薄肉形状では、急冷や局所的な温度差が症状を増幅します。
エンクロージャーが効くのは単に「温度を上げる」ためではなく、造形空間の冷え方をそろえて急冷と局所的な温度ムラを減らすからだと考えてください。
症状の確認と原因の特定
診断フローチャート
反りの切り分けは、思いついた対策を片端から試すより、症状の強さを先に分類してから、原因候補を順番に潰すほうが早いです。
筆者はまず、軽度・中度・重度の3段階に分けます。
軽度は角の持ち上がりが0.5mm以下で、造形自体は完走するものです。
中度は角や長辺が目で見て浮き、底面の平面性が崩れる段階です。
重度は、途中ではがれる、あるいは10層以上にわたって歪みが引きずられる状態で、この段階になると密着だけでなく熱条件全体が崩れています。
判断の順番は固定したほうが迷いません。
筆者はいつも、1層目の密着、ベッド温度、冷却、形状、材料、設置環境、装置状態の順で見ます。
これは、前の項目ほど再現性が高く、短時間で白黒がつきやすいからです。
- 1層目の密着は十分か
1層目が均一につぶれていて、線同士がつながり、角だけ先に細くなっていないなら Yes です。
線が丸く乗っている、角で途切れる、指で触る前から端が怪しいなら No で、最優先はZオフセットやベッド面の状態です。
- ベッド温度は材料に合っているか
PLAならベッド温度の目安は約60℃前後、ABSなら90〜110℃が基準になります。
ABSはノズルも230〜250℃が目安で、ここが低いと層のなじみが悪くなって反りが出やすくなります。
設定値がこの帯から外れている、あるいは端と中央で温まり方に差があるなら No です。
- 初期層で冷却が効きすぎていないか
初期層からファンが強く入ると、角だけ先に縮んで持ち上がります。
Prusa Knowledge Baseでも最初の数層は冷却を省く考え方が整理されています。
ここで Yes なら次へ、No なら初期層のファン設定を見直します。
筆者の環境では、角だけ浮くのにブリムはしっかり付いているケースで、原因が初期冷却だったことが多いです。
実際、PrusaSlicerで初期層の冷却をオフにしただけで、同じモデルの角浮きが止まったことが何度もありました。
ブリムが残っているのに本体だけめくれるなら、密着不足より急冷の当たり方を疑うほうが筋が通ります。
- 形状は反りを呼びやすいか
長辺が長い、大きな平面がある、角が鋭い、薄肉である。こうした要素が強いなら Yes です。長辺両端が同時に上がるときは、この段階で原因が絞れます。
- 材料は収縮の大きいものか
PLAで問題が出ていない条件でも、ABSに替えると一気に厳しくなります。
ABSは収縮が大きく、ポリカーボネートはさらに強い方向です。
材料変更の直後に反りが増えたなら Yes と見てよいです。
- 設置環境に急冷要因はないか
エアコンの風、窓際、出入口近くの気流が当たる位置は反りの典型条件です。角の片側だけ毎回悪いなら、設定より先に風向きを疑う場面が多いです。
- 装置状態に問題はないか
ベッドの温度分布、面のゆがみ、ノズル先端の汚れ、センサーずれなどです。
いつも同じ位置だけ浮く、条件を変えても症状の場所が動かないときは、装置側に寄っていることが多いです。
この流れで見ると、原因を「密着剤が弱いから」「材料が悪いから」と大雑把に決めつけずに済みます。
特に軽度の反りは、1層目か初期冷却のどちらかで片づくことが多く、中度以上で初めて形状や設置環境の比重が大きくなります。
失敗写真の見分け方
反りは見た目が似ていても、浮き方のパターンで原因が読めます。
写真を見て判断するときは、どこが、いつ、どんな形で持ち上がったかに注目すると整理しやすいのが利点です。
| 症状の見え方 | 疑う原因 |
|---|---|
| 角だけ浮く | ベッド密着不足、または初期層の急冷 |
| 角だけ浮くがブリムは残る | 初期冷却が強すぎる、風が角に当たっている |
| 長辺の両端が浮く | 形状起因に加えてベッドの温度ムラ |
| 片側の手前だけ毎回浮く | 設置環境の風、またはベッド端の低温部 |
| 底面全体が弓なりになる | 大型平面の収縮、材料起因の内部応力 |
| 途中からはがれて斜めに倒れる | 初期密着不足ではなく、造形中の急冷や収縮蓄積 |
| 下層から10層以上にわたって歪みが残る | 重度の熱バランス不良、材料と形状の相性不良 |
| SLAで面全体が反る | 硬化収縮、配置不良、洗浄後の乾燥不足 |
角だけ少し上がる写真は、いちばん単純に見えて実は分岐が多いです。
1層目自体が甘いなら密着不足ですが、ブリムがきれいに残って本体の角だけが持ち上がるなら、筆者は冷却を先に見ます。
ここを見誤ると、ベッド温度や接着剤ばかり触って遠回りします。
長辺の両端がそろって上がる写真は、形状由来のサインとしてわかりやすいのが利点です。
細長い箱物やプレートで起きやすく、中央は付いているのに両端だけ反るなら、単純な脱脂不足より縮もうとする力が端に集まっている状態です。
さらに端と中央で温度差があると、浮き方が左右対称に強まります。
途中ではがれた失敗写真は、1層目だけを責めると外しやすいのが利点です。
序盤は持っていても、層が積み上がるほど収縮応力が増え、そこで一気に負けることがあります。
ABSの箱物で途中から「パキッ」と端が持ち上がるタイプはこの典型です。
Trend 3Dの反り対策記事でも、ABSは高めのベッド温度とファン抑制、囲い込みの優先度が高いと整理されていますが、写真の出方もまさにその傾向に一致します。
SLAや光造形は、FDMのような角浮きとは少し見え方が違います。
平置きした大きな面がゆるく反る、薄板が後処理後に曲がる、といった写真なら熱より硬化収縮と後処理を疑うべきです。
硬化時の体積収縮は平均3〜5%とされ、洗浄後の自然乾燥も約30分を目安に整えたほうが結果が安定します。
FDMと同じ感覚で「ベッドに付かなかった問題」と見ると、原因の方向を間違えます。
⚠️ Warning
失敗写真で注目したいのは、浮いた場所そのものより「浮いていない場所がどこか」です。中央だけ付いているのか、ブリムだけ残っているのか、片側だけ無事なのかで、密着・冷却・温度ムラのどれが主因かが見えやすくなります。
観察チェックリスト
診断の精度を上げるには、失敗後の写真だけでなく、印刷中に何を見ていたかが効きます。
筆者がテスト時に必ず拾う観察点は多くありません。
むしろ数を絞ったほうが、原因との対応が明確になります。
- 1層目の押しつぶし具合
- ブリムのはがれ方
- 風の有無
- 端と中央の温度差
1層目の押しつぶし具合は、反り診断の入口です。
線が軽くつながっていて、表面に過度な盛り上がりがない状態なら基準点として使えます。
丸線のまま置かれているなら密着不足、逆に潰れすぎて表面が荒れているなら別の問題を呼び込みます。
ここが不安定なまま他の設定を見ると、診断結果がぶれます。
ブリムのはがれ方も欠かせません。
ブリムごと外れるなら、密着不足や温度不足の方向です。
本体は浮くのにブリムは残るなら、ブリムが「付かなかった」のではなく、本体側に縮み応力が集中しています。
筆者が初期冷却を疑うのは、この見え方のときです。
見た目は似ていても、はがれた境界がどこにあるかで原因は変わります。
風の有無は、想像以上に結果へ直結します。
手をかざしてわかるレベルの気流はもちろんですが、一定方向の角だけ毎回悪いときは、印刷中に紙片や細い糸で流れを見ると整理しやすいのが利点です。
エアコンの送風や窓際の冷気は、設定画面には出てこないのに、失敗の再現性だけは妙に高い原因です。
端と中央の温度差は、写真だけでは読みにくいぶん、観察できると強い材料になります。
中央は安定するのに外周だけ反るなら、ベッド設定温度そのものより分布に注目したほうが早いです。
前述の通り、温度差が大きいと収縮差として現れやすく、端の反り方に素直に出ます。
特に大型プレート形状では、この差がそのまま症状の強さになります。
材料別の観察の重みづけも少し違います。
PLAはベッド約60℃前後でも安定しやすく、冷却や風の影響を拾いやすい材料です。
ABSはベッド90〜110℃帯でも反るときは反るので、1層目だけでなく造形空間の冷え方まで含めて見たほうがよく、収縮の大きさが症状に直結します。
PETGは1層目が良く見えても、表面との相性や端部の熱の抜け方で結果が変わるので、ブリムと本体の差をよく観察すると原因を外しにくい設計です。
光造形は洗浄後から二次硬化までの変形も観察対象で、乾燥前に曲がりが進んでいないかを見るだけで切り分けが楽になります。
原因別の解決法|最初に試す5ステップ

5ステップの全体像
反り対策は、効きそうな設定を同時に何個も触るより、順番を固定して一つずつ潰すほうが速いです。
