ノズル詰まりの原因と対処法|分解清掃手順
フィラメントが出ない、細くしか出ない、エクストルーダーがカチカチ鳴る。
この3つは全部「ノズル詰まり」に見えますが、実際は部分詰まり・完全詰まり・供給不良で対処が変わります。
筆者も夜間の長時間プリントで途中から空打ちになったとき、ノズルを疑う前にスプールの絡みと送りギアの汚れを見直して復旧して以来、分解前の切り分けを最優先にしています。
この記事は、FDMプリンターでノズル不調に悩んでいる人に向けて、まず通常温度より+10〜15℃でのアンロード、手動押し出し、コールドプルの温度目安と失敗サインを整理し、それで進まない場合だけ安全に分解清掃へ進む流れを具体化したものです。
加熱状態での取り外しや再組立時の加熱締め、6mmまたは7mmソケットとスパナの使い分けまで押さえつつ、PLA・PETG・ABS・TPUごとの詰まり方の違い、0.4mmから0.6mmや0.8mmへの見直し、ノズル材質、リトラクション、吸湿管理まで含めて、場当たりではなく再発しにくい状態を設計するところまで掘り下げます。
ノズル詰まりの症状と、まず確認すべき切り分け

症状の例と初期サイン
ノズル詰まりは「まったく出ない」状態だけを指すわけではありません。
実際には、細くしか出ない、押し出し量が波打つ、途中から急に止まるといった部分詰まりの段階で始まることが多いです。
『nature3dの解説』でも、異物や炭化物、吸湿した樹脂の不安定な挙動によって、完全停止の前に吐出が乱れる流れが整理されています。
初期サインとしてわかりやすいのは、エクストルーダーからのクリック音です。
押し出そうとしているのに先へ進めず、送り側が空転したり、ギアがフィラメント表面を削る音が出たりします。
印刷物側では、1層目のラインが一部だけ欠ける、逆にある区間だけ盛り上がる、外周だけ急に細くなる、といった形で現れます。
見た目にはベッドレベリング不良に似ますが、一定方向だけ乱れるのではなく、押し出し量そのものが不安定なら、詰まりや供給抵抗を先に疑うほうが速いです。
途中で止まる症状も見分けどころです。
印刷開始直後は普通でも、数分から数十分で出が悪くなるなら、ノズル先端の異物だけでなく、ホットエンド上部の熱だまりも候補に入ります。
ここで出てくるのがヒートブレークです。
これはホットエンド内で熱い側と冷たい側を分ける細い熱遮断部で、この周辺の冷却が弱いと、本来は溶けるべきでない上側でフィラメントがやわらかくなったり固まったりします。
その結果、冷却側で固化した詰まり、いわゆるコールドクロッグが起きます。
もうひとつ見落とされやすいのがリトラクションです。
これは移動時の糸引きを減らすためにフィラメントを少し引き戻す動作ですが、引き戻し量が大きすぎると、半溶融の樹脂をヒートブレーク側へ何度も往復させることになります。
特にボーデン式では引き戻し量が大きめになりやすく、柔らかいTPUでは詰まりや搬送不良の引き金になりやすいのが利点です。
筆者の環境もボーデン式ですが、カチカチ音が出たときにノズル分解を始めるより先に、スプールと送り経路を見るだけで終わったことが何度もあります。
実際、スプールの端面にフィラメントが軽く噛んでいただけで押し出し不良が起きていたことが複数回ありました。
こういう経験が増えると、症状がノズル先端に見えても、まず供給経路から見るだけで工数は減ります。
3Dプリンタのノズル詰まり 考えられる3つのメカニズム
3Dプリンタにおいてノズル詰まりは大敵です。造形初期ならやり直しができますが、長時間造形の途中で詰まってしまうといくら途中の出来が良くても台無しになってしまいます。何としても造形においては避けたい症状...
nature3d.net供給不良の切り分けチェック
詰まりに見える症状でも、原因がノズル内部とは限りません。
先に排除したいのは供給不良です。
ここを飛ばして分解に入ると、原因が残ったまま再発しやすくなります。
最初に見るべきはスプールです。
フィラメントが交差して軽く絡んでいないか、スプールホルダーや端面に引っ掛かっていないかを確認します。
手で軽く引いたときにスムーズに回らないなら、ノズル側ではなく供給側で抵抗が発生しています。
ボーデン式ではこの影響が出やすく、ノズル側の押し出し不足とほとんど同じ見え方になります。
次に、ボーデンチューブの取り回しです。
PTFEチューブは1.75mm用で内径約2.0mm、外径約4.0mmのものが広く使われていますが、急角度に曲がると内部摩擦が増えます。
とくにヘッドが左右端へ動いたときだけ症状が出るなら、チューブの曲がりが強すぎる可能性があります。
チューブ自体が傷んで内壁が荒れている場合も、押し出し抵抗が増えてクリック音につながります。
送りギアも要チェックです。
ギアに削りカスが詰まると、噛み込みが浅くなって十分に送れません。
逆にテンションが弱すぎても空転し、強すぎるとフィラメントを削ってさらに悪化します。
ギアがフィラメントをえぐった跡があるのに先端からは何も出ない、というときは、ノズル詰まりと供給不良の両方が絡んでいることもあります。
印刷開始時は出るのに、温まってから急に詰まる症状はここが典型です。
ノズル先端ではなくヒートブレーク付近で固化しているため、見かけ上は「詰まり」でも本質は冷却不良です。
送りギアや冷却ファン停止が詰まりに見える周辺要因であることは、複数の実務ガイドやコミュニティ報告でも指摘されています。
💡 Tip
手動押し出しで診る前に、スプールの回転、チューブの曲がり、送りギアの汚れ、ホットエンド冷却ファンの回転の4点を先に見ると、分解不要で終わるケースを減らせます。
部分詰まりと完全詰まりの見分け方
切り分けで重要なのは、部分詰まりと完全詰まりを同じものとして扱わないことです。
ここを分けるだけで、次の一手が明確になります。
部分詰まりは、押し出せることは押し出せるが、線が細い、断続的、表面がざらつく、層の一部だけ欠ける、といった出方をします。
ノズル内部に炭化物や軽い異物、フィラメント交換時の残留樹脂が残って、流路が狭くなっている状態を疑います。
とくにPLAからPETG、ABSからPLAのような素材切り替えを頻繁にしていると、溶融特性の違いで残渣が残りやすく、軽い詰まりになりやすいのが利点です。
完全詰まりは、手動で押してもまったく出ない、アンロードもできない、エクストルーダーがすぐに滑る、という状態です。
大きめの異物、強い固着、あるいはヒートブレーク側で固まったコールドクロッグが候補になります。
アンロード時に通常温度より10〜15℃高くしても抜けないなら、軽い閉塞より一段重いと見てよいです。
ここで有効なのがクイックテストです。
印刷温度より10〜15℃高くして、ノズルから手動押し出しを行います。
押し出せるが細い、あるいは出たり止まったりするなら部分詰まりの可能性が高いです。
まったく押せないなら完全詰まり、もしくは供給経路のどこかが固着しています。
