フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。
この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、どこからコールドプルやPTFE・ノズル点検、E-steps確認へ進むべきかを整理したい人向けです。
筆者の環境でも、夜間の長時間プリントが朝には空打ちになっていたことがありましたが、原因を順に絞るとコールドプルとホットエンド冷却ファンの交換で復旧できましたし、TPUへ切り替えた直後の送り不良はリトラクションを弱めてフィラメント経路をまっすぐにしただけで収まりました。
まずは正しくロードできているか、経路に抵抗がないか、温度、Zギャップ、ノズル先端の5項目を分解なしで確認し、それでも改善しない場合にだけ一段深い対処へ進む、その順番がいちばん再現性があります。
さらに、PLA・PETG・TPU・ナイロンの乾燥条件や温度の見直し幅、Cura 5.xとOrcaSlicer 2.xで触るべき設定ポイント、失敗しにくいテスト方法まで具体化します。
出ない原因の多くは「送り」と「詰まり」のどちらかに収まるので、手順で迷わなければ、初心者でもかなりの確率で自力復旧できます。
フィラメントが出ないときは最初に症状を切り分ける

分解前にやるべきことは、症状名を先に決めてから、テスト押し出し→Zギャップ→経路→温度→乾燥→冷却の順で見るということです。
順番を逆にすると、ベッドが近すぎただけなのにノズルを外したり、湿気が原因なのに送り機構を疑い続けたりして遠回りになりやすいのが利点です。
高温のノズルとヒートブロック、急に動くヘッドやベッドには触れない前提で、まずは「どのタイミングで出ないのか」を固定すると判断が楽になります。
最初に見るべき指標を一文で言うなら、開始直後に出ないなら1層目のZギャップ、途中で止まるなら温度表示とホットエンド周辺の冷却状態、モーターは回るが出ないならギアの削り粉と経路抵抗、手で押すと出るなら送り機構の圧と経路の曲がり、まったく動かないならエクストルーダーモーターや配線などの電気系です。
症状と原因系統の対応は、まず次の表で把握しておくと迷いにくくなります。
| 症状 | 定義 | 主に疑う原因系統 | 最初に見る場所 |
|---|---|---|---|
| 開始直後に出ない | プリント開始直後、1層目から材料が乗らない | ベッド近すぎ、軽いノズル詰まり、ロード不足 | Zギャップ、先端のにじみ、手動押し出し |
| 印刷途中で止まる | 数分〜数十分は出るが、その後に止まる | 温度不足、冷却不良、湿気・異物、送り不良 | 温度表示、ホットエンド冷却ファン、フィラメント状態 |
| モーターは回るが出ない | エクストルーダーは動作音がするが材料が出ない | 送り不良、ギア空回り、ノズル詰まり、PTFE隙間 | ギアの削り粉、手押しで出るか、チューブ経路 |
| 手で押すと出るが自動では出ない | ノズル側は通るが自動送りだけ弱い | 送り不良、テンション不足、経路抵抗、柔軟材の蛇行 | エクストルーダー圧、経路の曲がり、ギアの噛み |
| まったく動かない | エクストルーダーの送り動作自体がない | 電気系、モーター不良、ドライバや配線 | モーター反応、ケーブル、ロード時の動作 |
比較しやすいように、初期対応まで含めた表も置いておきます。
| 項目 | 開始時に出ない | 途中で止まる | モーターは回るが出ない | 手押しのみ出る | まったく動かない |
|---|---|---|---|---|---|
| 主因 | ベッドが近すぎる、先端詰まり、ロード不足 | 温度不足、湿気、異物、冷却不良 | ギア削り粉、空回り、経路抵抗、重度詰まり | 送り圧不足、経路の曲がり、柔軟材の蛇行 | 電気系、モーター、配線 |
| まず確認 | Zオフセット、レベリング、手動押し出し | 温度、ファン、フィラメント表面、音の変化 | ギア清掃、PTFE経路、手押し可否 | ギア圧、経路拘束、ギア摩耗 | ロード時の反応、コネクタ、配線 |
| 初期対応 | ノズル先端まで押し出し、ベッドとの距離を空ける | 温度見直し、乾燥、冷却点検 | ギア清掃、経路まっすぐ化、コールドプル | テンション調整、経路修正、リトラクション見直し | 配線確認、モーター切り分け |
| 次の一手 | 軽度詰まりならコールドプル | ヒートクリープ点検、詰まり除去 | PTFEとノズル接続部の点検 | 送り量確認、必要ならE-steps確認 | 基板側を含めた電気診断 |
図で見ると、判断の入り口はこの流れです。
図1 症状→最初に試す→次の一手
開始直後に出ない
→ テスト押し出し
→ 出る: Zギャップ確認
→ 出ない: コールドプルや先端詰まり確認
印刷途中で止まる
→ 温度表示と冷却ファン確認
→ 異常なし: 乾燥と異物確認
→ 改善なし: ヒートクリープ/内部詰まり確認
モーターは回るが出ない
→ ギアの削り粉確認
→ 削り粉あり: ギア清掃とテンション見直し
→ 削り粉なし: PTFE経路とノズル詰まり確認
手で押すと出るが自動では出ない
→ エクストルーダー圧と経路抵抗確認
→ 柔らかい材料なら経路拘束を強化
→ 改善なし: 送り量とギア摩耗確認
まったく動かない
→ ロード操作でモーター反応確認
→ 無反応: 配線/モーター/ドライバ確認
→ 反応あり: 設定や指令系の切り分け開始直後に出ない
この症状で最初に見るべきなのは、ノズル先端がベッドに近すぎて出口が塞がれていないかです。
1層目だけ出ない、スカートやラインが引けない、ノズルが表面をこする感じがあるなら、ノズル詰まりより先にZギャップを見たほうが当たりやすいのが利点です。
ノズルとベッドの距離不足が代表原因として整理されています。
FDMでは、ノズルの中で溶けていても、出口のすぐ下に逃げ場がなければ材料は出られません。
見た目は「詰まり」に似ていますが、実際にはベッドとの距離が狭すぎるだけ、ということがあります。
とくにオートレベリング後にZオフセットだけ詰めすぎた状態や、ノズル交換後に初層設定を詰めた状態で起きやすいのが利点です。