筆者はまず記録から入ります。
ここを省くと、たまたま良くなったのか、本当に原因を当てたのかがわからなくなります。
最初に用意したいのは、多くの環境で20〜30分程度を目安に回せる小さなテストモデルです。
薄い板でも短いバーでもかまいませんが、角の浮きや長辺の反りが見えやすい単純形状が向いています。
そのうえで、現状の設定をメモします。
最低限残したいのは、素材、ノズル温度、ベッド温度、印刷速度、冷却、ベッド表面です。
PEIなのかガラスなのか、接着剤を使っているのかでも解釈が変わります。
- ベッドを清掃して脱脂する まずは接触面を正常化します。無水エタノールやIPAでベッドを拭き、指の油膜やホコリを落とします。反り対策というと温度やファンに目が行きがちですが、表面が汚れていると1層目の評価自体ができません。1層目密着確認の前に、ここを基準状態へ戻します。
- 1層目を再調整する 次に見るのは1層目です。Zオフセットを微調整し、線が軽く押しつぶされてつながる状態を作ります。同時に、初期層の速度も落とします。たとえば通常設定のまま50mm/sで入っているなら、20〜25mm/sまで下げるだけで定着が急に安定することがあります。Cura系でも初期レイヤー速度を下げると接着改善につながる考え方が採られていて、実際ここは変化が出やすい判断材料になります。
- ベッド温度を見直す 接触面と1層目が整ってから、温度を触ります。基準は、PLAなら約60℃前後、ABSなら90〜110℃帯です。ABSのノズル温度は230〜250℃が目安で、この帯から外れると層同士のなじみも悪くなります。TechnicolorやTrend 3Dの整理でもこのあたりが基準になっています。調整は一気に振らず、5℃刻みで動かすと結果が読みやすいのが利点です。
- 冷却ファンを見直す 反りやすい造形では、初期層の冷却が強すぎるだけで負けます。初期層はファンをOFFか弱めにし、ABSは基本的にOFF寄り、PLAは弱〜中から始めると整理しやすいのが利点です。筆者の感覚でも、ブリムは残るのに本体の角だけが持ち上がるときは、ベッド温度より先にここで当たることが多いです。
- 付着を強化する まだ浮くなら、ブリムやラフトを追加します。まず試しやすいのはブリム5〜8mmで、角に応力が集まる形状なら四隅にマウスイヤー(コーナーパッド)を置くと効きます。大型モデルやABSでは、これに加えてエンクロージャーも視野に入ります。市販品でなくても、段ボールに透明シートを組み合わせた簡易的な囲いで、造形空間の急冷を抑えられます。
この流れで大事なのは、1回に1項目だけ変えることです。
清掃とZオフセットと温度を同時に触ると、どれが効いたのか判定できません。
反りは「正しい対策を当てる」より、「原因の候補を順番に外さない」ことのほうが欠かせません。
ℹ️ Note
テスト時の記録は、成功条件を再現するためのメモでもあります。素材名だけでなく、ベッド表面がPEIかガラスか、初期ファンを切っていたかまで残しておくと、次に似た形状を刷るときの再現率が上がります。
変更前→変更後の例
実際の進め方は、派手な変更より地味な1手を積み重ねるほうが安定します。
たとえばPLAで角が少し浮くケースなら、変更前はベッドを軽く払っただけ、初期層速度は50mm/s、初期ファンも通常寄り、ブリムなしという状態がよくあります。
そこからベッドをIPAで拭き、Zオフセットを少し詰め、初期層速度を20〜25mm/sへ落とし、必要ならブリムを足す。
この順番で進めると、どこで改善したかがはっきり見えます。
ABSでは、変更前の状態がもっと典型的です。
ベッド温度は低め、初期層からファンが回り、開放状態で大型平面をそのまま刷っていると、途中で角が負けやすくなります。
そこでベッド温度を90〜110℃帯に入れ、初期層のファンを切り、必要に応じて囲いを追加すると、同じ形状でも挙動が別物になります。
ABSは収縮が大きく、Technicolorでは約0.7%前後と整理されています。
つまり、接地面だけを強化しても、造形空間が冷えすぎていれば押し戻されるわけです。
筆者がわかりやすく効いたと感じたのは、ABSのトレイ形状でブリム幅を5mmから8mmに増やした場面です。
見た目にはほんの少しの差ですが、刷り始めの安心感が明らかに変わりました。
派手な設定変更ではないのに、急に安定する感覚があります。
こういう改善は、温度を大きく振るより再現しやすいことが多いです。
もう一つ、変更前後が見えやすいのは「ブリムは残るのに本体だけ浮く」ケースです。
変更前はベッド温度ばかり上げていても症状が残り、変更後に初期ファンを抑えたら止まる、という流れが典型です。
これは密着不足というより、初期層の急冷で角に収縮が集まっていたと読めます。
見た目は似ていても、対処の当たりどころが違います。
やりすぎ注意
反りが出ると、つい全部盛りにしたくなります。
ベッド温度を上げて、ノズル温度も上げて、ファンを止めて、ブリムもラフトも入れて、接着剤まで足す。
気持ちはよくわかりますが、このやり方だと何が効いたのかが消えるうえに、別の不具合を呼び込みやすいのが利点です。
代表的なのは、Zオフセットの詰めすぎです。
1層目を密着させたいあまり押しつぶしすぎると、表面が荒れたり、象の足が強く出たりして、今度は寸法や底面の仕上がりが崩れます。
初期層速度を落とすのは有効ですが、Zまで同時に極端に詰める必要はありません。
線がつながり、過剰に盛り上がらないところが基準です。
温度の上げすぎも同様です。
ベッド温度は基準帯から5℃刻みで見たほうが判断しやすく、いきなり大きく振ると、反りは減っても底面がだれたり、冷えた後の収縮差が別の歪みとして出ることがあります。
とくに大型平面では、設定温度そのものだけでなく、面内の均一さのほうが効く場面があります。
冷却もゼロか100かで考えないほうがうまくいきます。
ABSは基本OFFで整理しやすい一方、PLAまで常時ファンOFFにすると、角は持っても細部の形状が甘くなりやすいのが利点です。
初期層だけ弱め、その後で通常域へ戻すほうが、密着と形状保持のバランスを取りやすいのが利点です。
ブリムやラフトも、増やせば増やすほど正義ではありません。
ブリムは有効ですが、外しやすさや後処理の手間も増えます。
筆者はまず5mmから入り、足りなければ8mmへ広げます。
この段階的な進め方だと、効いた境目が見えやすいのが利点です。
いちばん避けたいのは、一度に複数項目を変えて記録を残さないことです。
反り対策は経験則がものを言うようでいて、実際には再現性のある調整です。
素材、温度、速度、冷却、ベッド表面を1セットとして残しておくと、次に同じ失敗が出たときの戻り先ができます。
ここがあるだけで、対処が勘ではなく手順になります。
対処法 — スライサー設定の変更
ここで示す数値や項目は、多くのユーザーやコミュニティで実務的に使われている目安です。
スライサーの項目名や公式デフォルト、挙動はバージョンやプロファイルによって変わるため、厳密な「公式値」を参照する場合は各スライサーのドキュメント(Cura / OrcaSlicer / PrusaSlicer 等)を確認してください。
基本方針は、温度を大きく振るより、初期層の「速度・高さ・幅・フロー・冷却」を順番に整えることです。
以下はその実務的な手順と、コミュニティでよく使われる目安です。
調整の成否は、大きな本番モデルより短時間のテスト片で見たほうが早いです。
筆者は 60×10×3mm のバーを四隅に置く試験か、100mm 角の薄板をよく使います。
どちらも反りの出方が見やすく、設定によっては多くの環境で30分以内に傾向をつかみやすいので、設定変更のたびに結果を比較しやすいのが利点です。
Cura 5.x の設定名と場所
Cura 5.x では、初期層まわりの主要項目は Custom 設定の中にあります。
まず触る頻度が高いのは Initial Layer Speed で、Speed 系の設定として表示されます。
初期層が速すぎるとベッドに落ち着く前にヘッドが先へ進むので、通常値のままなら 20〜25mm/s へ落とす意味が大きいです。
Ultimaker の日本語リソースでも、初期レイヤー速度はビルドプレートへの接着改善のため低速推奨という説明になっていて、考え方は明確です。
ライン幅は Initial Layer Line Width を使います。
デフォルトの感覚で 100% 付近に置かれているなら、まずは 120% に広げると接地面の安心感が増します。
ここは単純に太くするというより、1本ごとの接触面積を増やして角を逃がさないための設定です。