QIDIのノズル詰まり解説でも、この温度を少し上げたアンロードと、軽度ならコールドプル、進まなければ分解清掃という順番が基本になっています。
素材別ではTPUだけ少し見方が変わります。
TPUは柔らかく、搬送経路の隙間に逃げやすいうえ、吸湿や過度なリトラクションでも詰まりやすい素材です。
50〜60℃で4〜6時間の乾燥が効くことがありますが、症状だけ見ると部分詰まりと区別しにくい場面があります。
TPUで細く不安定に出る場合は、ノズル内部だけでなく、送り途中でフィラメントがたわんでいないかも同時に見ます。
また、同じ詰まりを繰り返すならノズルそのものの状態にも目を向けたいところです。
標準的な0.4mmノズルは扱いやすい反面、木質やカーボン系など研磨材入りフィラメントでは摩耗しやすく、内部の傷や穴径の変化が乱流や残渣の堆積を招きます。
そうなると清掃しても再発しやすく、硬化鋼ノズルへの切り替えや、0.6mmや0.8mmへの拡大が効くケースがあります。
判断フロー
現場では、症状を順番に追うだけで整理できます。
頭の中では、供給不良か、部分詰まりか、完全詰まりかの三分岐で考えると混乱しません。
この記事の冒頭に置くフロー図も、その三分岐で見る前提です。
まず、クリック音や押し出し不足が出た時点で、スプールの絡み、送りギアの汚れ、ボーデンチューブの急な曲がり、冷却ファン停止の4点を確認します。
ここで異常が見つかれば、ノズル内部を触る前に供給不良として処理できます。
次に、供給経路に問題が見当たらなければ、印刷温度より10〜15℃高くして手動押し出しを行います。
この段階で細く断続的に出るなら部分詰まり寄りです。
コールドプルやパージで改善することが多く、軽度なら分解なしで戻せます。
コールドプルに使う材料は機種と詰まり方で相性があり、現在使っている素材やPETG、ナイロン系から試すと進めやすいのが利点です。
一方、まったく押せない、アンロードもできない、押し込むとエクストルーダーだけが滑るなら完全詰まり寄りです。
ここまで来ると、ノズル単体の清掃や交換、ホットエンド内部の確認が視野に入ります。
再組立時に加熱状態で締めて、ヒートブレークとの間に隙間を作らないことが再発防止に効く、というのがPrusa系の整備でも重視されている判断材料になります。
判断を文章で縮めると、流れはこうです。
- クリック音や吐出不良が出たら、先にスプール、チューブ、送りギア、冷却ファンを見る
- 問題がなければ、印刷温度より10〜15℃高くして手動押し出しする
- 押せるが細い、断続的に出るなら部分詰まりとして扱う
- まったく押せない、アンロード不能なら完全詰まりとして扱う
- 同じ症状を繰り返すなら、残留樹脂だけでなくノズル摩耗や材質の不一致まで含めて考える
この順番にしておくと、ノズルを毎回分解する遠回りを避けやすいのが利点です。
筆者も以前は「出ないなら詰まり」と短絡的に見ていましたが、ボーデン式では供給側の小さな抵抗が症状を大きく見せます。
切り分けを挟むだけで、作業時間も再発率も変わります。
ノズル詰まりの主な原因

異物・吸湿・温度の三大要因
ノズル詰まりの原因は細かく見ると多いのですが、まず大きく分けると異物混入、吸湿、温度設定ミスの3つで整理すると理解しやすいのが利点です。
ここに、長時間の加熱放置や局所過熱で生じる炭化物の蓄積が重なると、部分詰まりが一気に再発しやすくなります。
異物混入で多いのは、フィラメント表面についた粉塵や切りくず、送りギアまわりで発生した樹脂粉、まれに金属片です。
標準的な0.4mmノズルは開口が小さいので、目に見えないレベルの混入物でも流路を狭めます。
塞がらなくても、吐出が細くなったり、一定周期で出たり止まったりする部分詰まりになりやすいのが厄介です。
吸湿も見逃しにくい原因です。
水分を含んだフィラメントは加熱時に内部で膨張し、さらに蒸気として急激に体積変化します。
その過程で溶融樹脂の流れが乱れ、押し出しが不安定になります。
単なる糸引きや表面荒れに見えても、実際にはノズル先端で流れが乱れ、軽い閉塞の前段階になっていることがあります。
nature3dのノズル詰まり解説でも、この水分起因の膨張と流動不安定は主要メカニズムとして扱われています。
温度設定ミスは、低すぎる場合が特に典型的です。
十分に溶けていない樹脂を無理に押し出すと、ノズル内圧が上がって流れが不安定になります。
反対に、設定温度が高すぎたり、ヒートブロック周辺の熱管理が崩れていたりすると、内部で樹脂が滞留して焦げやすくなります。
この焦げた樹脂、つまり炭化物が少しずつ内壁に付着し、次の樹脂を引っかけて詰まりの核になります。
症状としては突然ゼロになるより、最初は細くなる、表面がざらつく、特定の層だけ欠けるといった形で出やすいのが利点です。
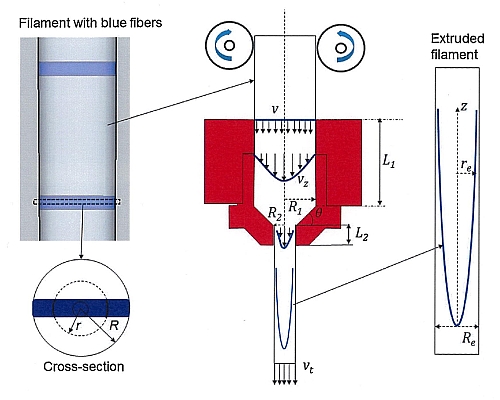
図で示すなら、ホットエンド断面のヒートブロック、ヒートブレーク、ノズルを並べ、温度勾配がどこで落ちるかを重ねると原因が見やすくなります。
固化が本来より上で起きるとコールドクロッグ寄り、ノズル先端や内壁に付着が増えると部分詰まり寄りです。
詰まりは「出口の穴が塞がるだけ」ではなく、熱勾配の崩れで固まる場所がずれることでも起きます。
素材切替と残留樹脂
素材を切り替えた直後の不調は、単純な温度不足というより前の材料が内部に残っていることが原因のケースがあります。
PLAからABS、あるいはABSからPLAのように温度帯が離れた組み合わせでは、とくにこの残留樹脂が焦げやすく、軽い詰まりの起点になります。
たとえばPLAの残りがホットエンド内部にある状態でABSの温度域まで上げると、溶け残りや劣化した部分が内壁にこびりつきやすくなります。
逆にABSの残渣を十分に追い出さないままPLA温度へ下げると、高温前提だった樹脂が流れ切らず、粘ったまま細い通路に残ります。
ここで吐出が不安定になると、見た目は「急に詰まった」ようでも、実際は切替時の掃除不足が根にあります。
筆者もPLAからABSへ切り替えた直後に、押し出し量が妙に安定しないことがありました。
そのときは設定を疑う前に高めの温度域でしっかりパージしたところ復帰し、内部に残っていた樹脂が原因だったと腑に落ちました。
切替時の残留樹脂は地味ですが、実運用では侮れません。
この種の詰まりは、完全閉塞よりも部分詰まりとして現れやすいのが特徴です。
線が細る、色がにごる、最初の数層だけ不安定といった症状なら、素材相性より先に残留樹脂を疑うほうが話が早いことがあります。
フィラメント交換時の残渣は典型原因として扱われています。
リトラクション過多/Zオフセット近すぎ
設定由来で詰まりを招きやすいのが、過度なリトラクションと1層目の押しつけ過多です。
どちらもスライサー上では小さな調整項目に見えますが、ホットエンド内部では流動条件を大きく変えます。
リトラクションを強くかけすぎると、溶けかけた樹脂をノズル側からヒートブレーク方向へ引き戻してしまいます。