ここではまず予熱後に空中でテスト押し出しをして、糸状でもいいので材料が落ちてくるかを見ます。
空中では出るのにベッド上では出ないなら、原因はノズル内部よりZギャップ寄りです。
空中でも出が悪いなら、ロード不足か先端の軽い詰まりを疑います。
アンロードして先端を切り直し、再ロードすると改善することも多いです。
軽い詰まりなら、通常の印刷温度より10〜15℃高めでアンロードすると抜けやすくなることがあります。
印刷途中で止まる

この症状では、止まった瞬間の温度表示とホットエンド冷却ファンの状態が最欠かせません。
開始からしばらくは正常で、その後に細くなる、出たり止まったりする、空打ちになるなら、単純な初期ロード不良より途中で条件が崩れる原因を疑います。
代表的なのは温度不足、フィラメントの湿気、ホコリや異物、送り過多、そして冷却不良です。
筆者の環境でも、最初は普通に出るのに10〜30分後に急に止まる症状があり、詰まりを何度掃除しても再発しました。
追っていくと原因はヒートクリープで、ホットエンド冷却が弱っていたせいでPLAが上側で軟化し、入口付近を塞いでいました。
こういう止まり方は、開始直後の完全詰まりとは手触りが違います。
ヒートクリープは、ノズルより上でフィラメントが早く柔らかくなりすぎて、押し出し抵抗が急に増える現象です。
ホットエンドの冷却が落ちると起きやすく、技術解説でもヒートシンク側温度の上昇が詰まりにつながることが示されています。
冷却ファンが回っていても、風量低下やホコリ詰まりで冷え切っていないことがあります。
湿気も見逃せません。
PLAは比較的扱いやすい素材ですが、長く放置すると糸引きや気泡、表面荒れと一緒に押し出しが不安定になります。
PETGやTPU、ナイロンはさらに吸湿の影響を受けやすく、その傾向が整理されています。
乾燥条件の目安は、PLAが40〜45℃で4〜6時間、PETGが65℃で4〜6時間、TPUが40〜50℃で4〜6時間、ナイロンが70〜80℃で12〜24時間です。
モーターは回るが出ない
この症状で真っ先に見るべきなのは、エクストルーダーギア周辺に削り粉が出ていないかです。
モーター音はする、クリック音やカチカチ音もある、でも材料が前に進まないなら、送り機構がフィラメントを削って空回りしていることが多いです。
ギアの歯に削りかすが詰まると、噛む力が一気に落ちます。
するとモーターは仕事をしているのに、実際には材料を押せません。
ギアのゴミや位置ずれ、経路抵抗がロード不良の定番原因として挙がっています。
まずはフィラメントを抜き、ギアの歯に白い粉や樹脂片が詰まっていないかを見ます。
この清掃だけで復旧することも珍しくありません。
次に効く切り分けが、ノズルを十分に温めた状態で手でフィラメントを軽く押してみるということです。
手では出るのにモーターでは出ないなら、ノズル側の完全閉塞ではなく、送り力不足か経路抵抗です。
反対に、手でも重いなら内部詰まりの疑いが濃くなります。
Bowden機ではPTFEチューブの差し込み不足も定番です。
PTFEとノズルの間にわずかな隙間があると、そこに樹脂が溜まり、再加熱のたびに抵抗源になります。
Ender系やE3D V6互換ホットエンドではこの部分の精度が効きやすく、熱い状態で正しく締めていないと隙間由来の詰まりを起こしやすいのが利点です。
手で押すと出るが自動では出ない
この症状では、ノズルは詰まっておらず、送り側の力か経路の作りが足りていないと考えるのが早いです。
手で押したときだけ素直に出るなら、溶融自体はできています。
問題は「自動送りの力がその抵抗を越えられていない」ということです。
原因として多いのは、エクストルーダーのテンション不足、ギア摩耗、フィラメント経路の曲がり、柔らかい材料の蛇行です。
TPUではとくに起きやすく、経路にわずかな逃げ道があるだけでギアの前でふくらんで進まなくなります。
筆者もTPUでこの症状を何度か見ていますが、経路をまっすぐにし、リトラクションを弱めると収まりやすいのが利点です。
柔軟材は送り量そのものより、無理に引き戻しを繰り返さないことのほうが効く場面があります。
ここでE-stepsをすぐ触りたくなる人もいますが、突然「出なくなった」症状では優先度は低めです。
E-stepsは押し出し量補正として有効でも、急に空打ちになったケースは機械的な詰まりや送り不良のほうが主因になりやすいからです。
送り量の確認が必要な場合でも、基準は100mm押し出しです。
100mm指示で実測95mmなら、E値は約5.26%増やす計算になりますが、その前にギア清掃と経路抵抗の解消を済ませたほうが判断を誤りにくい設計です。
💡 Tip
手押しでは出るのに自動では出ないときは、設定より先に「ギアが確実に噛んでいるか」と「フィラメントが途中で折れ曲がっていないか」を見ると、復旧までが早くなります。
まったく動かない

この症状で最初に見るべきなのは、エクストルーダーモーターに指令が届いているかどうかです。
ロード操作や押し出しコマンドを出しても無反応なら、詰まりではなく電気系の切り分けに入ります。
モーターが少しも回らない症状は、送り不良やノズル詰まりとは別系統です。
見る場所は、モーターのコネクタ、ケーブルの抜け、断線、モーター自体の不良、ドライバ側の異常です。
X軸やY軸と同じステッピングモーター系なので、ほかの軸は元気なのにE軸だけ沈黙しているなら、Eモーター周辺に絞りやすいのが利点です。
配線を軽く触ると動いたり止まったりする場合は接触不良の可能性が高く、逆に常に無反応ならモーターかドライバ側まで視野に入ります。
この症状では、ノズル掃除や乾燥を先にやっても改善しません。
回るのに出ないのか、そもそも回っていないのかを分けるだけで、作業の方向が変わります。
切り分けの起点を間違えないことが、結果的にいちばん早い復旧につながります。
まずは分解なしで確認する5つのチェック項目
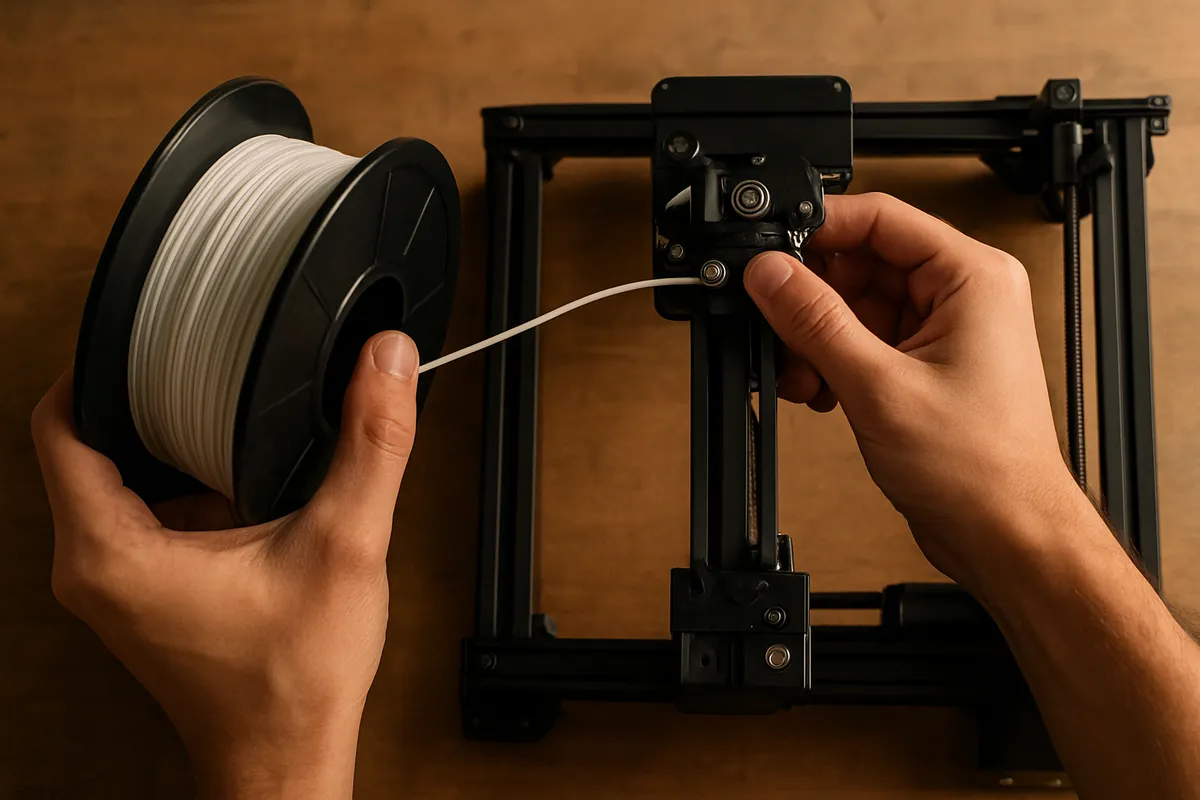
正しいロードとテスト押し出し
分解に入る前の一次対応でいちばん効くのは、ノズル先端まで本当に材料が届いているかを切り分けるということです。