底面のディテールが厳しいモデルではやりすぎが出ますが、反り対策の一次対応としては扱いやすい項目です。
高さは Initial Layer Height を見ます。
初期層を 0.2〜0.28mm に置くと、軽いベッドのうねりや面のばらつきを吸収しやすく、1層目の安定度が上がります。
ここで線がまだ丸く乗っているなら、ノズル側の高さを一気に詰めず、Z オフセットを 0.02mm ずつ下げて、線同士が自然につながるところを探るのが手堅いです。
押し出し量は Flow 系の項目と組み合わせて見ますが、Cura ではまず速度・高さ・幅を整えてから触るほうが結果を読みやすいのが利点です。
初期層だけの押し出しが弱いと感じた場面でも、いきなり大きく増やさず 95〜105% の範囲で動かすと、象の足との境目がつかみやすくなります。
冷却は Initial Fan Speed を 0% にし、その後の通常ファンへ段階的につなげます。
PLA は初期層だけ抑えてから立ち上げる運用がやりやすく、ABS はそのまま 0% 維持の整理がしやすいのが利点です。
密着タイプは Build Plate Adhesion で Brim を選び、幅は 5〜8mm が基準になります。
Cura はこの一連の項目が比較的素直な名前で並ぶので、初期層だけ狙って詰めたいときに扱いやすい印象です。
OrcaSlicer 2.x の設定名と場所

OrcaSlicer 2.x でも考え方は同じで、まず First layer speed を落とします。
印象としては、Orca は速度やフローの効き方が見えやすい反面、1項目だけで押し切ろうとすると失敗がはっきり出ます。
筆者が First layer flow を 98% から 105% に振って象の足を作ったのもこのパターンで、反りだけを見て押し出し量を増やすと、底面の形状が先に崩れました。
Orca はむしろ First layer speed を下げ、ライン幅側で支えるほうが安定しやすいのが利点です。
設定名としては、速度は First layer speed、高さは First layer height、フローは First layer flow を見ます。
初期層高さは 0.2〜0.28mm を基準にすると、バー形状のテストでも四隅の付き方が読みやすくなります。
ここでノズルが高いと、フローを上げても線が丸いまま残るので、まず Z オフセットを 0.02mm 単位で詰めて、押し出しの形を整えたほうが早いです。
ライン幅はプロファイルによって表示のされ方が少し変わりますが、First layer line width に相当する項目を使って 120% 側へ寄せると、フローを増やしたときより副作用が少なくまとまりやすいのが利点です。
Orca は First layer flow を盛るより、First layer speed を落として、初期層ライン幅を広げるほうが成功率が高いです。
とくに四隅が軽く浮く程度の症状なら、この2項目だけで止まることが少なくありません。
冷却は Initial Fan Speed に相当する初期層ファン設定を 0% にし、2層目以降で立ち上げます。
ABS はそのままファンを切った構成が扱いやすく、PLA は初期層だけ抑える運用が整理しやすいのが利点です。
ベッド密着タイプは Brim を優先し、幅は 5〜8mm。
Raft は確かに効く場面がありますが、Orca でも下面品質と時間の代償が大きいので、常用設定にはしにくい設計です。
Orca で設定変更の当たり外れを見たいときは、60×10×3mm バーを四隅に置くテストが相性良好です。
四隅のどこから浮くか、ブリムは残るのに本体だけ負けるか、線がつぶれすぎているかが短時間で見えます。
100mm 角の薄板も有効ですが、まずはバー試験のほうが、速度・フロー・ライン幅の差を切り分けやすいのが利点です。
PrusaSlicer 2.x の設定名と場所
PrusaSlicer 2.x では、初期層の安定化は First layer speed と First layer height が起点になります。
Prusa 系は材料プロファイルの考え方が比較的一貫していて、初期層を少し穏やかに入れる思想が見えやすいのが利点です。
たとえば PETG でも、Prusa の材料ガイドは 1層目を少し抑えた温度設定にしていて、初期層を暴れさせない方向で整理されています。
設定の詰め方としても、この考え方と相性がいいです。
速度は First layer speed を 20〜25mm/s に落とし、高さは First layer height を 0.2〜0.28mm に置きます。
PrusaSlicer はこの2つを整えるだけでも挙動が素直になります。
線が十分につながらない場合は、Z オフセットを 0.02mm 刻みで微調整し、1層目が均一につぶれるところを探ります。
押し付け不足をフローだけで埋めるより、まず物理的な接触条件を整えるほうが失敗しにくい設計です。
ライン幅は First layer extrusion width 系の項目で調整します。
表記は line width より extrusion width の文脈で見つかることが多く、役割としては初期層ライン幅と同じです。
ここを 120% 側へ広げると、ベッドへの食いつきが安定しやすくなります。
PrusaSlicer は押し出し幅の考え方が明確なので、底面の押し付けを作りたいときに理屈どおり効きやすいのが利点です。
フローは First layer flow に相当する押し出し倍率の調整を 95〜105% の範囲で使いますが、ここでも主役は速度と幅です。
PrusaSlicer でも初期層フローは微修正向きで、密着の主因を担わせると底面の形が先に崩れます。
象の足を避けながら反りだけ止めたいなら、フローより First layer extrusion width のほうが扱いやすいのが利点です。
冷却は初期層で抑え、2層目以降に立ち上げる構成が基本です。
Prusa のクーリングの考え方でも、最初の数層は冷却を省いて定着を優先する整理がされています。
ABS は基本 0% のまま、PLA は初期層だけ抑える、と切り分けると判断が速いです。
ベッド密着は Brim を 5〜8mm、Raft はほかの項目を整えても負ける大型平面で使うくらいがちょうどいいです。
PrusaSlicer での確認用モデルも、四隅バー試験か100mm 角薄板で十分です。
Prusa 系のプロファイルは完成度が高いぶん、差分検証では本番形状より単純モデルのほうが設定の効き方を読みやすいのが利点です。
特に四隅バーは、Z オフセットの詰めすぎ、幅の足しすぎ、ファン立ち上がりの早さがすぐ形になって返ってきます。
対処法 — ハードウェアの確認・調整

ベッド準備と表面管理
反り対策で見落とされやすいのが、スライサー設定より先にベッドそのものの状態を整えることです。
1層目の見た目がきれいでも、ベッドの平面性や表面状態が崩れていると、四隅のどこかだけが負けます。
まず効くのは、プリンター側のメッシュレベリングが正しく有効になっているかと、その補正値が極端になっていないかの確認です。
自動レベリング付きの機種でも、補正マップが古いままだったり、ノズル交換後に取り直していなかったりすると、中央は付くのに端だけ浮くという症状が残ります。
自動補正があるから物理調整は不要、と考えると詰まりやすい判断材料になります。
ベッド温度は設定値だけで判断しないほうが早いです。
前述の通り、端と中央で温度差が出ると縮み方に差が生まれ、そのまま反りになります。
とくに大型平面やABSのように収縮が大きい材料では、この差が結果に直結します。
PLAならベッドは約60℃前後でも安定しやすい一方、ABSは約100℃程度が目安で、ノズルも230〜250℃帯に入っていないと層のなじみが崩れやすいのが利点です。
ABSは収縮率が約0.7%前後と大きめなので、ベッドの端で熱が逃げるだけでも角が持ち上がりやすくなります。
筆者は温度設定を疑う前に、まず端と中央の温まり方が揃っているかを見るようにしています。
表面材の相性も整理しておくと切り分けが速くなります。
PEIテクスチャは食いつきが強く、PLAやPETGで扱いやすい反面、表面の凹凸に助けられているぶん、汚れが乗ると急に不安定になります。
スムースPEIは底面がきれいに出やすく、1層目のつぶれ具合も読みやすいのが利点です。
ガラスは平面性を取りやすいのが利点ですが、表面の脱脂不足や温度ムラがあると、中央だけ付いて周辺が負ける症状が見えやすいのが利点です。
どの表面でも共通するのは、摩耗した部分、皮脂、古い糊、フィラメント由来の薄い汚れ、出荷時の離型剤の残りが密着を邪魔することです。