そこは本来、は溶けていない領域なので、軟化した樹脂がそこで冷えて太り、再押し出し時に引っかかります。
いわゆるコールドクロッグの典型パターンです。
とくに高頻度、小刻みの往復が多い造形や、長距離の引き戻しを使っている場合に起こりやすくなります。
Cura 5.xにはRetraction DistanceとRetraction Speed、PrusaSlicerにも同様の引き戻し設定がありますが、数値を増やせば糸引きが必ず減るわけではありません。
Bowdenでは大きめ、ダイレクトでは小さめから詰めるのが定石で、OrcaSlicerのリトラクションタワーのような検証機能が役立つのはこのためです。
糸引き対策のつもりで距離と回数を盛りすぎると、別の場所で詰まりを作ります。
この設定を変えた瞬間に世界が変わることがある一方で、やりすぎると逆方向にも一気に振れます。
もうひとつはZオフセットが近すぎるケースです。
1層目でノズルとベッドの隙間が不足すると、樹脂の逃げ場がなくなって逆圧が上がります。
最初は「密着が良くなった」と見えても、実際にはノズル先端で過度に絞られ、押し出し抵抗が増しています。
その状態で数分流し続けると、軽い閉塞や送り滑りの引き金になります。
1層目だけ妙にエクストルーダーが苦しそうな音を立てるときは、ノズル内部だけでなく、この逆圧も疑うべきです。
TPUの搬送不良
TPUは詰まりやすいというより、詰まりに見える搬送不良を起こしやすい素材です。
柔らかいので、ノズル内部の問題と送り経路の問題が同時に見えやすく、切り分けが難しくなります。
まずTPU自体が吸湿しやすく、水分を含むと吐出が不安定になりやすいのが利点です。
さらに、搬送経路に隙間があると、押されたフィラメントがその隙間へ逃げて蛇行します。
これが送り不足やクリック音の原因になり、結果としてノズル詰まりのように見えます。
ダイレクトドライブでTPUが扱いやすいのは、ノズルに近い位置で保持でき、逃げ場が少ないからです。
ここに過度なリトラクションが加わると、柔らかいTPUは簡単に潰れます。
引き戻しで細く変形したり、再押し出しで座屈したりして、ホットエンドまで素直に届かなくなります。
SK本舗のTPUガイドが乾燥と経路剛性、リトラクション抑制を重視しているのは理にかなっています。
TPUの不調は、ノズル先端だけを掃除しても戻らないことが多いです。
TPUで細くしか出ないときは、ノズル内部の軽い閉塞と、送り途中でのたわみや潰れが重なっていることもあります。
つまり「詰まり」と「供給不良」が分離していない状態です。
この素材だけは、ホットエンド断面だけでなく、エクストルーダーから入口までのガイド精度まで含めて見ると原因がつながります。
ノズル摩耗と内壁荒れ
ノズルは消耗品なので、清掃しても同じ詰まりを繰り返すなら摩耗を疑う段階です。
とくに木質、カーボンファイバー、金属充填系のような研磨材入りフィラメントでは、真鍮ノズルの摩耗が早く進みます。
摩耗というと穴径が大きくなるだけに見えますが、実際に厄介なのは内壁の荒れです。
流路が均一でなくなると樹脂が乱れ、壁面への付着が増えます。
すると炭化物や残留樹脂が留まりやすくなり、軽い部分詰まりが常態化します。
先端が削れて開口が変わると押し出し幅も安定しにくくなり、「なぜか同じ条件で再発する」状態になりやすいのが利点です。
nature3dのノズル材質解説でも、真鍮は熱伝導に優れる一方で耐摩耗は低く、研磨材入りには硬化鋼が有効と整理されています。
吐出の安定性だけを見ると真鍮は扱いやすいのですが、摩耗が進んだ真鍮ノズルは見た目以上に内部状態が悪化しやすいのが利点です。
筆者の印象でも、清掃直後は一度戻るのに、数回でまた不安定になるノズルは、ほぼ内部が傷んでいます。
この段階になると、原因は「詰まりを取れていない」ではなく、「詰まりやすい流路になっている」と考えたほうが合っています。
詰まり対策としてノズル径を0.6mmや0.8mmへ広げる選択肢が効くことがあるのも、単に穴が大きいからではなく、異物や残渣に対する許容量が増えるからです。
標準の0.4mmが万能というより、運用する素材に対して流路径と材質を合わせる発想が再発防止に直結します。
分解前に試す対処法
アンロード
軽度の詰まりであれば、分解より先にアンロードで抜けることが少なくありません。
ここでは温度設定が重要で、通常の印刷温度より10〜15℃高くしてから抜去すると、ノズル内の残留樹脂がほどけやすくなります。
『QIDIのノズル詰まり対策記事』でも、この温度を少し上げたアンロードが基本手順として扱われています。
操作はプリンターのUIから行い、加熱後にアンロードを実行します。
するっと抜ければ、その時点で完全な固着ではなく、軽い閉塞や残留樹脂だった可能性が高いです。
抜けないときは、いきなり手で強く引っ張るのではなく、いったん少しだけ押し出して流路先端の樹脂を動かしてから、再度アンロード側へ戻すと抜けることがあります。
それでも重い場合は、温度をさらに10℃上げてもう一度試す、という順番が安定です。
この工程で見たいのは、抜けるかどうかだけではありません。
引き抜いたフィラメント先端に焦げ色や太った部分、段差が出ていれば、ノズル先端やヒートブレーク境界で何かが引っかかっていたサインです。
軽症のうちなら、この段階で症状が軽くなることがあります。

3Dプリンターのノズル詰まりを直す方法:ステップバイステップガイド
このガイドは、コールドプル、手動クリーニング、および今後の詰まりを防ぐためのヒントを使用して、ノズル詰まりを診断して修復するのに役立ちます。
jp.qidi3d.com手動押し出し確認
アンロードできた、あるいは再装填できたら、次は手動押し出しで流量の安定性を見ます。
ノズル温度は通常の印刷温度に戻し、UIから5〜10mmだけ押し出します。
ここでまっすぐ安定して出るなら、少なくとも現時点では流路が大きくは塞がっていません。
一方で、出るには出るが糸のように細い、途中で脈打つ、一定間隔で弱くなるという挙動なら、部分詰まりの傾向が濃いです。
症状としては「止まっていないので送り側の問題に見える」のですが、実際にはノズル内部の断面が少し狭くなっていて、圧力が周期的に変動していることがあります。
標準的な0.4mmノズルでは、この軽い狭まりでも吐出の乱れとして出やすいのが利点です。
ここで押し出しがまったくできないなら、この先は分解寄りの判断になります。
ただし「出たり出なかったり」でエクストルーダーが生きている場合は、炭化物、軽い異物、別素材の残留といった、コールドプル向きの状態が含まれます。
温度の考え方は単純に「低温で引けばよい」ではありません。
狙うのは、素材が軟化して内部の汚れに粘着しつつ、一体のプラグとして抜ける温度です。
ここで注意したいのは、以下に示す温度レンジは一次公式資料での統一的な値ではなく、筆者およびコミュニティでよく報告される経験値の例であるという点です。