見た目ではロードできているようでも、実際にはエクストルーダー入口で止まっていたり、ホットエンド手前で空回りしていたりします。
ここが曖昧なまま先へ進むと、Zギャップの問題と軽い詰まりを混同しやすくなります。
まずノズルを、その材料の標準印刷温度より10〜15℃高めまで上げます。
軽い抵抗を逃がしやすくするためです。
その状態で手動押し出しを行い、5〜10mmほど押して材料が連続して出るかを見ます。
細くても、糸状でも、先端から素直に出てくれば「少なくとも完全な未ロードではない」と判断しやすくなります。
ここでまったく出ないなら、後段で触れる経路抵抗や先端詰まりの可能性が残ります。
この確認は、プリント開始ボタンを押す前に済ませておくと効果的です。
開始直後に出ない症状は、実際には「ノズル先端まで材料が来ていないだけ」というケースがあります。
開始時に出ない原因としてベッドとの距離だけでなく、予熱後の先端状態や押し出し確認の重要性が整理されています。
筆者の環境でも、久しぶりにPLAを使った日に、ロード自体は通っているのに途中でポキポキ折れて送りが続かないことがありました。
調べるとスプールの一部が軽く食い込んで絡み、さらに長期放置で吸湿も進んでいました。
ロード不良に見えても、実際は「材料の供給が途切れているだけ」ということは珍しくありません。
印刷を開始してもフィラメントが出てこない
印刷を開始してもフィラメントが出てこない場合、どうすればいいのか この問題は、3Dプリンターを買ったばかりの人にとってよくあることですが、解決もとても簡単です。もしエクストルーダーがフィラメントを押し出さず、印刷を開始
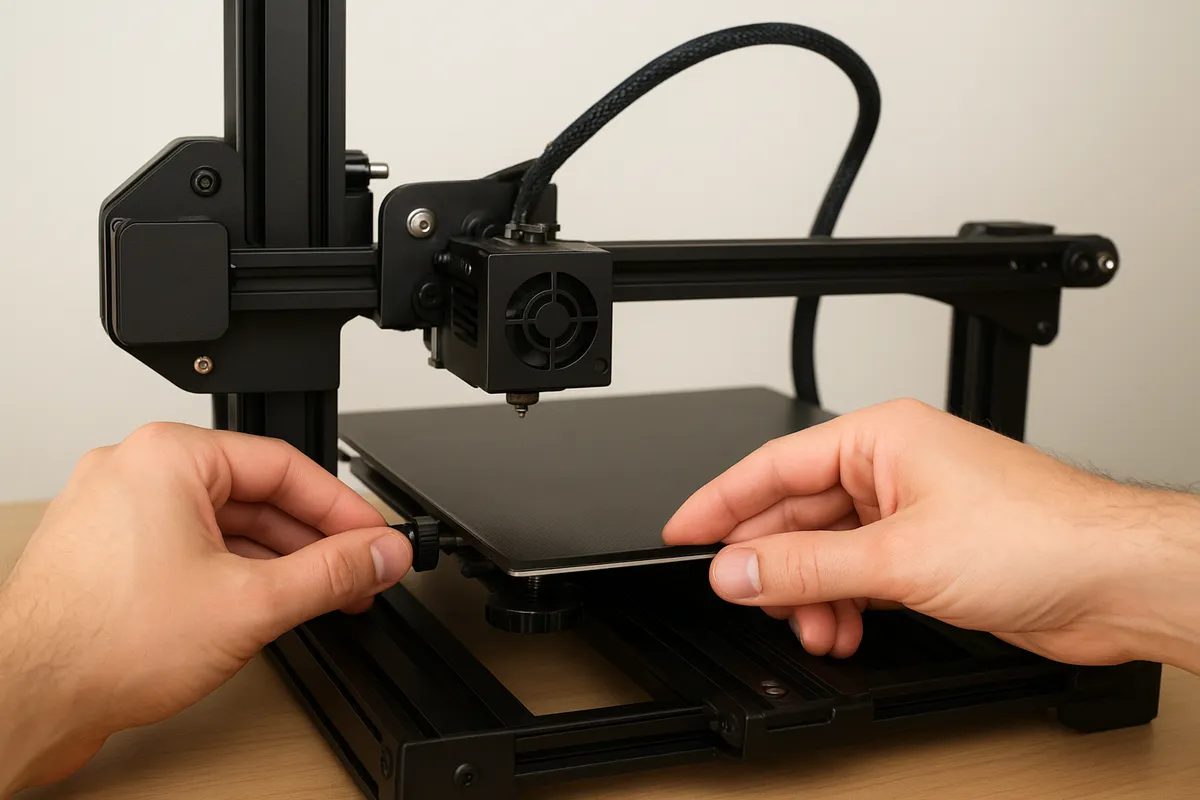
after-support.flashforge.jpスプールとPTFE経路の抵抗除去
テスト押し出しで出が重いときは、次に材料の通り道に余計な抵抗がないかを確認してください。
スプールが引っかかっていないか、スプールホルダーの摩擦やフィラメントの絡み、PTFEチューブの急な曲がり、継手の緩みといった点が抵抗源になりやすいのが利点です。
経路はできるだけ短く、緩やかな曲線に整えるのが安定のコツ。
経路の良/悪は見た目の差が出やすく、図や写真で示すと理解が早くなります。
ノズル温度の適正確認
ロードと経路に問題がなさそうでも、温度が材料に合っていないだけで押し出しは不安定になります。
ここで大事なのは固定値で決め打ちしないということです。
PLAでもブランドや色、添加剤の有無で流れ方が変わりますし、PETGやTPUはその差がさらに出やすいのが利点です。
温度はスプールやメーカー情報にある推奨温度範囲を優先して合わせます。
傾向ははっきりしていて、低すぎるとフィラメントが十分に溶けず、押し出しが細い、途切れる、クリック音が出るといった症状が出ます。
逆に高すぎると、先端の垂れが増え、焦げや変色、糸引きが起きやすくなります。
印刷途中で止まる症状でも温度不足は頻出ですが、開始前チェックの段階でも、設定温度の見直しだけで改善することがあります。
久しぶりに使う材料では、前回の設定が残っていて温度だけズレていることもあります。
たとえばPLAのつもりでPETG寄りの温度にしていると、開始前から先端に垂れが育ちやすくなりますし、逆にPETGでPLA寄りの低い温度にすると、押し出し開始に妙な粘りが出ます。
温度は「出るか出ないか」だけでなく、次に見る先端状態や1層目の安定性にも直結します。
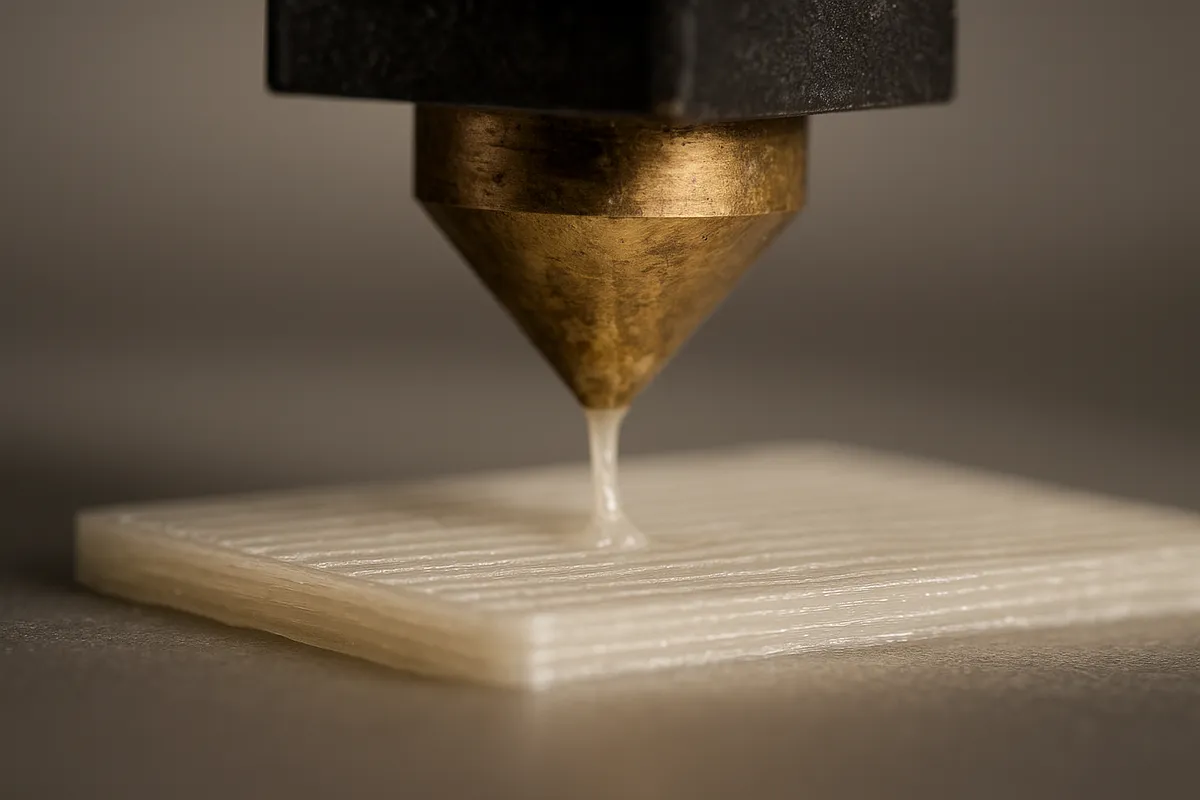
1層目のZギャップとレベリング
空中でのテスト押し出しでは出るのに、ベッドに近づいた瞬間に出なくなるなら、疑うべきは1層目のZギャップです。
ノズルがベッドに近すぎると、ノズル出口の前に樹脂の逃げ場がなくなり、結果として「出ない」ように見えます。
実際にはホットエンド内で圧力が上がっているだけで、ロード不良や完全閉塞とは別の問題です。
ここは紙やフィーラーを使った基本確認が有効です。
ノズルとベッドの間に適正なすき間があり、軽く擦れる感触がそろっているかを見るだけでも、切り分けられます。
1層目が極端につぶれる、押し出し音が苦しそう、ラインが急に細くなるといった症状は、Zが低すぎるときの典型です。
図にするなら、ここは図2「良い/悪いZギャップ」が最も効きます。
良いギャップでは線が適度につぶれてつながり、悪いギャップでは出口がふさがれて線が引けなかったり、逆に高すぎて丸い糸のまま定着しなかったりします。
筆者も「出ないから詰まりだ」と思ってノズル掃除を始め、実際にはZオフセットが下がりすぎていただけだったことが何度もあります。
空中で出るかどうかを先に見る理由は、まさにこの誤診を避けるためです。
ℹ️ Note
空中では素直に出るのにベッド上だけ出ないときは、ノズル内部よりZギャップ側の確率が高いです。開始前のテスト押し出しは、その切り分けを一気に楽にします。
ノズル先端の垂れ・先端詰まりの除去
ノズル内部が大きく詰まっていなくても、先端に固化した樹脂が付いているだけで開始時の吐出は乱れます。
予熱中に垂れた材料がノズル先端で冷えて固まり、その塊が新しい樹脂の流れを邪魔するからです。
開始直後に材料が引きずられる、線が途中で切れる、最初の数秒だけ出ないといった症状は、この先端状態が原因のことがよくあります。
対処は難しくありません。
先端に付いた固化樹脂を取り除き、印刷を始める前に数cm押し出して先端を新しい樹脂に入れ替えるだけです。
この一手間で、前回の焦げや半端に冷えた樹脂を持ち込まずに済みます。
特にPETGや高め温度で使う材料の後は、先端に古い樹脂が残りやすいので効きます。
ノズル先端に固化した樹脂が付いているだけで、開始時の吐出が乱れることがよくあります。
予熱中に垂れた材料が先端で冷えて塊になると、新しい樹脂の流れを邪魔するためです。
対処は単純で、先端の固着を取り除いてから数cm押し出し、先端を新しい樹脂に入れ替えておくと1層目の安定感がぐっと上がります。