見た目がきれいでも、毎回同じ位置だけ浮くなら表面は疑う価値があります。
接着剤は「とりあえず塗る」のではなく、表面材と材料の組み合わせで選ぶと失敗しにくい設計です。
PLAではスティック糊が扱いやすく、ABSではABSスラリーが効く場面があります。
PEIシートでは、PEI対応グルーを薄く入れるほうが、単純な密着補助だけでなく剥離時の保護層としても機能します。
特にPETGはPEIに強く付きすぎることがあるので、密着力を上げる目的だけでなく、取り外しやすさを整える意味でもグルーの使い方に意味があります。
筆者が一度悩まされたのは、毎回まったく同じ角だけが浮く症状でした。
Zオフセットも清掃も温度も触ったのに、その角だけ負ける。
結局、原因はヒートベッドの固定ネジが1本だけわずかに緩んでいたことでした。
その角だけ荷重のかかり方が違っていて、レベリングを取り直しても実際の動きが安定していなかったわけです。
増し締めしたら嘘のように再発しなくなりました。
こういう機械的なゆるみは、設定では消せません。
毎回同じ場所で同じ浮き方をするなら、表面管理だけでなく固定部の状態まで見たほうが早いです。
レベリング/Z調整の手順

Zオフセットとレベリングは、反り対策の中でも再現性に直結する基礎調整です。
ここがずれていると、初期層速度やライン幅をどれだけ詰めても、効き方が安定しません。
考え方としては、自動補正を信用しつつも、まず物理的な水平をできるだけ揃え、そのうえでZオフセットを追い込む流れが最も素直です。
自動レベリング付きでも、四隅の高低差が大きい状態をそのまま補正に任せると、場所によって1層目のつぶれ方が変わりやすくなります。
実際の手順はシンプルです。
紙か厚みゲージを使って、四隅と中央の抵抗感を揃えます。
紙が軽く引っかかる状態を基準にし、四隅だけでなく中央でも同じ感触になるかを見ます。
ここで四隅は合うのに中央だけ詰まる、あるいは中央だけ緩いなら、ベッドの反りや固定状態を先に疑うべきです。
その後でオートレベリングを走らせ、補正値が極端に偏っていないかを見ます。
メッシュ補正は万能ではなく、物理的に無理のある状態をなだらかにしてくれる仕組みだと考えると整理しやすいのが利点です。
Zオフセットは、ノズルとベッドの隙間を詰めすぎても広すぎても失敗します。
広すぎると線が丸く乗って角からはがれ、詰めすぎると材料が逃げて表面が荒れたり、象の足が強く出たりします。
理想は、1層目のラインが軽く押しつぶされて隣同士が自然につながる状態です。
見た目としては、線の境目が少しだけ馴染み、ベタ面に隙間が出ないところが基準になります。
筆者は調整時、中央だけでなく四隅でも同じ線幅になるかを重視します。
中央で完璧でも、角で急に細くなるなら、Zオフセット単独の問題ではなくベッド側に原因があります。
PETGはこの調整の差が結果に出やすい材料です。
PrusaのPETGガイドでも、1層目はノズル230℃、2層目以降240℃、ベッドは1層目85℃、2層目以降90℃という組み方が示されています。
このように1層目を少し穏やかに入れる設計は、Zオフセットの当たりを読みやすくします。
1層目が暴れにくいので、ベッドへの押し付け不足なのか、表面との相性なのかを判断しやすいからです。
温度だけ上げて解決しようとするより、物理的な当たりを揃えたほうが、設定変更の意味がはっきり見えます。
💡 Tip
レベリング後の確認は、本番形状より四隅に短いバーを置くテストのほうが読みやすいのが利点です。四隅と中央で線のつぶれ方が揃うかを見るだけで、Zオフセットの問題なのか、ベッド平面性の問題なのかが切り分けられます。
風対策・エンクロージャー
ハードウェア側で反りを止めるうえで、風の管理は効きます。
角だけ浮く、ブリムは残るのに本体だけ負ける、片側だけ毎回めくれる。
このあたりは、ノズルやベッド温度よりも、造形中にどこへ冷たい空気が当たっているかで決まることが多いです。
とくにABSは反りやすさが高く、収縮も大きいので、局所的な急冷がそのまま変形になります。
ポリカーボネートのように収縮率が1%を超えるケースがある材料では、なおさら熱の逃げ方を揃える意味が大きくなります。
まず見たいのはパーツクーリングファンの風漏れです。
ファンダクトがわずかに下を向きすぎていたり、片側だけ強く当たっていたりすると、その角から先に冷えます。
PLAではある程度の冷却が必要ですが、初期層や反りやすい形状では、風が当たりすぎるだけで付着が負けます。
ABSではファンを抑えたほうが安定しやすく、冷却を入れるにしても形状上どうしても必要な場所に限定したいところです。
ファンの設定だけでなく、ダクトの向き、カバーの隙間、ノズル周りの気流も含めて見たほうが現象と一致しやすいのが利点です。
外気のドラフトも無視できません。
窓際、エアコンの通り道、開閉の多いドア付近では、片側だけ毎回反る理由がはっきり出ます。
ベッド温度が十分でも、造形物の側面に冷気が当たると、その面から収縮が進みます。
筆者は反りの切り分けで、まずプリンターの周囲を手で感じて、造形中の高さに空気の流れがないかを見ることがあります。
見た目では静かでも、角にだけ当たる弱い気流が原因になっていることは珍しくありません。
簡易エンクロージャーは、ここをまとめて改善できる手段です。
大げさな専用品でなくても、段ボールや断熱パネルでプリンターの周囲を囲い、前面に開閉しやすい面を残すだけで、造形空間の温度変動が減ります。
重要なのは密閉しきることより、外気が直接当たらない状態を作ることです。
ABSの箱物や長辺のある大型平面では、この差がそのまま四隅の残り方に出ます。
筆者も、設定を詰めても止まらなかった反りが、囲いを付けた瞬間に収まった経験が何度もあります。
こういう場面は、スライサー調整よりハード側の対策のほうが効きます。
エンクロージャーを使うときは、熱源の近くに可燃物を寄せすぎない構成にするのが前提です。
そのうえで、上面や背面に少し逃がしを作り、配線やスプールの動きが引っかからないようにすると運用しやすくなります。
要するに、反り対策としてのエンクロージャーは「高温化」より急冷防止が主目的です。
角の浮きが、材料の限界ではなく、風と温度ムラで起きているなら、この調整だけで世界が変わります。
対処法 — 素材・環境の改善

フィラメント乾燥/保管
材料側の状態が崩れていると、スライサー設定やレベリングを詰めても反りの傾向が消えません。
とくに ABS と PETG は吸湿の影響を受けやすく、見た目には普通に見えても、押し出しが不安定になったり、層どうしのなじみが弱くなったりして、結果として端部から反りやすくなります。
反りは熱収縮だけの問題だと思われがちですが、実際には「きれいに積層できていないことで内部応力が増える」流れも無視できません。
筆者は、層間強度が落ちた造形は角だけでなく長辺の持ち上がり方も荒くなりやすいと感じています。
優先順位は素材ごとに違います。
PLA は比較的反りにくい材料なので、まず疑うべきは風や接地面の不足です。
ただし、急冷される位置関係だったり、接地面が小さい形状だったりすると普通に反ります。
逆に ABS は素材そのものの収縮が大きく、温度安定が最優先ですが、その前提として乾いたフィラメントであることも欠かせません。
ノズル温度やベッド温度を推奨帯に入れても、材料が湿っていると押し出しが落ち着かず、1層目と下層のつながりが鈍くなります。
PETG は反りにくい寄りの材料に見えて、実際は湿気と表面相性の両方に振られやすいので、保管状態の差が結果に出やすいのが利点です。
筆者の環境でも、梅雨時にPETGの1層目がどうにも安定しない時期がありました。
Zオフセットや清掃を触っても、ラインの太さが揺れて端が少しずつめくれる感じが残っていたんですよね。
そこでフィラメントを約60℃で2時間ほど乾燥させてから同じ条件で流したところ、1層目の落ち着き方が明らかに変わりました。
この経験以降、PETGは「設定前にまず保管状態を見る材料」だと考えるようになりました。
乾燥後だけ改善する症状なら、反り対策の本丸はベッドではなくフィラメント側にあります。
保管は、使わない時間の長さより湿気を吸う状態で放置しているかのほうが効きます。
開封後のPETGやABSをそのまま機体横に置いておく運用は、短期では問題なく見えても、後で反りや糸引き、表面荒れとして返ってきやすいのが利点です。
密閉容器と乾燥剤を使って、少なくとも吸湿しにくい状態を維持しておくと、原因の切り分けが楽になります。
室温・湿度・気流
造形物のまわりの空気が安定していないと、同じG-codeでも結果が変わります。
反り対策ではベッド温度やファン設定に目が行きがちですが、室温と気流の管理は素材ごとの優先順位を決める土台です。