機種・ノズル材質・フィラメントによって適正温度は変わるため、リトラクションタワー等で検証しながら使ってください。
目安の例(経験値): PLA 90〜140℃、PETG 120〜170℃、ABS 150〜180℃、ナイロン 160〜200℃。
コールドプル材としてはナイロンやPETGがよく使われますが、まずは現在入っている素材で試すのが安全です。
手順は共通しています。
- 通常の印刷温度より10℃高くして、5〜10mm押し出します。
- そのまま素材に合う目安温度まで下げ、数十秒待ちます。
- 一気に引き抜きます。
- 先端形状を見て、必要なら2〜3回繰り返します。
筆者のEnder系では、PLAの軽い詰まりを200℃から120℃まで下げて保持し、引き抜きを2回で解消できたことがあります。
抜けたプラグの先端に黒い点が乗っていて、炭化した残渣がそのまま取れたのを目で確認できました。
コールドプルは「効いた気がする」ではなく、プラグに異物が付いてくるので、取れたかどうかを可視化しやすいのが強みです。
温度が合っていないと失敗の形もはっきり出ます。
先端が細長く伸びるだけなら高すぎることが多く、途中で千切れるなら低すぎることが多いです。
こういうときは10℃刻みで調整すると収束しやすいのが利点です。
コールドプルは、抜けたかどうかより先端の形で判定するのが実務的です。
筆者やコミュニティの経験則では、理想はノズル内の空間を写し取ったような「傘状の先端」です。
先端に広がりがあり、表面に茶色や黒の粒、別色の筋、にごった樹脂が付いていれば、内部の残留物を引き連れてきた可能性が高いと判断できます。
ただしこの視覚判定は経験則に基づくもので、一次出典で網羅的に裏取りできる形状基準ではありません。
できれば成功例/失敗例の写真を並べて示すことを推奨します(編集時に画像を入れてください)。
見た目の比較があると理解しやすいので、良いコールドプルと悪いコールドプルのプラグ断面写真は参考になります。
文章だけだと伝わりにくい差ですが、成功例は「ノズルの中身を型取りした感じ」、失敗例は「ただ引きちぎっただけ」に見えます。
無理押しNGと安全注意

この段階でやってはいけないのが、手でフィラメントを無理に押し込むことです。
軽い詰まりなら押せば一瞬通ることもありますが、そのまま異物を奥へ押し込み、ヒートブレーク側で固めると、かえって分解案件に変わります。
押し出しは必ずプリンターのUIから行い、駆動が苦しそうなら止める判断が必要です。
ℹ️ Note
手袋と保護メガネを着けたうえで、操作はUI経由に限定すると、やけどと可動部の誤作動を減らせます。
また、PTFEを含む経路のホットエンドでは高温側へ無理に振るより、アンロードとコールドプルの温度幅の中で解決したほうが扱いやすいのが利点です。
とくに「抜けないから温度をどんどん上げる」「出ないから指で押し込む」は、軽度詰まりを重症化させやすい典型です。
ここで改善しない場合は、対処の方向を変えるべき段階に入っています。
スライサー設定の見直し
Cura 5.x の設定ポイント
Cura 5.xでは、まず Retraction Distance、Retraction Speed、Printing Temperature、Layer Height の4点を同時に見ます。
以下で挙げる具体的な数値は筆者の運用例やコミュニティ報告に基づく経験値であり、Curaの公式デフォルトやすべての機種での最適値を保証するものではありません。
必ずリトラクションタワーや温度タワーで機種・フィラメントごとに検証してください。
Curaは設定項目が多いぶん、品質問題に対して複数の項目を同時に動かしやすい。
その分、詰まり対策では落とし穴にもなり得ます。
筆者の印象だと、糸引きが気になったときほどまず温度を少し戻して流動性を確保するのが効きます。
リトラクションは一段控えめにして様子を見る、というやり方が結果として失敗を減らすことが多いんですよね。
図版では「変更前→変更後」の設定表に加えて、Curaの検索欄で Retraction と入力した画面、Material 内の Printing Temperature、Quality 内の Layer Height へ至るUIの流れがあると読者が追いやすいのが利点です。
OrcaSlicerはキャリブレーション機能が強く、リトラクションタワーを使って条件を詰めやすいのが利点です。
公式サイトでも無料のオープンソーススライサーとして配布されており、実運用では「デフォルト値を信じる」より「機種と材料の組み合わせで最適域を探る」思想がはっきりしています。
ノズル詰まりを避ける観点でも、この考え方は相性が良いです。
とくにPETGやTPUでは、OrcaSlicerの細かな調整幅がそのまま過調整につながることがあります。
筆者もPETGの糸引きを消したくてリトラクションを増やしすぎ、押し出し開始直後に出なくなる典型的なコールドクロッグを招いたことがあります。
そのとき効いたのは大きな見直しではなく、増やしすぎた距離を 1mm 戻し、ノズル温度を 5℃ 上げるだけでした。
糸引き対策は「もっと引く」方向に寄りがちですが、PETGは粘りが強いので、引き戻し量を盛るほどノズル上部で冷えた樹脂を作りやすいのが利点です。
PLAの初期見直しも考え方は同じです。
ダイレクトなら 0.6〜1.2mm、ボーデンなら 3.0〜5.0mm の範囲で距離を探り、速度は高くしすぎません。
速度を落とすと糸引きが悪化しそうに見えますが、実際にはフィラメントへの衝撃が減って戻り量が安定し、結果として押し出し再開の乱れが減ることがあります。
温度は低めに寄せるほど安全というわけではなく、流れが渋いなら 5℃ 上げたほうが改善する場面が多いです。
TPUではさらに慎重で、リトラクションは 0〜0.6mm の範囲に抑えるか、無効にしたほうが安定しやすいのが利点です。
送り速度も 20〜35mm/s まで落とし、レイヤー高さは 0.4mm ノズルで 0.2〜0.3mm のあたりがまとまりやすいのが利点です。
柔らかい材料は「引き戻して整える」より「余計な動作を減らして素直に送る」ほうが成功しやすく、SK本舗のTPU解説でも乾燥と搬送経路の見直しが重視されています。
図版にするなら、OrcaSlicerでは Filament や Process の設定画面でリトラクション、温度、レイヤー高さを開いた状態と、Calibration から retraction test tower を作る流れがわかるキャプチャが有効です。
変更前後の表は、ダイレクトPLA、ボーデンPLA、TPUの3パターンに分けると意図が伝わりやすくなります。
PrusaSlicer 2.7+ の設定ポイント

PrusaSlicerでは、リトラクション設定を Printer Settings → Extruder 1 から確認できます。
ここは項目名が整理されていて追いやすく、どこを触っているのかが把握しやすいのが利点です。