ここでは、症状ごとに手を入れる順番を固定して、無駄な分解を避けながら復旧しやすい流れに整理します。
先に用意しておくと作業が止まりにくい工具は、六角レンチ、ブラシ、ノズルレンチ、ピンセット、ニッパーです。
ブラシは金属ブラシでなくてもよく、エクストルーダーギア周辺の削れ粉には歯ブラシ程度の硬さが扱いやすいのが利点です。
筆者の環境でも、出ないからノズル詰まりだと思っていたら、実際はギアにたまった削り粉を歯ブラシで落としただけで普通に復旧したことが何度もあります。
症状と対処の対応関係は、先に表で見ておくと迷いません。
| 症状 | 想定原因 | 対処 | 確認方法 |
|---|---|---|---|
| 1層目だけ出ない | レベリングずれ、Zオフセット過小 | ベッド再レベリング、Zオフセット再調整 | 空中では出るか、1層目テストで線がつぶれすぎないか |
| モーターは回るが出ない | ギア削れ粉、ギア空回り、経路詰まり | ギア清掃、削れ粉除去、経路確認 | 手動押し出しで連続吐出するか、クリック音が消えるか |
| 手で押すと出るが自動だと出ない | 経路抵抗、テンション不適、送り量ずれ | PTFE経路見直し、テンション調整、必要時のみE-steps確認 | 自動送りで安定するか、100mm送りで大きな差がないか |
1) 1層目だけ出ない:レベリング/Zオフセットの再調整
空中でのテスト押し出しで出るのにベッド上では出ない場合、まず疑うべきはZギャップです。
1層目だけ苦しそうで数層目から普通に出るケースは、軽度の詰まりよりZオフセットが狭すぎることが多いでしょう。
まずは少し幅を持たせた調整を行い、その都度1層目のパターンで確認してください。
やることリストは次の順です。
- ノズルを予熱し、空中で少量のテスト押し出しをして、材料自体は連続して出るか確認します。ここで素直に出るなら、ノズル内部の完全閉塞ではありません。
- ベッドのレベリングを取り直します。四隅と中央で極端な差がない状態に整え、ノズルとベッドの距離が一部だけ狭すぎないかを見ます。
- Zオフセットを少し上げる方向で再調整します。いきなり大きく触るより、1層目テストを挟みながら詰めるほうが判断しやすいのが利点です。
- 小さな四角や1層目パターンをテストプリントし、線が潰れていないか、逆に丸く浮いていないかを見ます。適正なら線が軽く押しつぶされて連続し、表面が均一に埋まります。
- 1層目が改善したら、同じ条件で短い実プリントを流し、開始直後だけ欠ける症状が消えたか判定します。
FlashForgeの開始直後に出ない症状ではベッドとの距離不足が重要な原因として整理されています。
開始直後だけ不安定なときは、ノズル掃除よりZ側を詰めたほうが早く直る場面が多いです。
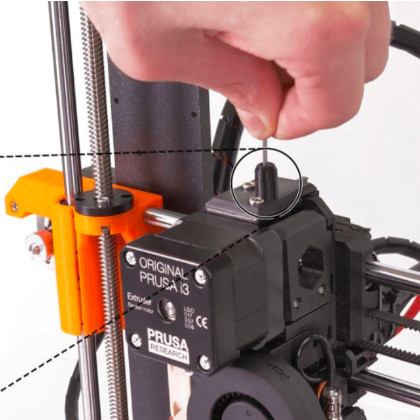
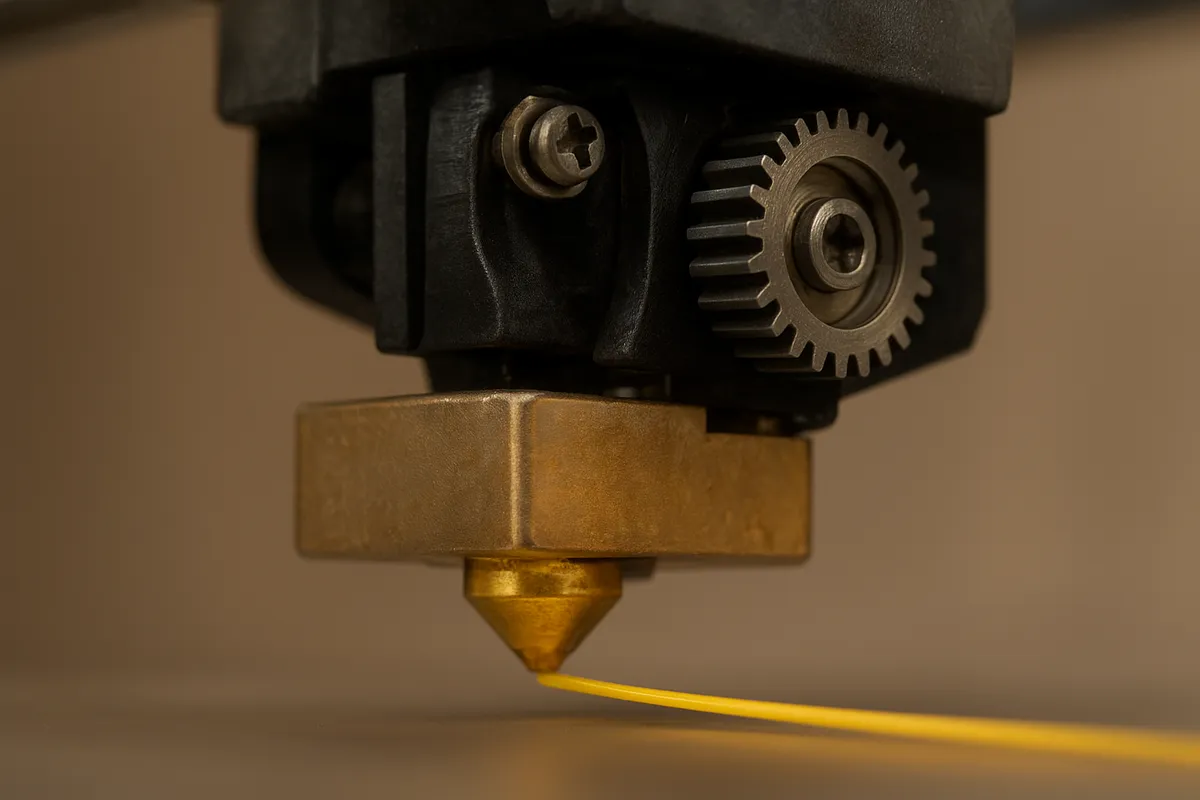
2) モーターは回るが出ない:ギア詰まり・削れ粉清掃

モーター音やクリックはしているが材料が進まない場合、エクストルーダーギア周辺に削れ粉がたまっていないかを最優先で確認します。
歯に詰まった粉は噛み込み力を落とし、空回りを招くため、ブラシなどで丁寧に除去するだけで回復することが多いのです。
- フィラメントをいったん抜き、先端に深い削れ跡や細くなった部分がないか確認します。傷が深いところはニッパーで切り落として、まっすぐな先端にしておきます。
- エクストルーダーのカバーを開けられる範囲で開け、ギアの歯に削れ粉が詰まっていないか見ます。白や透明のPLAでは粉が見えにくいので、光を当てると判断しやすいのが利点です。
- ブラシでギアの歯と周辺を清掃します。削れ粉が固まっているときはピンセットでつまみ、歯の谷をきれいにします。ここは歯ブラシが使いやすく、筆者は定番工具として机に置いています。
- フィラメントを再ロードし、空中でテスト押し出しを行います。連続して出るなら、まずギア清掃の効果が出ています。
- その後に短いテストプリントを行い、モーター音だけする空打ちが消えたか確認します。途中で再び削り始めるなら、ギア清掃だけでなく経路抵抗も残っています。
ゴミや噛み不良はロード不良の代表例です。見た目は地味ですが、実際にはここだけで直るケースが多いです。
フィラメントがロードされていかない | Prusa Knowledge Base
フィラメントがエクストルーダーにロードされていないにもかかわらず、プリンタがフィラメントを内部に引き込もうとしている場合があります。通常は単純なハードウェアの問題であり、この記事に従って修正してください。  準備のためのチ
help.prusa3d.com3) 手で押すと出るが自動だと出ない:経路抵抗・テンション・E-stepsの候補確認
この症状はノズルが詰まっておらず、溶融は成立していることを示します。
問題は送り側の力不足か、経路での抵抗が大きすぎる点です。
Bowden機ならPTFEチューブの曲がり、ダイレクトなら入口での当たり不良やテンション不足が典型で、TPUのような柔らかい材料では特に起きやすいんですよね。
- PTFEチューブを使う機種では、継手の浮きや差し込み不足がないか点検します。1.75mmフィラメントを通すチューブは内径2.0mmや2.5mm、外径4mmが代表的で、先端の切断面が荒れていたり浮いていたりすると抵抗源になりやすいのが利点です。
- エクストルーダーのテンションを見直します。弱すぎると滑り、強すぎるとフィラメントを削ります。再ロード後に短いテスト押し出しをして、クリック音や空転が減る位置を探ります。
- リトラクションが強すぎる設定を使っている場合は控えめにし、再度テストプリントします。特にTPUでは戻し量が大きいほど詰まりや送り不良を起こしやすいのが利点です。
- ここまでやっても自動送りだけ弱い場合に限って、100mm送りの確認に進みます。100mm押し出しを指示し、実測との差が大きいならE-stepsを候補に入れます。たとえば100mm指示で95mmしか出ないなら、計算上は約5.26%増やす方向です。