筆者が基準にしているのは、室温が20〜28℃程度で大きく揺れない状態です。
この帯に収まっていると、少なくとも「部屋が冷えすぎて片側だけ縮む」失敗は起きにくくなります。
ここでも素材差がはっきりあります。
PLAは部屋の条件が多少荒れていても通ることがありますが、急冷されると小さい接地面や細長い部品であっさり角が上がります。
ABSは話が別で、温度安定そのものが最重要です。
収縮率が約0.7%前後とされる材料なので、造形中の温度差がそのまま変形に出やすいのが利点です。
ノズルを230〜250℃、ベッドを90〜110℃に入れていても、周囲の空気が揺れていれば意味が薄れます。
前のセクションで触れたエンクロージャーが効くのも、この温度安定をまとめて作れるからです。
気流は、強風でなくても十分に悪さをします。
窓際、換気の通り道、エアコンの直撃、サーキュレーターの流れは、反りの症状ときれいに対応します。
角だけ浮く、片側だけ毎回負ける、ブリムは残るのに本体だけ反る。
このあたりは、気流が当たる面から先に熱が抜けていると考えると説明がつきます。
見た目には静かな部屋でも、造形高さの位置にだけ空気が流れていることがあるので、ABSで不安定なときは設定より先に設置場所を見たほうが筋がいいです。
湿度も無関係ではありません。
湿度そのものが直接反りを生むというより、PETGやABSの吸湿を進めて押し出しと積層を乱し、結果として反りやすい状態を作ります。
梅雨時に不調が増えるのはこの連鎖があるからです。
PLAは比較的扱いやすい一方で、夏場の高温室内では逆に冷却の入り方が鈍くなり、形状によっては1層目の広がり方が変わります。
素材ごとに問題の出方は違いますが、共通しているのは部屋の条件が毎回同じほうが原因を絞り込みやすいという点です。
ℹ️ Note
PLAで反るなら風と接地面、ABSで反るなら造形空間の温度安定、PETGで反るなら吸湿とベッド表面の相性まで含めて見ると、対策の順番を外しにくくなります。
接着剤とベッド素材の選び方

ベッドの表面は「付けば正解」ではありません。
材料によっては、密着しなさすぎる問題と密着しすぎる問題の両方があります。
ここを取り違えると、反りを止めようとして逆に剥がしづらさや表面破損を招きます。
素材別に見ると、PLAは比較的扱いやすく、60℃前後のベッドで素直に乗ることが多いです。
ただし、小さい接地面や細長い部品では、表面の脱脂不足や押し付け不足だけで反ります。
PLAの反り対策では、強い接着剤を増やすより、まず接地の条件を揃えるほうが効率的です。
ABSは高温ベッドと温度安定が軸なので、表面材は「強固に貼り付ける」より高温状態で均一に保持できるかが欠かせません。
PEI系シートは使いやすく、温度が乗っていると安定しやすい組み合わせです。
ガラスも平面性は取りやすいのですが、端部の温度が落ちると密着の差が出やすく、表面材単独で反りを止めるのは難しいことがあります。
ABSで接着剤ばかり足していくと、根本原因である急冷や温度ムラを見失いやすいのが利点です。
PETG はこのテーマがいちばん厄介です。
密着不足で角が浮くこともあれば、逆にガラスへ強く固着して剥離時にトラブルになることもあります。
つまり、PETGは「付かなさすぎ」にも「付きすぎ」にも注意が必要な材料です。
筆者はPETGをガラスで使うとき、何も介さず直接載せるより、糊を薄く入れて離型の層として使うほうが扱いやすいと感じています。
PEIシートでも安定しやすいですが、その場合も密着が強く出すぎないよう、表面状態を一定に保つほうが結果が揃います。
PrusaがPETGで示している1層目230℃、2層目以降240℃、ベッド85〜90℃という組み方は、1層目を暴れさせずに定着させる考え方として理にかなっています。
ここで表面との相性が合っていないと、温度条件が良くても結果は崩れます。
PETGが難しいのは、ノズル温度やベッド温度だけでなく、ベッド素材との相性で「ちょうどよい密着」を探す必要があるからです。
反り対策の視点では、剥がれないことだけでなく、造形後に無理なく外せることまで含めて表面を選ぶのが実務的です。
素材別の反り対策|PLA・PETG・ABSで何が違うか
素材によって、反り対策で先に効くポイントは違います。
PLAで通る設定をそのままABSに持っていくと失敗しやすく、逆にABS向けの重い対策をPLAにそのまま当てても効率はよくありません。
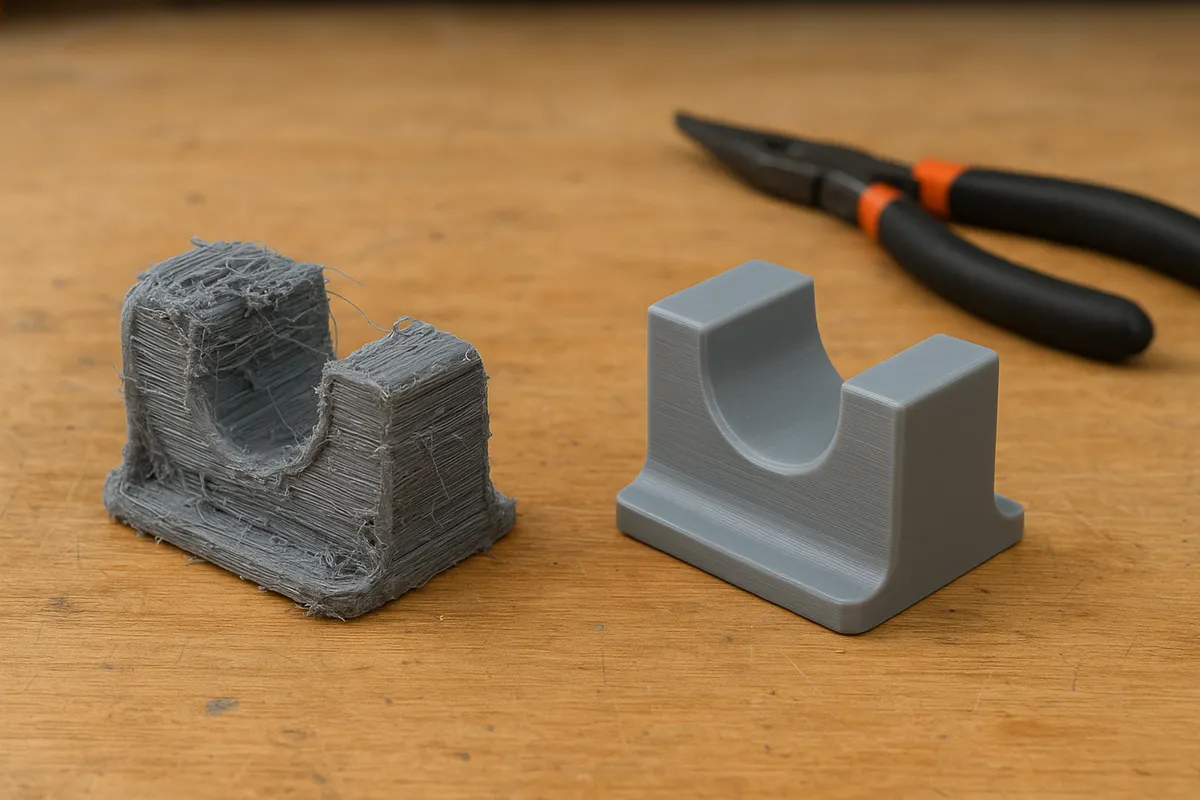
筆者も、PLAでは問題なく成功した箱物を、同じG-codeのままABSで流して毎回のように角を持ち上げたことがあります。
造形データが同じでも、結果を決めているのは材料そのものより、収縮の大きさと冷え方、そして造形空間の安定度だと実感します。
反りの出やすさは、設定値の高さだけではなく「どこを優先して整えるべきか」の違いとして捉えると整理しやすいのが利点です。
PLAは一層目の作り方と急冷対策、PETGはベッドとの相性と一層目の安定、ABSは造形中ずっと温度を崩さないことが軸になります。
大型で角張った形状ほどこの差は拡大しやすく、ABSは収縮率が約0.7%前後、ポリカーボネートでは1%を超えるケースもあるので、材料条件だけで押し切れない場面では設計側で角を逃がす、接地面を増やすといった対策も効いてきます。
PLAのコツ

PLAはFDMの中では比較的反りにくい材料です。
だからこそ「PLAで反るなら別の大きな原因がある」と切り分けやすい面があります。
多くの場面ではベッド温度を約60℃前後に置くと安定しやすく、まずは一層目の押し付けと接地条件を整えるのが筋です。
ただし、反りにくいことと、反らないことは別です。
PLAで失敗しやすいのは、急冷と接地面不足が重なるケースです。
小さい足で立つモデル、細長いプレート、四隅だけで支える形状では、見た目以上に底面へ応力が集中します。
そこに窓際の冷気やファンの当たり方が加わると、ABSほどではなくても角が上がります。
特に一層目からしっかり冷やしすぎると、定着する前に縮み始めるので、初期層のファンは弱めに入れるほうが安定します。
PLAは全体温度より「最初の数層をどう着地させるか」で結果が決まりやすい材料です。
PLAで反るときは、ベッド温度を大きく動かすより、接地面の増加やブリム、初期層の冷却の入り方を見直したほうが変化が出やすいのが利点です。
つまりPLAの反り対策は、高温で押さえ込む発想より、急激に冷えないようにして一層目を安定させる発想のほうが合っています。
PETGの注意点
PETGはPLAより耐熱寄りで、ABSほど極端に反りやすいわけでもないのですが、一層目の安定が崩れると急に扱いづらくなります。
難しさは、密着しなさすぎる場合と、逆に密着しすぎる場合が両方あることです。
反り対策だけを考えると強く貼り付いてほしくなりますが、PETGではそれがそのまま正解になりません。
まず起こりやすいのは、ノズル温度やベッド温度が高すぎて一層目がだれ、線の幅や端部の形が落ち着かなくなるパターンです。
もう一つは、ベッド表面との相性で線が滑ったり、逆に強く食いつきすぎたりして、見た目の一層目は出ているのに端だけ不安定になるパターンです。
PrusaがPETGの例として一層目230℃、二層目以降240℃、ベッド85〜90℃という組み方を示しているのは、この一層目を暴れさせずに定着させる考え方として理解しやすいのが利点です。
PETGで温度を詰めるときは、断定的な固定値よりメーカー推奨を起点にして、5℃刻みでノズルかベッドのどちらか一方を動かすほうが整理できます。
過温で一層目が柔らかすぎるのか、逆に足りずに線がなじんでいないのかを見分けやすいからです。
筆者はPETGを触るとき、反りそのものだけでなく、一層目の線端が落ち着いているか、ブリムと本体の境目に差が出ていないかを重視します。
PETGは「貼り付ければ解決」ではなく、ちょうどよい密着を作れたときに安定します。
ABSの必須条件
ABSは、この3素材の中では反り対策の優先順位が最もはっきりしています。
重要なのは一層目の接着より前に、造形中の温度を揺らさないことです。
ノズル温度は230〜250℃、ベッド温度は90〜110℃が基準になり、ファンは基本的に切ったまま運用するのが軸になります。
ここで冷却を入れると、せっかく高温で積んだ層が途中から急に縮み、四隅や長辺の端から持ち上がりやすくなります。
ABSで差が出るのはエンクロージャーの有無です。
ベッドだけ熱くしても、周囲の空気が冷えていれば上層と下層の温度差が広がり、内部応力が抜けません。
筆者がPLAで普通に通っていたモデルをABSに切り替えた途端、同じG-codeでも毎回のように反らせたのは、ここでした。