Prusa Knowledge Baseでもこの位置が案内されており、プリセットベースで調整を始めやすい構成になっています。
数値の出発点として参考になるのが、Original Prusa MINI のプリセットにある 3.2mm の引き戻し距離です。
これはボーデン系の一例として筋が良く、PrusaSlicerでは「まずプリセットを起点に、そこから小さく動かす」ほうが安定します。
詰まり気味の症状があるときに、いきなり大きく増減させるより、距離なら 0.5mm 前後、温度なら 5℃ 単位で追うほうが傾向を読みやすいのが利点です。
PrusaSlicerでも、最大レイヤー高さの考え方は同じです。
0.4mm ノズルで 0.32mm を超える厚さを常用すると、押し出し圧が上がって不調を招きやすくなります。
速度や流量を上げたくなる大型パーツほど、この上限を無視した設定が効いてきます。
層を厚くして時間を縮める発想自体は有効ですが、ノズル内に余裕がある範囲で使わないと、吐出不良と引き換えになりやすいのが利点です。
素材別の調整感も比較的素直です。
PLAならダイレクトで 0.6〜1.2mm、ボーデンで 3.0〜5.0mm を目安にしつつ、温度は低く振りすぎない。
PETGは糸引きが気になってもリトラクションを増やしすぎない。
TPUはほぼ引かない運用に寄せる。
この3本柱だけでも、詰まり再発率は下がります。
PrusaSlicerはプリセットの完成度が高いぶん、品質トラブルが出たときに「もっと細かく触れば直る」と考えがちですが、実際には触る量を減らしたほうが戻りやすいことが多いです。
図版では、Printer Settings → Extruder 1 のリトラクション項目、Print Settings のレイヤー高さ、Filament Settings の温度設定を並べたキャプチャがあると理解しやすいのが利点です。
変更前後の表には、Prusa MINI の 3.2mm を基準例として置き、そこからどう増減させるかを見せる構成が相性良好です。

Prusa Knowledge Base
オリジナルPrusa 3Dプリンターについて知っておくべきすべての情報。組み立てマニュアル、印刷品質のトラブルシューティング、キャリブレーション、PrusaSlicerなど、多岐にわたる情報を提供します。
help.prusa3d.comテストモデルでの検証手順
設定は理屈だけで決めず、retraction test tower と 温度タワー で切り分けるのが最短です。
ここで重要なのは、単に「PLA向けの最適値」を探すのではなく、フィラメント・機種・スライサーの組み合わせごと に最適域を持つ前提で見ることです。
同じPLAでも、Ender系のボーデン構成とダイレクト機では、詰まりにくい範囲が違って見えます。
進め方は、1回のテストで変数を1つに絞るのが基本です。
先にリトラクションタワーで距離の範囲を掴み、その後に温度タワーで流れやすい温度帯を見ると、原因の切り分けがしやすくなります。
糸引きだけで判定すると低温・多リトラクション側に寄せすぎるので、観察ポイントは「糸の量」だけでなく、「押し出し再開直後の欠け」「層の細り」「クリック音の有無」まで含めます。
実際の手順は次の流れが扱いやすいのが利点です。
- レイヤー高さを先に適正域へ戻し、厚盛り設定を外します。
- リトラクション距離だけを段階的に変えたタワーを出力します。
- もっとも安定した距離を残したまま、温度タワーを 5℃ 刻みで比較します。
- 糸引きが少なく、かつ押し出し再開が欠けない帯域を採用します。
- TPUではリトラクション無効または最小から始め、速度を落とした条件で別枠評価にします。
⚠️ Warning
テスト結果は「糸引き最少の値」ではなく、「数回の往復移動後も吐出が痩せない値」を残すと、実運用での詰まり再発を避けやすいのが利点です。
誌面では、Cura 5.x、OrcaSlicer 2.x、PrusaSlicer 2.7+ それぞれについて、変更前後の設定表とUIナビゲーションをキャプチャ付きで並べると実用性が一気に上がります。
数値だけ載せても、読者は「その項目がどこにあるのか」で止まりやすいからです。
設定の良し悪しはソフト名だけで決まるものではありませんが、画面上で迷わず同じ場所にたどり着ける構成にしておくと、再現性は高まります。
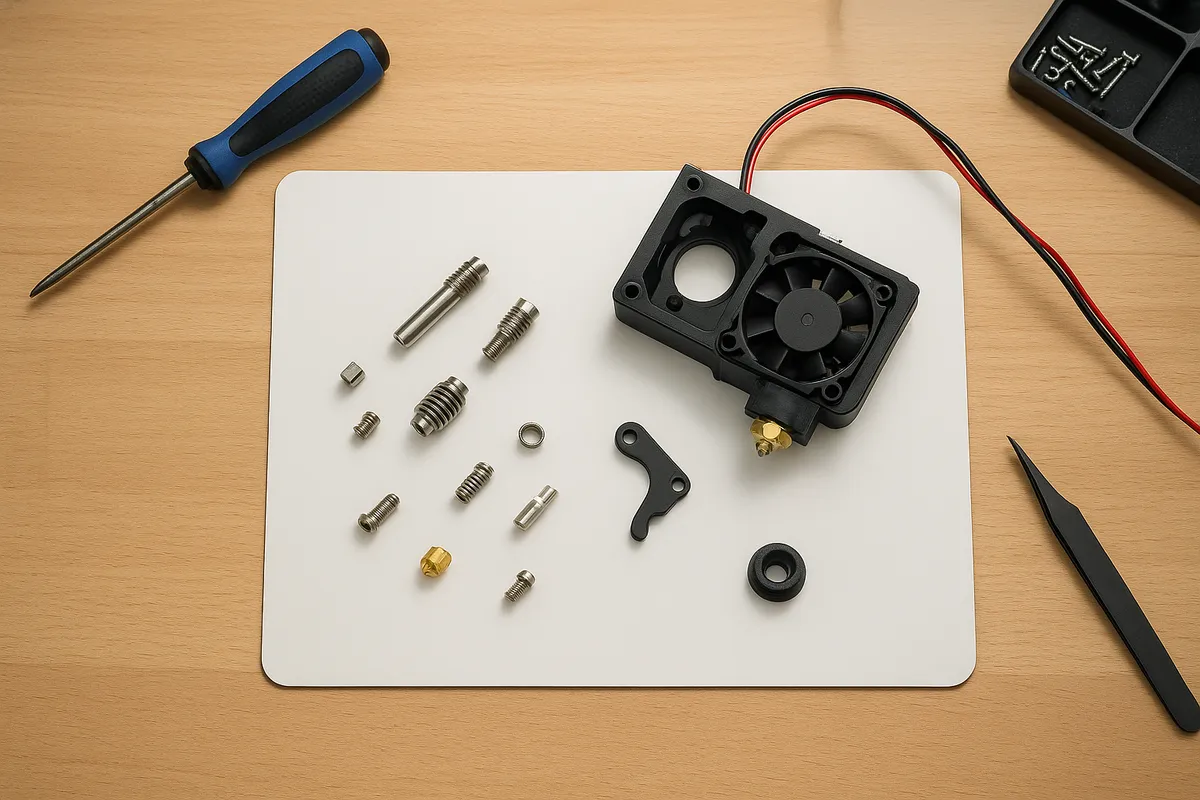
ノズルの分解清掃手順

安全準備と工具
分解清掃は、コールドプルや設定見直しで戻らない完全詰まり寄りの症状で行う作業です。
ここで大事なのは、闇雲にノズルだけ回さないことです。
まず機種マニュアルにある分解順序、対応工具、締結手順を起点にして、ノズルとヒートブレークを加熱状態で最終締結する構造かを把握します。
PrusaのKnowledge Baseでも、ノズルはホット状態で締める手順が案内されており、ここを外すと清掃後の再発率が上がります。
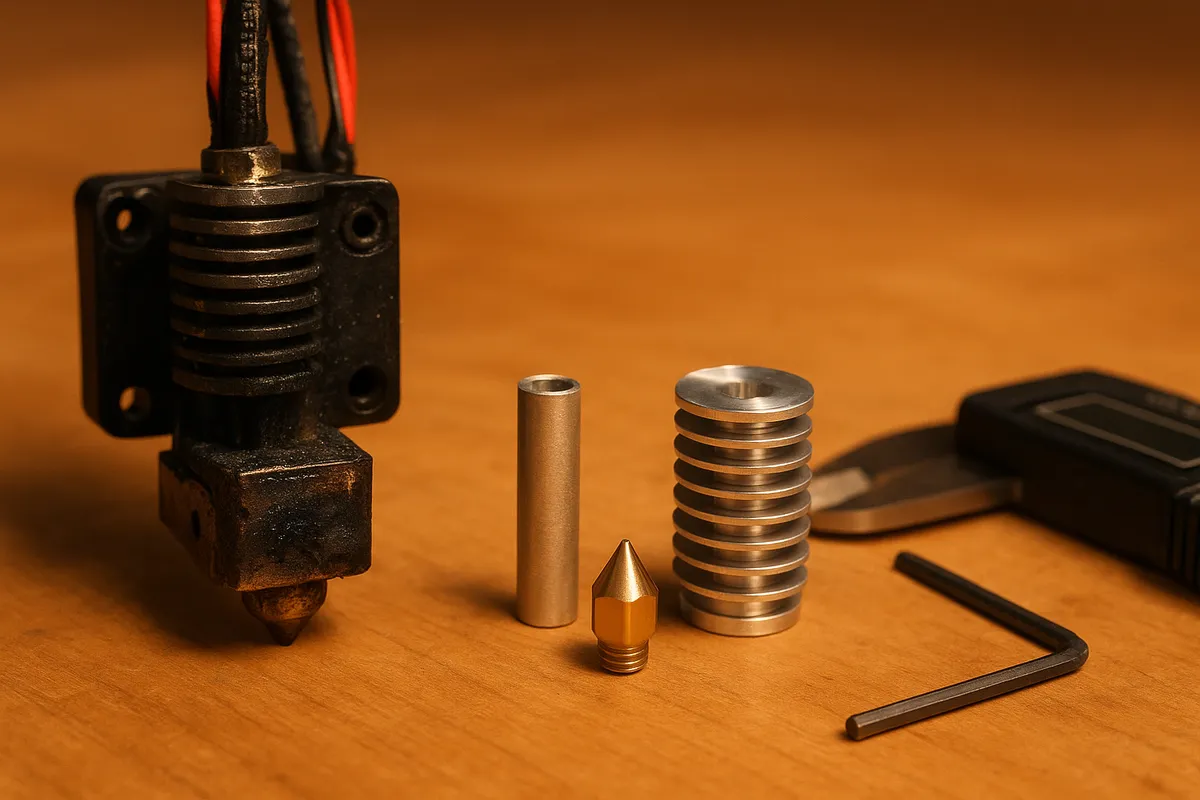
手元に揃えたいのは、ノズルに合ったソケットレンチ、ヒートブロックを保持するスパナ、ノズル清掃用のニードル、固着した樹脂を崩すための極細ドリル、外側の汚れ落とし用の真鍮ブラシです。
一般的なノズルでは6mmまたは7mm相当のソケットが使われることが多いですが、ここは見た目で決めず、実機の工具サイズに合わせます。
ソケットが緩いと六角をなめやすく、清掃より先にノズル交換コースに入りがちです。
保護具も軽視できません。
耐熱手袋、耐熱マット、できればヘッドを安定して支えられる固定具があると作業性が変わります。
ヒーターカートリッジやサーミスタの配線は細く、熱い状態で無理な力をかけると断線の原因になります。
筆者は、工具の掛かりが浅いまま回してヒートブロックごとひねりそうになったことがあり、それ以降は「回す側の工具」と「保持する側の工具」を先に決めてから電源を入れるようになりました。
作業時間は準備と冷却を含めると2〜3時間くらい見ておくと落ち着いて進められます。
熱い状態でノズルを外す理由
ノズルは熱い状態で外すのが基本です。
理由は単純で、内部に残った樹脂が冷えると接着剤のように固まり、常温ではノズルもヒートブレークも強く固着するからです。
そこでホットエンドを200〜250℃に加熱し、内部の残渣を軟化させた状態で緩めます。
ABSや炭化気味の残渣が疑われるときは高め側が効きますが、PTFEが近い構造では上げすぎないほうが扱いやすいのが利点です。
手順としては、ヒートブロックをスパナでしっかり保持し、ノズル側をソケットで反時計回りに緩めます。
このとき重要なのは、回しているのがノズルだけで、ヒートブロックやヒートブレークを一緒にひねっていないことです。
ブロックを保持せずに力を掛けると、ねじ山を痛めるだけでなく、ヒーターや温度センサーの配線に無理がかかります。
⚠️ Warning