- E-stepsを触った後は、もう一度100mm送りを行い、その後にテストプリントで安定して押し出せるか判定します。
💡 Tip
E-stepsは有効な補正ですが、突然の送り不良を一発で解決するスイッチではありません。経路抵抗とテンションを先に整えると、補正が必要な症状かどうかを見誤りにくくなります。
M92はMarlin系ファームウェアでsteps-per-unitを設定するG-codeで、E値の確認や更新に使われます。
ただし、この症状では機械的な抵抗を先に消してから扱うほうが結果が安定します。
4) 途中で止まる:温度不足・湿気・ホコリ・冷却不良を順に除外
数分から数十分は出るのに途中で止まるなら、開始時のロード不良よりも、条件が続いた結果として詰まる系統を疑います。
順番としては、温度、フィラメントの状態、ホコリや異物、ホットエンド冷却の順で除外すると効率がいいです。
途中停止は複数要因が重なりやすいので、1つずつ切り分けます。
やることリストは次の順です。
- まずノズル温度を見直し、材料の推奨帯の中で不足していないか確認します。低すぎると、開始はできても押し出しがだんだん追いつかなくなります。テストプリントで細りやクリック音が消えるか見ます。
- フィラメントの湿気を疑い、表面荒れ、気泡音、糸引きの増加がないか確認します。乾燥条件の目安は、PLAが40〜45℃で4〜6時間、PETGが65℃で4〜6時間、TPUが40〜50℃で4〜6時間、ナイロンが70〜80℃で12〜24時間です。乾燥後に同じモデルを再テストし、途中停止が消えるかを見ます。
- フィラメント表面やエクストルーダー入口のホコリを除去します。小さな異物でも長時間の押し出しでは蓄積して抵抗になります。清掃後に長めのテストプリントを行います。
- ホットエンド冷却ファンの回転を確認します。ヒートシンク側の冷却が弱いとヒートクリープが起こり、上のほうで樹脂が軟化して詰まりやすくなります。ホットエンド上側とヒートシンクの温度差はシミュレーション例で約110℃とされていて、この差を保てないと不調が出やすいのが利点です。
- 冷却ファンに異音や回転不足がある場合は、ファン周辺のホコリ除去や部品交換後に再テストします。途中停止が解消したかは、短時間ではなく停止していた時間帯まで印刷を続けて判定します。
FlashForgeの『印刷途中でフィラメントが出てこなくなる』でも、温度不足、ホコリ、冷却不良が主要因として整理されています。
筆者の環境でも、夜間だけ止まる症状は軽い詰まりだと思い込みがちでしたが、実際にはホットエンド冷却ファンの弱りが本体で、そこを直したら再発しなくなりました。
印刷途中でフィラメントが出てこなくなる
印刷途中でフィラメントが出てこなくなる場合、どうすればいいのか 最初の内はフィラメントが正しく押し出されていたが、印刷中に突然押し出しがされなくなった場合、原因として考えられる可能性があるものがいくつかあります。以下で
after-support.flashforge.jp5) 完全詰まり:アンロード→コールドプル→PTFE/ノズル点検
まったく出ない、アンロードもしにくい、手押しでも動かないなら、ここでは完全詰まりとして扱います。
軽症の送り不良と違って、順番を飛ばして力任せにやると悪化しやすいので、アンロード、コールドプル、接続部点検の順に進めます。
やることリストは次の順です。
- まず通常の印刷温度より10〜15℃高めまで上げてアンロードを試します。QIDIの『3Dプリンターのノズル詰まりを直す方法』でも、この温度差は抜き始めを助ける手順として扱われています。抜けたら先端の膨らみや焦げを確認します。
- アンロードできた場合は、コールドプルに進みます。引き抜いた先端に異物や焦げた樹脂が付いてくれば、内部の汚れが取れています。温度は5℃刻みで調整すると、抜けやすいポイントを探しやすいのが利点です。
- コールドプル後に再ロードし、空中でテスト押し出しを行います。連続吐出に戻れば、まず復旧です。
- 改善しない場合はPTFEチューブ先端を点検します。先端の変形、焼け、段付きがあると、ノズルとの間に隙間ができて再詰まりします。異常があれば先端を切り直すか交換します。
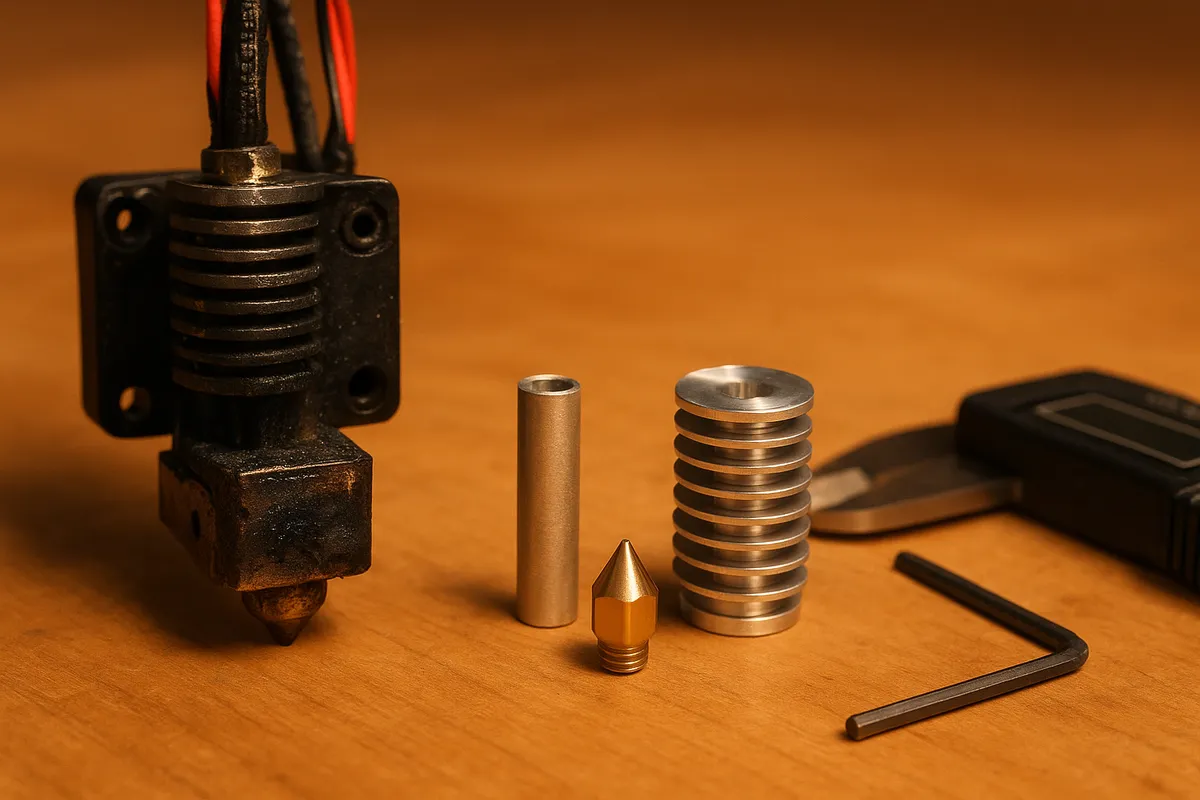
- ノズル自体の損傷や内部閉塞が疑われるときは、ノズルレンチで点検・交換し、再度テスト押し出しを行います。E3D系のノズルでは、加熱状態での締め付けが重要とされています。
- ノズル交換後は、空中での連続吐出を確認してから小さなテストプリントに戻し、開始から途中まで安定するかで判定します。
ノズル径にも触れておくと、標準的な0.4mmは扱いやすい一方で、異物や焦げに対しては0.6mmや0.8mmより詰まりやすい傾向があります。
最大レイヤー高さの目安はノズル径の約80%なので、0.4mmならおおむね0.32mm付近までが上限の目安です。
押し出し条件を急に厳しくしすぎると、完全詰まりの一歩手前まで負荷を上げてしまうことがあります。

3Dプリンターのノズル詰まりを直す方法:ステップバイステップガイド
このガイドは、コールドプル、手動クリーニング、および今後の詰まりを防ぐためのヒントを使用して、ノズル詰まりを診断して修復するのに役立ちます。
jp.qidi3d.com推奨設定値と調整幅の目安
温度関連
温度は「出るか出ないか」だけでなく、「安定して出続けるか」を左右する調整項目です。
基準として使いやすいのは、その素材の標準印刷温度を起点に5℃刻みで動かすやり方です。
低すぎると開始直後は出ても途中で細りやすく、高すぎると先端の垂れや糸引きが増え、長時間では焦げた樹脂が残って詰まりの火種になります。
アンロードや再ロードを安定させたい場面では、材料の標準印刷温度より10〜15℃高めが目安です。
たとえばPLAを200℃前後で使っているなら、アンロード時は210〜215℃にすると抜けやすくなります。
ここは力任せに引くより、温度で抵抗を減らす発想のほうが再現性があります。
筆者の環境でも、PLAが205℃では押し出しが少し不安定だったのに、210℃へ上げた途端に連続吐出が落ち着いたことがありました。