スライサー設定より先に、造形空間の温度と気流を抑えたときに結果が一気に変わります。
この設定を変えた瞬間に世界が変わる、というより、ABSでは環境を整えた瞬間に材料の性格がやっと素直に出る感覚です。
ABSは収縮率が約0.7%前後とされるので、大型の箱物や角張ったプレートでは設計形状そのものも効いてきます。
平面が広い、角が鋭い、長辺が長い形状ほど、温度管理だけでは抑え込みにくくなります。
ABSで反るときは、素材のせいにするより、ファンを切る、高温ベッドを維持する、エンクロージャーで温度を安定させるという順番のほうが再現性を作りやすいのが利点です。
形状・設計で防ぐ方法|大きな平面、細長い部品、角の強いモデル

大型平面の分割・肉盗み
FDMで反りが起きる理由を形状側から見ると、芯になるのは冷却時の収縮と、その収縮が部品の中に残す内部応力です。
樹脂は積層直後はまだ柔らかく、冷えるにつれて縮みます。
このとき、ベッドに強く押さえられている底面と、空中に露出して先に冷えやすい上側とで縮み方に差が出ると、部品全体が曲がろうとします。
特に大きな平面は、面積が広いぶん温度ムラを受けやすく、急冷、風、ベッド内の温度差がそのまま反りの起点になります。
角の強いモデルも不利で、応力が四隅に集まりやすいため、角から持ち上がる症状が出やすいのが利点です。
大きな底面をそのまま一体で刷るより、底面を分割して後で接着するほうが安定する場面は多いです。
筆者は箱物の底面で反りが止まらなかったとき、形を大きく変えずに二分割し、コの字パーツとフタに分けたことがあります。
同じ素材、同じプリンター、同じ設定でも、その変更だけで反りがほぼ消えました。
ここで効いたのは設定ではなく、長い一枚板として縮もうとする力を、設計段階で短い部品に分けて逃がしたことです。
大きな平面を一体で維持しようとすると、縮みの力が長辺全体に蓄積しますが、分割するとその力が小さな単位に分かれます。
底面を軽くする肉盗みも有効です。
全面をべったり厚くすると、冷えるまで時間がかかる部分と先に冷える部分が混在し、内部応力が残りやすくなります。
そこで、裏面をえぐって厚みを落としたり、必要な剛性だけをリブで持たせたりすると、応力が一か所に溜まりにくくなります。
射出成形でも厚肉部と薄肉部の差は反りの原因になりやすいですが、FDMでも考え方は近く、厚みの急変を避けて連続的につなぐだけで曲がり方が穏やかになることがあります。
中心だけ極端に厚い板や、端だけ急に薄くなる底面は避けたほうが整理しやすいのが利点です。
角の処理も見逃せません。
四角いプレートの90度の角は、収縮の向きがぶつかりやすく、そこが反りの起点になります。
角にRを付ける、軽く面取りするだけでも応力の集中が和らぎます。
見た目の問題に見えますが、実際には熱の抜け方と力の流れを整える設計です。
ABSのように収縮が大きい材料ほど効果を体感しやすく、大型平面では設定より先に形状を少し丸めたほうが素直に効くことがあります。
💡 Tip
反り対策は「接着を強くする」発想に寄りがちですが、大きな平面では縮もうとする力そのものを減らすほうが効く場面があります。分割、肉盗み、リブ、角のRは、そのための設計手段です。
長尺の応力逃がし
細長い部品が反りやすいのは、単に接地面が少ないからではありません。
長い形状ほど、端部に生じたわずかな浮きが全体を持ち上げる曲げモーメントとして効きやすくなるからです。
短い部品なら局所的な収縮で済むものが、長尺になるとてこのように作用し、中央や反対側まで歪みを引っ張ります。
そこに急冷や風が片側だけに当たると、左右で縮み方がずれて一気に曲がります。
こういう形では、隅や端部にスリットや溝を入れて収縮の逃げ場を作る設計が効きます。
細長いプレートやフレームの四隅が毎回浮く場合、角の近くに小さな逃がし溝を入れるだけで、端から中央へ走る応力が分断されます。
見た目にはわずかな切り欠きでも、樹脂が一枚で引っ張り合う状態を崩せるので、反りの出方が変わります。
特に長辺がそのまま一本で続く形状は、縮みの力が一直線に蓄積するため、どこかで逃がしてやる設計が理にかなっています。
コーナー保持には、スライサー側で付けるブリムだけでなく、設計や配置の考え方としてのマウスイヤーも相性が良いです。
角に小さな円盤状の張り出しを持たせると、反りの起点になりやすい四隅だけ接地面を増やせます。
大型平面全体を太らせるのではなく、浮きやすい場所だけを押さえるやり方なので、除去も比較的楽です。
角が鋭い箱物や細長いカバーでは、全周ブリムよりコーナーだけ保持したほうが扱いやすいこともあります。
長尺部品でもう一つ重要なのが、薄肉を均一に保つことです。
途中で急に厚くなる部分、ボスの付け根だけ肉が集まる部分、片側だけ補強が入る部分は、冷える順番がずれて収縮差を生みます。
すると、真っすぐでいてほしい棒状部品が、厚肉側へゆっくり引かれるように曲がります。
反りを防ぐ設計は、強くするために闇雲に肉を足すことではなく、力と熱の流れを均一にすることだと考えると整理しやすいのが利点です。
インフィル/肉厚の最適化
内部構造も反りに直結します。
初心者のうちは「反るならもっと詰めて、もっと厚く」と考えがちですが、FDMではそれが逆効果になることがあります。
理由はシンプルで、材料量が増えるほど熱容量が増え、冷却時の収縮量と内部応力も大きくなりやすいからです。
特に大きな平面を高密度インフィルやソリッドに近い状態で埋めると、上面はきれいでも底面が弓なりに持ち上がることがあります。
実際、箱物やプレートでは、インフィルを高くしすぎた条件より、少し疎にした条件のほうが反りが収まるケースがあります内部を詰め込みすぎず、収縮の影響を軽くする方向が有効な場面が整理されています。
剛性が必要な部品でも、全面をソリッドにするより、必要な箇所だけ壁厚やリブで強度を持たせたほうが、熱のたまり方と縮み方を制御しやすいのが利点です。
ここでも重要なのは肉厚の不均一を作らないことです。
外周2枚の薄いシェルの隣に、急に分厚いボスが立ち上がる形や、途中からだけ中身が詰まる形は、そこだけ冷え方が変わります。
均一な3mm板より、1mmと5mmが隣接する形のほうが反りやすい、という感覚です。
厚みを変えるなら段差的に切り替えるより、テーパーや緩やかなつながりで連続的に変えたほうが、内部応力の偏りを減らせます。
設計で反りを防ぐ考え方は、設定調整の代替ではなく補完です。
特に大きい平面、細長い部品、角の強いモデルでは、ベッド密着や温度設定だけで押さえ込むより、縮み方そのものを穏やかにする形に変えるほうが再現性が高くなります。
筆者は反りが止まらないモデルに出会うと、まず設定ではなく、どこに応力が溜まり、どこで曲げモーメントが立ち上がっているかを見ます。
そこが見えると、分割、溝、R、リブ、インフィルの調整が一本の線でつながってきます。
光造形(SLA)の反り対策も補足
配置
光造形の反りは、FDMのような急冷だけでなく、硬化そのものに伴う収縮で起きます。
SLAでは硬化時の体積収縮が平均3〜5%あり、この変化が層ごとに積み重なるため、平面が大きい形や断面が一度に広く出る形ほど歪みやすくなります。
特に平置きは、毎層で大きな面積をまとめて硬化させることになるので、収縮が同じ向きに溜まりやすく、硬化後にじわっと反る典型パターンです。
ここで効くのが、平置きを避けて斜めに振る配置です。
モデルを傾けると1層あたりの断面が小さくなり、収縮応力が一気に乗りにくくなります。
筆者はミニチュアの台座を最初は平置きで造形していて、プリント直後は問題なさそうに見えたのに、洗浄と硬化を終えた段階で皿のように反って困ったことがあります。
そこで45°程度の斜め配置に変え、支え方も見直したところ、変形の出方が穏やかになりました。
このあたりは、造形中の見た目より後処理後の収縮バランスで差が出ると実感しています。
大断面のプレート、台座、カバー形状では、見た目の安定感だけで平置きを選ばないほうが整理しやすいのが利点です。
光造形では「置ける姿勢」と「反りにくい姿勢」が一致しないことがよくあります。
接地しやすそうな向きより、断面を細かく刻める向きのほうが、結果として平面が残りやすいのが利点です。
中空化と排液穴

反りを抑えるうえで、中実のまま出すかどうかも無視できません。
樹脂量が多いほど硬化収縮の総量も増えるため、厚い塊や大きなベタ面は内部応力を抱えやすくなります。
そこで有効なのが中空化です。
内部を抜くと、収縮の中心になる樹脂量そのものを減らせるので、特に大きめのパーツでは効果が出やすいのが利点です。
ただし、中空化は穴を開けずに使うと逆効果になりやすいのが利点です。