熱間取り外しは「固着した樹脂を柔らかくして外しやすくする」だけでなく、冷間で無理に回してねじ山を傷めるのを防ぐ意味もあります。固いからといって力で解決しようとすると、ノズル六角やヒートブロック側の損傷につながります。
やけど対策もここが山場です。
ノズル先端だけでなく、ヒートブロック、ヒーターカートリッジ周辺、工具自体も熱を持ちます。
筆者は慣れているつもりのときほど危なく、外れた瞬間に工具のバランスが崩れて指先がブロックに触れそうになる場面がありました。
熱いうちに外すのは正しいのですが、素手で急ぐのは正しくありません。
ノズル単体の清掃方法

ノズルを外したら、清掃は外側と内側で道具を分けると効率が上がります。
外周に付いた焼けた樹脂や黒いこびりつきは、加熱が残っているうちに真鍮ブラシで落とすのが基本です。
スチール系の硬いブラシは表面を傷つけやすく、真鍮ノズルでは避けたほうが無難です。
内側は、まずノズル清掃ニードルで貫通を確認します。
ニードルは流路をなぞる用途に向いていて、軽い詰まりや柔らかい残渣には強いです。
一方で、炭化物や硬くこびりついた塊にはニードルだけでは届かないことがあります。
そういうときに使うのが極細ドリルですが、ここは「穴を広げる道具」ではなく「詰まりを砕いて取り出す道具」と考えるのが欠かせません。
0.4mmノズルに対して無理にこじると開口形状を崩し、清掃後の吐出がかえって悪くなります。
使い分けを整理すると、ニードルは日常寄りの除去、極細ドリルは固着物の崩し、真鍮ブラシは外周清掃です。
筆者の感覚では、ニードルで抵抗が強いのに無理やり押し通そうとするより、ノズル単体を少し温め直してからドリルで軽くさらうほうが傷めにくい設計です。
穴径が大事な部品なので、貫通したかどうかより、出口の形が丸く保たれているかのほうが価値があります。
ABS残渣が原因で、ノズル単体に樹脂がべったり残っている場合は、ノズルだけを短時間アセトンに浸す方法も使えます。
ただし触れさせてよいのはノズル単体までです。
ホットエンド側の樹脂部品や塗装面まで巻き込むと別のトラブルになります。
ホットエンド内部清掃
ノズルが外れたら、視線はホットエンド側にも向けます。
完全詰まりでは、原因がノズル穴だけでなく、ヒートブレーク内部やPTFE端面の荒れにあることが珍しくありません。
ここに炭化した樹脂やわずかな隙間があると、せっかくノズルをきれいにしても再詰まりします。
チェックしたいのは、ヒートブレークからノズル座面までの流路に黒い固着物がないか、PTFEライナーが入る構造なら先端がつぶれたり、斜めに削れたりしていないか、端面がまっすぐ当たっているかです。
PTFEの差し込み端が荒れていると、そこに樹脂が溜まり、熱でふくらんだり炭化したりして流れを狭めます。
差し込み端に面取りがある構成では、その形が崩れていないかも見どころです。
清掃は、溶けた樹脂を押し戻さないように、熱を保ちながら慎重に行います。
内部にこびりついた残渣は、無理に硬い金属でこそげるより、樹脂が柔らかいうちに除去したほうがねじ部も傷めません。
筆者が詰まりを繰り返した個体では、ノズルよりむしろPTFE端面のわずかな段差が原因でした。
ここが密着していないと、押し出し圧が掛かった樹脂が段差に入り込み、小さな堆積が次の詰まりの核になります。
加熱締めでの再組立
再組立でいちばん重要なのは、常温で本締めしないことです。
手順としては、まず常温で位置合わせをして仮締めまでに留め、そこからホットエンドを200〜250℃まで加熱して最終締めします。
いわゆるホットタイト、加熱締めです。
狙っているのは、ノズルの六角をブロックにぴったり当てることではなく、ノズル先端側とヒートブレーク先端側が内部で確実に突き当たる状態を作ることです。
この内部の当たりが不十分だと、ねじ込み部の途中にわずかな空間が残ります。
そこへ溶けた樹脂が入り込むと、外へ漏れたり、炭化して再詰まりの原因になったりします。
筆者は初回、この工程を軽く見て常温のままきっちり締めたつもりで組み戻しました。
結果は、ヒートブレークとの隙間から樹脂がじわっと漏れ、数回の押し出しでまた詰まりました。
そこで加熱締めにやり直したら止まったので、以後はここを作業の核心として扱っています。
トルク値は機種マニュアル記載があるならそれに従うのが前提ですが、実務では数値よりも「冷間で無理に締め上げない」「熱間でヒートブロックを保持して最終締結する」ほうが再現性に直結します。
ねじ山損傷を防ぐ意味でも、締まらないからといって力を足していくのではなく、当たり面が正しく揃っているかを見ながら進めるほうが安全です。
漏れチェックとテストプリント

組み上がったら、いきなり本番造形に戻すのではなく、まず低速で押し出しを行って流れを確認します。
ノズル付け根やヒートブロック上面に樹脂がにじまないか、押し出しが脈打たないか、異音が出ないかを見ます。
ここで問題がなければ、短いテストラインや小さなテストピースを出して、吐出の安定性を確認します。
漏れチェックでは、ノズル先端から出る樹脂と、ねじ部から染み出す樹脂を見分けるのが判断材料になります。
先端からの排出は正常ですが、六角根元やブロック上側に糸状の樹脂が付くなら締結面に問題が残っています。
清掃直後は表面の残留樹脂が溶けて垂れることもあるので、一度拭き取ってから再度押し出し、同じ場所に新しく出るかで判断すると切り分けやすいのが利点です。
テストプリントでは、造形品質より連続して安定吐出できるかを優先します。
最初の数層で細りや欠けがないか、途中でエクストルーダーがクリックしないかを見るほうが、分解清掃の成否を判断しやすいからです。
ここまで安定すれば、単なる応急処置ではなく、流路の接触状態まで含めて戻せた可能性が高いです。
素材別の詰まりやすさと対策
素材ごとに詰まり方の癖は違います。
同じ「出ない」でも、ノズル内部に炭化物が残っているのか、前に使った材料が温度差で居座っているのか、そもそも柔らかいフィラメントが途中で逃げているのかで、効く対処が変わるからです。
筆者はここを一括りにせず、詰まり要因・清掃との相性・再発しやすい条件で見分けるようにしています。
まず全体像を並べると、傾向は次の通りです。
| 素材 | 詰まり要因 | 清掃相性 | 注意点 |
|---|---|---|---|
| PLA | 炭化・残留・吸湿時の不安定化 | コールドプル向き | 低温すぎると詰まりやすい |
| PETG | 残留物・糸引き由来の汚れ | コールドプル向き | 引き抜き時に粘りやすい |
| ABS | 切替残渣・温度差・残留樹脂 | ノズル単体清掃との相性が良い | 別素材切替時に残りやすい |
| TPU | 吸湿・搬送経路の隙間・過度リトラクション | まず乾燥と経路見直しが優先 | ダイレクト駆動と低リトラクションが有利 |
PLAの傾向と対策
PLAは扱いやすい材料という印象が強い反面、低温すぎる条件で流し切れずに詰まることがあります。