こういう差は大きな変更より、5℃刻みの微調整で見つかることが多いです。
コールドプルの温度調整
コールドプルは「この温度が正解」と固定で考えるより、引き抜ける温度を探す作業として進めると失敗しにくい設計です。
最初に試した温度で抜けないなら、5℃ずつ上げて再挑戦します。
反対に高すぎる温度では、先端が柔らかすぎて糸引き状になり、内部のゴミや焦げをきれいに持ち出せません。
感覚としては、適温では先端にノズル内部の形がある程度残り、汚れや変色がまとまって付いてきます。
抜けないからと一気に温度を上げると、今度は柔らかくなりすぎて“掃除”ではなく“ただ引っ張っただけ”になりやすいのが利点です。
だからこそ5℃刻みが効きます。
この設定を変えた瞬間に世界が変わる、というほど極端ではなくても、抜け方の質が段違いになります。
素材別の乾燥温度・時間
吸湿が押し出し不良に関わる場面では、乾燥条件を数値で持っておくと判断が早くなります。
QIDIの『3Dプリント用フィラメントの乾燥方法』で整理されている目安を表にすると、実務では次の4種類を押さえておけば十分です。
| 素材 | 乾燥温度 | 乾燥時間 |
|---|---|---|
| PLA | 40〜45℃ | 4〜6時間 |
| PETG | 65℃ | 4〜6時間 |
| TPU | 40〜50℃ | 4〜6時間 |
| ナイロン | 70〜80℃ | 12〜24時間 |
PLAは比較的扱いやすい一方で、長く放置したロールは押し出しの細りや糸引きとして症状が出ます。
PETGは温度管理と乾燥の両方が効きやすく、TPUは吸湿に加えて送り経路の抵抗も絡みやすい素材です。
ナイロンは特に乾燥の差が結果に出やすく、短時間では戻りきらないことが珍しくありません。
Cura 5.x や OrcaSlicer 2.x といったスライサーは有力な選択肢ですが、UI表記やメニュー階層はバージョンやローカライズで変わります。
ここでは「どの項目を変えるべきか」という考え方と筆者の経験に基づく例を示します。
スライサー固有の表記や操作手順を示す際は、公式ヘルプやスクリーンショットの出典を必ず添えてください。
設定例を並べると、変更幅の感覚がつかみやすいのが利点です。
スライサー側で最初に触る候補は、初期層の流量、初期層の速度、ノズル温度の3つです。
筆者の経験では、初期層の流量をやや増やす(例: 約105%程度)か、初期層速度をゆっくり目(体感として30〜40mm/s付近)に落とすと1層目の定着が安定しやすい場面が多いです。
ただしこれらは素材・スライサー・機種で最適値が変わるため、「経験上の目安」として扱い、変更は1項目ずつ行って結果を記録してください。
可能であれば該当のスライサー公式ドキュメントやベンチマーク記事への出典を併記すると信頼性が上がります。
ℹ️ Note
1項目ずつ動かしてテストすると原因が追いやすいのが利点です。温度、初期層フロー、初期層速度を同時に変えると改善しても主因が分かりにくく、次回の再現が難しくなります。

3Dプリント用フィラメントの乾燥方法
フィラメントを効果的に乾燥させることで、3Dプリントの仕上がりを向上させる方法を学びましょう。市販の乾燥機からDIYソリューションまで、湿気によるプリントの不具合を防ぐ方法を学びましょう。
jp.qidi3d.comE-steps 100mm基準の確認方法
E-stepsの確認は、押し出し量そのものが恒常的にずれているときに有効です。
基準は100mm送出です。
エクストルーダーの手前でフィラメントに印を付け、100mm押し出しを指示し、実際に何mm送られたかを測ります。
実測が100mmに足りなければ、現在のE値に「100 ÷ 実測値」を掛けて補正します。
たとえば100mm指示で95mmしか送られなかったなら、新しいE値は現在値に100/95を掛けた値です。
Marlin系ではM92でE値を設定できます。
手順自体はシンプルですが、ここは必要なときだけ触る項目です。
突然出なくなった症状の主因としては、前述の通り、詰まりやギア空回り、経路抵抗のほうが優先度は高いです。
E-stepsは“ずっと少ない”“ずっと多い”というズレの補正には効きますが、急な空打ちの説明にはなりにくい設計です。
ノズル径と最大レイヤー高さの目安
標準ノズルは0.4mmです。
普段使いでは最もバランスがよく、設定例も豊富なので基準にしやすい径です。
レイヤー高さの上限はノズル径の約80%が目安なので、0.4mmノズルなら0.32mmあたりが最大レイヤー高さの基準になります。
実際には0.28〜0.32mmの範囲が使いやすく、粗い設定に振りたいときもこの上限感を持っておくと無理をしにくい設計です。
一方で、詰まりにくさの観点では0.6mmや0.8mmの大径ノズルが有利です。
木粉やカーボン混合のような充填材入りでなくても、わずかな焦げや異物で0.4mmは影響を受けやすい場面があります。
造形の細かさより安定吐出を優先したい用途では、大径ノズルへの変更が効くことがあります。
筆者も長時間プリントで送り抵抗を減らしたいときは、ノズル径を上げたほうが温度を無理に盛るより素直に安定する、と感じる場面がありました。
それでも直らない場合の分解・交換ポイント
PTFEチューブとノズルの当たり面
ここまでの確認で改善しないなら、初心者でも優先して見たいのがPTFEチューブ先端の状態です。
特にボーデン系や、ホットエンド上部までPTFEが入る構造では、先端がノズルにきちんと当たっているかで詰まりやすさが大きく変わります。
正常な先端はまっすぐ平らで、焼けや膨らみが目立ちません。
これがキノコ状に広がっている、先端が潰れている、茶色く変色しているなら交換候補です。
焼けたPTFEは見た目以上に断面が乱れやすく、フィラメントが引っかかる起点になります。
厄介なのは、PTFEとノズルの間にほんのわずかな隙間があるだけでも、そこへ溶けた樹脂が入り込んで固まり、重症化しやすいということです。
筆者も一度、軽い出不足だと思ってコールドプルや温度調整で引っ張っていたら、実際にはこの接触不良が原因で、隙間にたまった樹脂が栓のようになっていました。