内部に未硬化レジンや洗浄液が残ると、後から乾燥や二次硬化の過程で内外の硬化バランスが崩れ、外側だけが先に締まって歪むことがあります。
排液穴を設けて内部をきちんと抜ける構造にするのは、単なる洗浄性のためだけではなく、反り対策としても意味があります。
特に台座や箱形状のように、外周は薄いのに内部に液体が溜まりやすいモデルは要注意です。
見た目がきれいでも、内部に残ったレジンが後で硬化して引っ張ると、平面がじわじわ崩れます。
中空化と排液穴はセットで考えたほうがよく、造形時の成功率だけでなく、硬化後に形が残るかどうかまで含めて効いてきます。
ℹ️ Note
水洗いレジンは扱いやすさが魅力ですが、反りの観点では収縮がやや大きめに出る傾向を感じます。大型平面や台座のような形では、通常レジン以上に配置と乾燥の詰めが効きやすいのが利点です。
洗浄・乾燥・二次硬化
光造形の反りは、プリント完了時点ではなく後処理で進行することが少なくありません。
洗浄のつけ置きが長すぎると表層が余計に影響を受けやすくなり、そのまま乾き切らない状態で二次硬化に入ると、表面と内部で収縮差が出ます。
洗浄は必要以上に引っ張らず、洗浄後は約30分しっかり乾燥させてから次工程に進めると、変形の出方が安定します。
この乾燥工程は軽視されがちですが、反り対策では欠かせません。
特に水分や洗浄液が残った状態だと、硬化時に片側だけ先に締まるような挙動が出やすく、薄い円盤や板形状は皿状に曲がりやすくなります。
筆者の台座でも、洗浄後すぐに硬化したときより、きちんと乾かしてから進めたときのほうが平面性が残りました。
二次硬化のやり方にも差が出ます。
薄物や平面部品は、サポートを付けたまま二次硬化すると形を保持しやすいのが利点です。
筆者も、平置きから45°配置へ変えたのに加えて、サポート付きのまま硬化する運用にしたところ、台座の皿状変形がさらに減りました。
サポートを早く外したくなる場面はありますが、反りやすい形では保持治具として働いてくれます。
光造形は造形条件より後処理管理のほうが結果を左右する場面があり、この設定を変えた瞬間に世界が変わるんですよね。
それでも解決しないときのチェック項目
装置・センサーの再点検
設定と材料を一通り見直しても反り方が変わらないなら、装置側の見落としを疑う段階です。
ここで見るべきなのは、ベッドの平面性、加熱ムラ、オートレベリング補正が実際に反映されているか、そしてフレームの歪みです。
反りは「接着が弱い」の一言で片づけられがちですが、実際にはベッド上の場所ごとに条件が違うだけで同じ症状に見えることが多いです。
まず厄介なのが、ベッド全体が平らな前提で調整してしまうケースです。
ガラスでも金属でも、中央と四隅で高さ関係が一致していないことは珍しくありません。
オートレベリング搭載機でも安心しきれず、メッシュ補正が保存されていない、開始G-code側で補正を呼び出していない、プローブのオフセットがずれているといった理由で、せっかく測った凹凸が実プリントに反映されないことがあります。
見た目は「毎回同じ角だけ浮く」でも、実態は1層目の押し付け量がその位置だけ足りていない、というパターンです。
加熱ムラも、数値表示だけでは見抜きにくい判断材料になります。
筆者は以前、ヒートベッド温度の表示もPIDの挙動も一見正常なのに、どうしても端だけ反る個体不良に当たったことがあります。
清掃やZ調整では傾向が変わらず、温度のサーモ画像を見たところ、ベッド端が規定温度まで上がっていないことがはっきり分かりました。
中央は十分に温まっているのに、外周だけ熱量が足りないと、ベッドの平面性が正しくても端部の収縮だけ先に進みます。
表示温度が正しいことと、造形面全体が均一に加熱されていることは別問題です。
ベッドヒーター不良は全面的に死ぬとは限らず、一部だけ弱い、立ち上がりが遅い、端の温度が追いつかないという形で出ます。
そうなると、中央では成功するのに大型モデルの四隅だけ失敗する、長辺を斜めに置くと片側だけ浮く、といった再現性のある症状になります。
こういうときは接着剤を増やしても根本解決になりません。
フレーム歪みも見逃しやすいのが利点です。
特に大型ベッド機や、移動時に強い荷重がかかった個体では、見た目では真っすぐでも対角でわずかにねじれていることがあります。
すると、オートレベリングが補正しきれない範囲でノズル高さが変わり、端部の密着が崩れます。
毎回同じ方向に反るなら、ベッド面だけでなく、Xガントリーの水平やフレームの対角差まで含めて見ると原因がつながることがあります。
💡 Tip
オートレベリング機で反る場合は、センサーが付いていること自体より、補正値が取得され、保存され、印刷時に呼び出されているかが欠かせません。ここが抜けると、手動調整機と同じように局所的な1層目不良が残ります。
材料ロット/劣化の切り分け
装置に大きな異常が見当たらないのに急に反りやすくなったなら、材料ロットや劣化の影響を切り分ける価値があります。
特にABSやPETG、ナイロン系は、同じ銘柄でもロット差や保管状態の違いで結果が変わります。
古いABSで急に角が立つように反り始めたとき、温度設定だけ追いかけても収まらず、スプール交換であっさり止まることはあります。
典型的なのはフィラメント吸湿です。
吸湿した材料は単に表面が荒れるだけでなく、吐出の安定性が落ち、1層目の線幅や層間のまとまりが揺れやすくなります。
反りは収縮の問題として語られがちですが、実際には均一に押し出せないことが接地条件のムラを増やし、そこから端部の浮きにつながることも多いです。
見た目の糸引きやパチパチ音が強くなくても、底面のまとまりが微妙に崩れるだけで大型平面は不利になります。
古いABSは特に切り分け対象として優先度が高いです。
ABS自体が反りやすい材料で、収縮も大きめなので、保管中の劣化や吸湿、スプールごとの配合差が結果に出やすいからです。
表面添加剤の差が効くケースもあり、同じ「ABS」と書かれていても、あるロットはよく付くのに、別ロットでは同じPEIシート上で端から負けることがあります。
こういうときは温度を上げ下げするより、別ロットの新品スプールで同じモデルを試すほうが原因の切り分けが早いです。
接着剤と表面の相性ミスマッチも、材料由来として見たほうが整理しやすい場面があります。
PEIでそのまま安定する材料もあれば、スティックのり、ABSスラリー、専用接着剤を使ったほうが明らかに安定する材料もあります。
重要なのは「接着剤を塗るかどうか」ではなく、材料に合った接着剤が選べているかです。
PLA向けには効いても、ABSやASAでは保持力が足りないことがありますし、逆にPETGでは密着が強すぎて扱いにくくなる表面もあります。
反りだけを見ていると見落としますが、実際にはベッド表面と材料の組み合わせで付着エネルギーが変わっています。
筆者は、どうしてもABSが安定しないときに、装置側の不具合を疑って遠回りしたことがあります。
ところが同条件で別メーカーのASAに替えたら、反り方が一段穏やかになりました。
素材変更は逃げではなく、収縮の出方を制御するための実務的な手段です。
ABSからASA、あるいは用途次第でPLA+に寄せるだけで、温度管理の難しさが下がる場面は確かにあります。
設置環境の再評価
ハードと材料に問題が見つからないのに失敗が続くときは、設置環境が主因になっていることがあります。
特に見落としやすいのが、設置場所の風と室温の落ち込みです。
プリンターの近くにエアコンがある、窓際に置いている、通路に面していて人の移動で空気が動く、といった条件では、造形面の一部だけが冷やされやすくなります。
反り方が毎回同じ向きなら、装置の左右差ではなく、空気の流れの向きがそのまま症状に出ていることがあります。
この影響は、温度表示では見えません。
ベッド温度もノズル温度も正常なのに、前面だけが少しずつ負ける、角の一つだけブリムから剥がれる、といった形で出ます。
チャンバー有無の差が大きいのもこのためです。
ABSやASAのように収縮が強い材料では、造形空間の温度を保てるだけで結果が変わります。
簡易でも囲いがあると、1層目の密着だけでなく、積層途中の急冷が減って反りの進行が止まりやすくなります。
室温の低下も軽視できません。
昼は成功するのに夜だけ失敗しやすい、暖房停止後に急に安定しなくなる、といった症状は、材料や設定ではなく周囲温度の変化で説明できることがあります。
大型平面や長尺部品では、下層が冷えすぎるだけで内部応力の積み上がり方が変わるため、同じG-codeでも成功率が揺れます。
設置台の振動も別方向から効きます。
振動そのものが直接反りを生むわけではありませんが、1層目の線がわずかに乱れて接地が均一でなくなると、その弱い部分から浮きやすくなります。