特に標準的な0.4mmノズルでは、押し出し不足が軽く出た段階でも層の欠けとして現れやすく、気づいたときにはノズル先端やヒートブレーク近くに残渣が育っていることがあります。
もうひとつ厄介なのが、PLAは長く熱を受けると炭化物や焦げた残留物になりやすいことです。
ノズル内に黒い点や茶色い粒が残っていると、軽い詰まりを繰り返しやすくなります。
PLA詰まりは「塞がる前に、細く不安定に出る期間」が比較的長いです。
このタイプは分解まで行かなくても、コールドプルで改善します。
既に前のセクションで触れた通り、PLAはコールドプルとの相性が良い素材です。
対策の軸は、低すぎる温度で無理に押し出さないことと、長時間の空焼き状態を作らないことです。
造形が終わったあとにノズル内へ樹脂を残したまま高温維持すると、次回の立ち上がりで古い樹脂が剥がれて流路を荒らします。
PLAを多用する環境では、軽い不調の段階で一度きれいにしておくほうが、完全詰まりまで進みにくい設計です。
PLAは素材切替でも残りやすい側です。
とくに高温材へ切り替える場面では、古いPLAが先に過熱されてノズル内に貼り付き、そこから炭化の核になります。
見た目に押し出せていても内部に薄く残っていることがあるので、切替時は後述する高温パージを挟むとトラブルが減ります。
PETGの傾向と対策
PETGはPLAより粘りがあり、糸引きしやすいぶん、ノズル周辺や内部に付着物を作りやすい素材です。
押し出し自体は出ているのに、糸引き由来の細かな付着が熱で焼けて、次の造形で部分詰まりに育つことがあります。
症状としては、急に止まるというより、吐出が少しずつ乱れていくタイプが多いです。
清掃面ではPETGもコールドプルが使いやすい側です。
内部の汚れを引き連れて抜けることがあり、PLA由来の残留物を取る役としても働きます。
PETGは引き抜いたときに粘って伸びやすいので、きれいなプラグ形状で抜けないことはありますが、先端に黒い点や異物が見えれば十分に意味があります。
筆者はPLA運用中心の機体で軽い不調が出たとき、PETGで一度流路をさらう感覚で使うことがあります。
PETGはノズル先端に樹脂をまといやすく、そこで焦げた付着が育つと押し出し方向が乱れます。
詰まりそのものというより、汚れが汚れを呼んで流れを不安定にする素材だと捉えると整理しやすいのが利点です。
糸引きが多い条件で長く回していると、ノズル外周の汚れと内部残留がセットで悪化しやすいので、吐出の見た目が悪くなり始めた段階でリセットしたほうが戻しやすいのが利点です。
ABSの傾向と対策
ABSは使用温度帯が高く、素材切替で残った樹脂が問題になりやすい材料です。
特にPLAやPETGからABSへ、あるいはABSから低温材へ戻す切替では、前材と次材の温度差で半端に軟化した残留樹脂が流路に残ることがあります。
ABS自体が極端に詰まりやすいというより、別素材との行き来でトラブルを作りやすい印象です。
清掃では、ノズル単体まで外せるならアセトンを使った情報が有力です。
ABS残渣がノズルの内外にこびりついているとき、ノズルだけを対象に短時間浸すと樹脂を落としやすい場面があります。
前のセクションでも触れた通り、ここで対象にしてよいのはノズル単体までです。
ホットエンド全体に広げる前提ではありません。
ABS詰まりで見逃しやすいのは、押し出し不足の原因がノズル穴そのものより、切替時に残った古い材料の境目にあることです。
見た目にはABSが出ていても、流量が一定にならず、層の途中で細ることがあります。
こういうときは単純な温度不足ではなく、前材の残りが内部で段差を作っているケースが多いです。
筆者はABS系トラブルを見たら、単独材料の問題よりもまず「前に何を入れていたか」を思い出します。
TPUの傾向と対策
TPUはノズル詰まりの見え方が少し特殊です。
原因はノズル先端だけでなく、吸湿、搬送経路の隙間、過度なリトラクションの3点に分かれます。
つまり、詰まりに見えても、実際はエクストルーダーからホットエンドまでの途中でフィラメントがたわんでいるだけ、ということが珍しくありません。
吸湿の影響は大きいです。
筆者の環境でも、湿ったTPUを使ったときは押し出し中にプツプツ音が出て、造形表面も明らかに荒れました。
いったん乾燥させるとその症状が収まり、吐出も安定したので、TPUの不調はまず水分由来を疑うようになりました。
乾燥条件の目安としては50〜60℃で4〜6時間が使いやすいのが利点です。
リトラクションもTPUでは強敵です。
柔らかい材料なので、引き戻しを大きくするとノズル先端から樹脂を切る前に、搬送途中でフィラメントが圧縮されて変形しやすくなります。
Cura 5.x には Retraction Distance と Retraction Speed の設定があり、一般的にダイレクトでは小さく、ボーデンでは大きくする運用が知られていますが、TPUではその「一般論」をそのまま当てるとトラブルになりやすいのが利点です。
TPUではリトラクションは極小に寄せたほうが安定しやすく、筆者もまず最小側から詰めます。
搬送機構との相性も無視できません。
TPUはフィラメント経路のどこかに隙間があると、そこへ逃げ込んで進まなくなります。
ダイレクト駆動のほうが有利と言われるのは、単に近いからではなく、逃げる余地を減らせるからです。
レイヤー高さも厚すぎると押し出し負荷が増えるので、0.4mmノズルなら0.2〜0.3mm程度が安定しやすいのが利点です。
柔らかい材料は「押し切る」より「無理なく通す」方向に設定を寄せたほうが、結果として詰まりに見える症状が減ります。
💡 Tip
TPUで出たり止まったりを繰り返すときは、ノズル内部の閉塞より先に、吸湿と経路の逃げを疑うほうが切り分けが早いです。柔らかい材料は、供給不良がそのままノズル詰まりのように見えます。
素材切替時の高温パージ

素材ごとの癖とは別に、詰まりを作りやすいのが切替時の残留樹脂です。
ABSからPLA、あるいはPLAからABSのように温度帯が離れた材料を行き来すると、前の材料が流路内に薄く残り、それが次回の不調の核になります。
ここは単なる色替えより厄介で、見た目に新しい色が出ていても、内部には古い材料が壁面に残っていることがあります。
こういう切替では、前材より高めの温度で一度しっかり押し出し、残留樹脂を排出する運用が効きます。
筆者はABSとPLAを行き来するとき、250℃前後まで上げて押し出しと試し出しを行い、流れが安定してから目的温度へ下げます。
狙いは大量に出すことではなく、境目の樹脂を流路の奥から押し出すことです。
この高温パージは、単体では詰まり対処というより再発予防に近いですが、実際には効きます。
PLA残りを抱えたままABS温度へ上げると焦げやすく、逆にABS残りを抱えたままPLA温度へ下げると今度は流し切れません。
どちらも「温度が合っていない前材が残る」ことが本質なので、切替時に一段高い温度で整理しておくと、次の材料での吐出がきれいにつながります。