表面上は「少し出が悪い」程度でも、分解すると内部で太った樹脂が固着していることがあります。
PTFEとノズル間の隙間は厳禁と考えたほうが早いです。
分解して触る段階では、前述の基本安全に加えて、電源を切ってから作業位置を整え、加熱が必要な工程では耐熱手袋と適切な工具を使う、という順番を崩さないのが欠かせません。
継手を外してチューブ先端を見たとき、切断面が斜めだったり、押し跡で変形していたりするなら、そのまま戻しても再発しやすいのが利点です。
写真で見比べると判断しやすいので、良品と不良品の差は写真3の「PTFE先端の良否比較」が入ると伝わりやすい部分です。
ノズル/ヒートブレイクの組み付け
PTFE先端に異常がないのに樹脂漏れや再発を繰り返すなら、次に疑うのはノズルとヒートブレイクの当たりです。
ここが正しく組めていないと、外から見るとノズルは締まっているようでも、内部では金属同士が密着せず、溶けた樹脂の逃げ場ができます。
その空間に樹脂が回ると、詰まりだけでなく、ヒートブロック周辺に焦げた漏れ痕が出ることがあります。
こうした黒ずみや飴色の付着は、単なる汚れではなく隙間のサインとして見るべきです。
写真4の「フィラメント漏れ痕=隙間のサイン」があると、この判断基準が直感的になります。
特にE3D V6系のような構造では、加熱した状態で締め付けるホットタイトンが必要です。
冷えた状態で強く締めても、使用温度まで上がったときにわずかな緩みが残ることがあります。
Prusa系やE3D系でノズル交換時に加熱締めが手順に入るのはこのためです。
ここは力任せではなく、機種の手順書に沿った順番で組むことが前提になります。
ヒートブレイクを先に入れ、ノズルとの当たりを作る構造か、保持方法が異なる構造かで手順が変わるからです。
この部分は見た目での判断が難しく、初心者が無理に深追いすると、ねじ山損傷やヒーター周りの破損につながります。
ヒートブロックを片持ちでひねらず、必ず適切な工具で保持しながら作業する、という基本がここでは特に効きます。
高温部なので火傷リスクも高く、整備対象としては「見れば分かる」というより「正しい順序で組まないと直らない」箇所です。
💡 Tip
ノズル側から樹脂がにじんでいるのに、先端詰まりだけを疑って掃除を繰り返すと、内部の接続不良を見逃しやすいのが利点です。ノズル穴そのものより、ノズルの上で漏れていないかを見ると切り分けが進みます。
ホットエンド冷却ファンの点検

印刷開始時は普通なのに、しばらくすると出なくなる症状では、ホットエンド冷却ファンの停止や風量低下も欠かせません。
これはパーツ冷却ファンではなく、ヒートシンクを常時冷やす側のファンです。
ここが止まると、熱が上に逃げてヒートクリープが起きやすくなります。
特にPLAはホットエンド入口付近で早めに軟化しやすく、まだ溶かしたくない位置で柔らかくなって詰まります。
技術的には、ヒートブロック側とヒートシンク側の温度差は大きく、冷却が成立している前提で熱の境界が保たれています。
そこが崩れると、フィラメントがヒートブレイク上部で膨らみ、押せなくなるわけです。
筆者の環境でも、夜間プリントで朝になると空打ちになっていた個体を追い込んだ結果、原因がホットエンド冷却ファンの劣化だったことがありました。
手で回すと動くのに、回転が弱く、長時間では冷却が足りていませんでした。
こういう症状はノズル詰まりと見分けにくいのですが、途中までは出る、PLAで起きやすい、再開直後は少し出るという並びなら疑わしいです。
点検の着眼点は、回っているかどうかだけでは足りません。
異音、回転のふらつき、ホコリ詰まり、風が弱い感触まで見ます。
40×40×10mmのような小型ファンは一般的ですが、小さいぶん風量低下が気付きにくい設計です。
ファン自体の停止だけでなく、羽根に付いたホコリや配線の接触不良でも冷却性能は落ちます。
見た目に問題がなくても、ヒートシンクに十分な風が当たっていないなら、入口側の軟化詰まりを起こします。
ノズル交換と口径選択の考え方
ノズルは消耗品なので、掃除や再組み付けでも改善しないなら交換対象です。
ただし、ここでも重要なのは先に機種手順書の交換手順を基準にすることです。
ノズル交換は単純そうに見えて、高温部を扱う整備の代表例です。
加熱状態で外す必要がある構造では、火傷防止の準備と、ヒートブロックを支えられる工具が前提になります。
E3D系のようにホットタイトンが必要な構造では、冷えたまま締めて終わりにすると、交換後に漏れや再詰まりが出ることがあります。
口径選びでは、標準の0.4mmが基準です。
細部表現と扱いやすさのバランスがよく、普段使いではまずここから外しません。
一方で、詰まりにくさを優先するなら0.6mmや0.8mmは有効です。
ノズル穴が大きいぶん、わずかな焦げや異物、吐出抵抗の影響を受けにくいからです。
その代わり、細かい文字や鋭い角の再現性は下がります。
レイヤー高さの上限目安もノズル径の約80%なので、0.4mmより大径にすると、厚めの積層で時間短縮もしやすくなります。
筆者の感覚では、安定吐出を優先したい実用品や長時間プリントでは、0.4mmで無理に条件を詰めるより、0.6mmへ上げたほうが素直に安定する場面があります。
逆に小物の意匠や細い壁をきれいに出したいなら、詰まりにくさだけを理由に大径へ寄せると、期待した画が出ません。
ここは「何を作るか」で選ぶ項目です。
交換そのものより、詰まり対策としてどこまで口径変更を使うかという考え方を持っておくと、無理な温度上げや過度な清掃に頼らず整理しやすくなります。
再発防止のコツ
乾燥・保管の基本
再発防止でいちばん効くのは、詰まってから掃除することより、湿気とホコリをプリンタに入れない運用を作るということです。
フィラメントは出力条件より前に、保管状態で差が出ます。
筆者は密閉ボックスにシリカゲルを入れた常用保管を基本にしており、吸湿しやすいPETGやTPUはできるだけそのまま給材しています。
特にPETGは乾燥ボックスを常用するようになってから、長時間造形の途中停止が目に見えて減りました。
乾燥のルーチンも欠かせません。