軽いラックの上に置いたときだけ端が乱れる、Y軸が強く動く方向で底面のまとまりが悪い、といった症状は、熱の問題に見えて実は機械的な揺れが入り口になっていることがあります。
環境まで見直しても止まらないモデルでは、設計側に逃がす判断も現実的です。
反りやすい箱物を無理に一体で出すより、小分割して後接着したほうが、総工数が短く済むことは珍しくありません。
素材変更と同じで、モデル小分割+後接着は敗北ではなく、収縮応力を分散させるための設計上の解法です。
特に大きな平面や四隅が強い形では、そのまま一発で通すより再現性が高くなります。
小型テストプリント計画の立て方
テストモデルの選び方
反り対策を詰めるときは、いきなり本番モデルで勝負しないほうが早いです。
特に底面が大きいABS部品は、清掃も温度もファンもブリムも一度に触りたくなりますが、それをやると何が効いたのか分からなくなります。
筆者も以前、大型のABS底面をそのまま本番で直そうとして連敗しました。
設定を何個も同時に動かしてしまい、失敗の理由が毎回ぼやけたんですよね。
そこで短時間のテスト片に切り替えて、1回ごとに1項目だけ変えるやり方にしたら、半日で原因を絞れました。
実際に効いていたのはベッド側の条件より、初期冷却と造形空間の冷え方の組み合わせでした。
テスト用には、20〜30分で終わる角付きの薄板かバー型が向いています。
反りは角や長辺の端に出やすいので、丸いモデルや接地面の小さい置物より、あえて浮きやすい形を選んだほうが差が見えます。
たとえば四隅がはっきりした薄い長方形プレートや、細長いバーを複数並べた形は、1層目の密着不足、風の当たり方、左右の温度差が結果に出やすいのが利点です。
3DBenchyのような総合テストモデルは便利ですが、反りだけを切り分ける用途では情報量が多すぎます。
底面の角がどれだけ持ち上がるかを観察したいなら、形状はもっと単純なほうが使いやすいのが利点です。
材料ごとにテスト片の意味も少し変わります。
PLAは比較的扱いやすいので、1層目と風の影響を見やすいのが利点です。
ABSは収縮が大きく、Technicolorが示す一般知見でも約0.7%前後の縮みがあり、角付きの平面では差が出やすい材料です。
ポリカーボネートのように1%を超えるケースがある材料では、さらに顕著に現れます。
だからこそ、テストモデルは「失敗しやすい形」をあえて使う価値があります。
成功しやすい形で合格しても、本番の箱物やカバー類にそのまま通用するとは限りません。
見るべきポイントは、単に剥がれたかどうかではありません。
四隅のどこが先に浮くか、長辺の中央は残って端だけ持ち上がるか、ブリムだけ残って本体が負けるかで、疑うべき箇所が変わります。
片側の角だけ毎回負けるなら風やベッド端の低温部、四隅が均等に持ち上がるなら材料収縮や全体の熱バランスを優先して見たほうが整理しやすいのが利点です。
変更計画テンプレ
反りの切り分けは、変更順を固定すると一気に速くなります。
おすすめは、清掃→初期層→温度→冷却→ブリム→エンクロージャー→設計見直しの順です。
前の段階で改善したのに次の段階も同時に触ると、効いた要因が埋もれます。
特に初期層と温度とファンは相互に影響するので、1回のテストで変えるのは原則1項目が扱いやすいのが利点です。
記録は簡単な表で十分です。
紙でもスプレッドシートでも構いませんが、列を固定すると比較しやすくなります。
| Run# | 変更項目 | 変更前→変更後 | 結果(浮き高さ・定着度) | 次の一手 |
|---|---|---|---|---|
| 1 | ベッド清掃 | 清掃なし→脱脂実施 | 角の浮きが残る、定着度はやや改善 | 初期層を調整 |
| 2 | 初期層速度 | 現状設定→低速化 | 浮きが減少、角の残りは一部のみ | ベッド温度を調整 |
| 3 | ベッド温度 | 現状設定→引き上げ | 長辺は安定、角にわずかに浮き | 初期ファンを抑制 |
| 4 | 初期冷却 | ファンあり→抑制 | 四隅の浮きが大幅減、定着良好 | ブリム有無を比較 |
| 5 | ブリム | なし→追加 | 本体の角浮きなし、剥離なし | エンクロージャー有無を比較 |
この表で重要なのは、「成功」「失敗」だけで終わらせないことです。
浮き高さと定着度を同時に残すと、判断しやすくなります。
は剥がれていなくても、角が少し持ち上がっているなら次に進む材料になりますし、逆に浮きは減ったのに底面がにじんだなら、別の副作用が見えています。
記録の質を上げるコツもあります。
毎回の写真を同じ角度で残し、ベッド温度だけでなくノズル温度、ファンの設定値、室温、素材ロットまで書いておくと、後から見返したときに原因の筋が通ります。
ABSで失敗が続いたときも、写真と設定履歴を並べたら、ブリム追加より先に初期ファンを抑えた回で症状が急に軽くなっていて、原因の軸が見えました。
設定画面だけ眺めていると気づきにくい差でも、写真と表を並べると明確になります。
ℹ️ Note
反りのテストは「何を良くしたいのか」を1つに絞ると迷いません。角の浮きを減らしたいのか、途中剥離を止めたいのか、底面の平面性を優先したいのかで、同じ成功でも評価は変わります。
結果の評価基準

評価基準が曖昧だと、設定変更の良し悪しを取り違えます。
反りテストでは、少なくとも浮き高さ、定着度、再現性の3つで見ると判断しやすいのが利点です。
浮き高さは角がどれだけ持ち上がったか、定着度は途中ではがれないか、再現性は同条件で同じ傾向が出るかです。
1回だけ偶然うまくいった設定は、本番投入すると崩れやすいのが利点です。
見た目の判定としては、角が寝ているか、ブリムと本体のどちらが先に負けるか、底面が弓なりになっていないかを観察します。
ブリムが残って本体だけ浮くなら、接地面積の不足だけではなく、本体側の収縮応力が勝っています。
ABSでベッド温度を高めに入れても浮くケースでは、ベッド単体より造形空間の温度安定が支配的なことが多いです。
TechnicolorやTrend 3Dの整理でも、ABSは高めのノズル温度帯と高温ベッドを前提に扱う材料で、急冷に弱い前提があります。
数値の目安は材料の性質と合わせて読むと分かりやすいのが利点です。
PLAはベッド約60℃前後でもまとまりやすく、反りは比較的低めです。
一方でABSはベッド約100℃程度、あるいは90〜110℃帯で扱う前提でも反りやすさが残ります。
ここで評価したいのは「温度を上げたか」ではなく、その変更で浮き方の質が変わったかです。
四隅が均等に少し浮く状態から、片側だけ浮く状態に変わったなら、全体収縮の問題から局所冷却の問題に移ったと読めます。
写真の残し方も評価に直結します。
印刷直後のベッド上、取り外し後の底面、角の拡大の3枚があるだけで、進歩が見えやすいのが利点です。
そこに室温、ファン%、素材ロットが並ぶと、同じABSでも「このロットは冷却に敏感」「この日は部屋が冷えて端が負けた」といった傾向が拾えます。
筆者はこの記録を残すようになってから、設定を感覚でいじる時間が減りました。
反りは派手な失敗に見えて、実際には小さな条件差の積み重ねなので、評価基準を固定するだけで原因特定の速度が変わります。
まとめ
反りは、単純に「素材が悪い」ではなく、1層目の密着不足と急冷が重なったときに一気に起きやすい症状です。
だから対策も、思いつきで増やすより、ここまで見てきた5ステップを順番に潰す進め方がいちばん早いです。
材料ごとの勘所も整理しておくと迷いません。
PLAは初期層と風、ABSは温度と囲い、PETGはベッド表面との相性と温度の入れすぎに注意すると、切り分けがぶれにくくなります。
筆者の実感でも、「この設定を変えた瞬間に世界が変わる」と感じるのはたいてい1層目と冷却で、失敗率がいちばん大きく下がったのもこの2点でした。
次にやることはシンプルで、今すぐ短時間テスト(多くの環境で20〜30分程度を目安)を1本作り、1項目だけ変えて再試験することです。
反りは原因が見えた瞬間から、止めやすくなります。
- タイトル: 「反りテストのための短時間モデルと手順」 slug: howto-warping-test-plan-guide
短いテストモデルのSTL・設定テンプレート(20〜30分目安)を含める。
- タイトル: 「初期層の詰め方(Zオフセット/ライン幅/初期フロー)」 slug: troubleshoot-first-layer-setup
各スライサーの設定項目と具体的な確認手順、写真付きで解説する。
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、
光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。