長期放置の前後は「怪しくなったら乾かす」ではなく、使う前に一度乾燥しておくくらいの感覚のほうが安定します。
目安としては、PLAが40〜45℃で4〜6時間、PETGが65℃で4〜6時間、TPUが40〜50℃で4〜6時間、ナイロンは70〜80℃で12〜24時間です。
SUNLU S1のようなフィラメントドライヤーは35〜55℃レンジなので、PLAやTPU、軽度に湿ったPETGの普段使いには扱いやすい一方、ナイロンの本格乾燥には温度が足りません。
素材ごとに必要な乾燥条件が違うので、同じ感覚で回すと予防のつもりが中途半端になりやすいのが利点です。
ホコリ対策も地味ですが効きます。
スプールからそのまま送り込むと、保管中に付いた微粉や棚のホコリがそのままノズル側へ流れます。
筆者は給材前にフィラメントワイパーや小さなスポンジを通し、表面の細かな粉を落としてから使うことが多いです。
1回で劇的に変わる類いの対策ではありませんが、詰まりは小さな異物の積み重ねで起きるので、こういう前処理が効いてきます。
清掃と定期メンテナンス
再発防止では、症状が出てから分解するのではなく、軽症のうちに汚れを抜く発想が欠かせません。
その代表がコールドプルです。
軽い焼けや混入物をまとめて引き抜けるので、詰まる前のメンテナンスとして使いやすいのが利点です。
PLAだけを回している機体では低頻度でも回りますが、色替えが多い機体や、温度を高めに使うPETG系では定期的にやっておくと先端の汚れがたまりにくくなります。
素材はナイロン系が引き抜きの感触をつかみやすく、温度調整は5℃刻みで詰めると失敗しにくい設計です。
エクストルーダーギアの清掃も見逃せません。
削り粉が1回噛むだけで、押し出し力は不安定になります。
見た目は少量でも、ギアの谷に粉が詰まるとフィラメントをしっかり掴めなくなり、空回りと軽い詰まりが連鎖しやすいのが利点です。
筆者は月1回をひとつの目安にして、ギアの歯先と周辺にたまった粉を落とすようにしています。
途中停止やカチカチ音の予防としては、ノズル掃除より先に効くことも珍しくありません。
ホットエンド周辺のホコリも、単なる見た目の問題ではありません。
ヒートシンクや冷却ファンに付着すると風量が落ち、入口側での軟化を呼び込みます。
前のセクションで触れたヒートクリープは、ファンが完全停止していなくても起こります。
羽根にホコリが付いている、吸気側が目詰まりしている、その程度でも長時間造形では差が出ます。
普段のメンテナンスは「回っているか」ではなく、「十分に冷やせているか」で見るほうが再発防止につながります。
設定面の予防
設定で起こる詰まりは、温度不足だけではありません。
見落としやすいのが長時間の予熱しすぎです。
印刷前にノズルを高温のまま長く待機させると、先端や熱の境界付近で樹脂が劣化し、焦げた成分が詰まりの種になります。
特にPLAやPETGで、造形開始前にアイドリング時間が長い運用は避けたほうが安定します。
開始直前に必要温度へ上げるほうが、先端の状態をきれいに保ちやすいのが利点です。
TPUは設定面での予防が特に欠かせません。
柔らかいぶん、リトラクションを強くしすぎるとノズル詰まりというより送り経路での変形を招きやすいからです。
ボーデン機でもダイレクト機でも、TPUは戻し量を欲張らず、速度も控えめにしたほうが安定します。
加えて、フィラメントの経路拘束が甘いと、押されたTPUが逃げて蛇行し、ギアが削って終わる流れになりがちです。
TPUは温度より先にリトラクションと送り経路を整えたほうが結果が良くなります。
設定値を詰めるときは、吐出を無理に絞りすぎないことも欠かせません。
速度、流量、冷却のどれかを強めた調整は、単独では通っても、長時間プリントでは余裕を削ります。
短時間のテストで出ている条件が、そのまま再発防止になるとは限りません。
実用品を安定して出したい場面では、ピーク性能より連続吐出の余裕を残した設定のほうが、結果として詰まりにくい設計です。
ℹ️ Note
開始直前に加熱し、待機中は高温で放置しない運用に変えるだけでも、先端の焦げ付きは減ります。ノズル交換や分解より先に効く予防策です。
ノズル口径の使い分け
詰まりやすさを減らしたいなら、ノズル径の選び方も効きます。
標準は0.4mmですが、実用パーツや荒めの造形では0.6mmや0.8mmに振るだけでトラブル率が下がることがあります。
穴が大きいぶん、微細な焦げや異物、わずかな吸湿の影響を受けにくく、流路の余裕が増えるからです。
細部再現では0.4mmが有利でも、強度優先の治具や大型パーツでは、大径ノズルのほうが結果的に扱いやすいのが利点です。
レイヤー高さの上限目安はノズル径の約80%なので、0.6mmや0.8mmでは厚めの積層も取りやすくなります。
つまり、単に詰まりにくいだけでなく、厚めに積んで短時間で終える運用と相性がいいわけです。
細かな意匠を無理に残したい造形でなければ、大径ノズルは品質を落とす選択というより、安定性を取りにいく選択として合理的です。
筆者も、0.4mmでギリギリまで条件を詰めていた実用品は、0.6mmへ切り替えたほうが総合的に楽になる場面が多いと感じています。
ノズル詰まり対策というと清掃や乾燥に意識が向きますが、そもそも詰まりにくい流路へ寄せるのも立派な予防策です。
特に長時間ジョブや、多少の表面粗さより完走率を優先したい造形では、この差がそのまま運用の楽さになります。
原因の中心は、Zギャップ過小、エクストルーダーの送り不良、軽度の先端詰まり、冷却不良や湿気です。
次は、材料に合う温度まで上げて手動で少し押し出し、それでも出なければZギャップとレベリング、モーターは回るのに出ないならギア清掃と経路確認、その後にコールドプル、なお改善しなければPTFE・ノズル・ファン・組み付けを点検してください。
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。
ノズル詰まりの原因と対処法|分解清掃手順
フィラメントが出ない、細くしか出ない、エクストルーダーがカチカチ鳴る。この3つは全部「ノズル詰まり」に見えますが、実際は部分詰まり・完全詰まり・供給不良で対処が変わります。