それでも直らない場合のチェック項目
エクストルーダー周りの再点検
清掃やコールドプルをしても症状が短期間で戻るなら、原因はノズルの中ではなく送り側でフィラメントを安定して押せていない可能性があります。
ここでまず見たいのが送りギアです。
ギアの歯に削り粉が詰まると、見た目には回っていても実際の送り量が落ちます。
症状としては、出たり出なかったりする、エクストルーダーがクリック音を出す、最初の数層だけ正常で途中から細る、といった形が出やすいのが利点です。
筆者が最初にやるのは、ギアの歯の谷に樹脂粉が堆積していないかを見ることです。
特に滑りが起きた後は、粉がさらに滑りを呼ぶ悪循環になりやすいのが利点です。
ブラシやピックで削り粉を落とし、フィラメントの通り道に付いた粉も一緒に除去すると、症状があっさり消えることがあります。
もうひとつ見逃しやすいのが、アイドラ側の圧力不足です。
テンションが弱いとギアが空転し、強すぎると今度はフィラメントを削って粉を増やします。
つまり、押せていないのに削っている状態が起きます。
清掃後にテンションを少しずつ戻し、削り跡が深すぎず浅すぎない位置に合わせると、供給不良とノズル詰まりの見分けがつきやすくなります。
それでも改善が鈍いときは、ギア自体の摩耗も候補です。
歯先が丸くなったギアは、一見きれいでも保持力が落ちています。
ノズル側ばかり触っていると見落としやすいのですが、ギア摩耗は詰まりに見える供給不良の典型です。
送りギア清掃の写真があると理解しやすい部分で、実機でも「ここが汚れていたのか」と腑に落ちることが多いです。
冷却系と熱管理
ノズル不調が実は冷却不良だった、というケースは珍しくありません。
特にホットエンドのヒートシンクファンが弱っていると、溶かすべき場所より上まで熱が 올라り、フィラメントが途中で軟化して詰まります。
これは典型的なコールドクロッグの作り方で、ノズル先端ではなく上流で流れが止まるため、清掃しても再発しやすいのが利点です。
見方は単純で、加熱中にファンが確実に回っているか、回転が鈍くないか、異音が出ていないかを見ます。
回ってはいても風量が落ちている個体はあり、ヒートシンクに触れると異常に熱を持っていることがあります。
こうなると、押し出し開始直後は出るのに、数分後から急に細る症状が出やすいのが利点です。
この系統の不調は、ノズル交換では解決しません。
ノズルを新品にしても、熱が上へ逃げる構造がそのままならまた詰まります。
筆者の経験でも、連続造形中だけ不安定になる個体は、分解清掃より先にファンの状態を見たほうが近道でした。
ヒートシンクファン不良は「たまに出る」「少し休ませると戻る」という挙動を取りやすく、そこが単純な異物詰まりとの違いです。
ヒートブレークとPTFE

ボーデン構成やPTFEライナー付きホットエンドでは、PTFEの端面劣化も欠かせません。
先端が焼けたり変形したりすると、ノズルとの間にわずかな隙間ができ、そこに溶融樹脂が入り込んで段差を作ります。
この段差は軽い清掃では消えず、再装填のたびに引っかかりやすくなります。
詰まりというより、流路の途中に小さなポケットができている状態です。
PTFEは素材として約260℃が上限の目安ですが、連続使用はそれより低い領域で考えるべきなので、端面の傷みは高温運用の履歴と結びつきやすいのが利点です。
抜いたチューブ先端が茶色く変色していたり、切断面が斜めに潰れていたりしたら、ノズルだけでなくここも疑う筋が通ります。
差し込み不足でも同じ症状が出るので、端面の状態と密着をセットで見ます。
オールメタルのヒートブレークでは、PTFEの代わりに熱クリーズが主因になります。
上側まで熱が伝わってフィラメントが膨らみ、引き戻しのたびに擦れてコールドクロッグへつながる流れです。
この場合はノズル内部の汚れより、リトラクションを短めに寄せるほうが効きます。
Cura 5.x や PrusaSlicer、OrcaSlicer でもリトラクション距離は調整できるので、詰まり再発が続くときは値を欲張らず小さめに寄せたほうが安定します。
ダイレクトでは小さく、ボーデンでは大きめという基本はありますが、熱クリーズが出ているときは「糸引きを減らしたい」設定が逆効果になりやすいのが利点です。
ℹ️ Note
分解清掃後にしばらく良くて再発するなら、ノズル内部よりもヒートブレーク上部のコールドクロッグを疑ったほうが切り分けが早いです。とくにファン不良、PTFE端面の荒れ、引き戻し過多の3点は連動して起こりやすいのが利点です。
ノズル摩耗と交換判断
清掃しても直らない理由として、ノズルがすでに摩耗していることも見逃せません。
真鍮ノズルは一般的なPLAやPETGには扱いやすい一方、カーボン、木質、金属充填のような研磨材入りフィラメントでは摩耗が早く進みます。
問題は単に寿命が縮むことではなく、穴径が広がったり内壁に傷が入ったりして、流量と寸法が乱れる点です。
筆者はカーボン混入PETGを使っていたとき、真鍮の0.4mmノズルが短期間で摩耗し、実質的に0.48mm相当まで広がった挙動になったことがあります。
造形物はなぜか少し太り、押し出し量を合わせても層のエッジが甘く、しかも詰まりっぽい不安定さが残りました。
そこで硬化鋼ノズルへ替えてからは、この再発が止まりました。
詰まり対策のつもりで清掃していたのに、本当の原因は摩耗だったという典型例です。
外観でも判断材料はあります。
先端の平面が広がっている、穴の縁が丸く崩れている、清掃針を通した感触が妙に引っかかる、といった状態なら内壁損傷を疑えます。
摩耗ノズル先端の比較写真があると分かりやすいのですが、実物を見ると新品との違いは意外とはっきりしています。
交換判断としては、清掃後も短期で再発する、内面に深い傷がある、先端摩耗が大きいの3つが強い目安です。
この段階では、詰まりを取り切ることより、ノズルを消耗品として割り切って入れ替えたほうが安全で確実です。
特に研磨材入りフィラメントの使用歴があるなら、真鍮を延命するより硬化鋼へ移ったほうが整合性が取れます。
スペアノズルの使い分け

スペア運用は、単なる予備の確保ではありません。
症状の切り分けと一時回避の両方に効きます。
標準的な0.4mmに加えて、0.6mmと0.8mmを持っておくと、詰まりやすい材料や荒造形で逃げ道ができます。
細かなディテール重視なら0.4mm、詰まり耐性と流量を優先するなら0.6mm、さらに太く出してラフに積みたいなら0.8mm、という整理です。
特に木質やカーボン系では、0.4mmにこだわるより0.6mmへ上げた瞬間に安定することがあります。
これは穴が大きいから楽になる、というだけでなく、粒子や残渣に対する余裕が増えるからです。
ノズル詰まりが頻発する局面で、新品の0.4mmに替えても怪しいなら0.6mmで症状を見るという切り分けは実務的です。
材質の使い分けも効きます。
一般材中心なら真鍮で扱いやすく、研磨材入りの使用歴があるなら硬化鋼が本命です。
ステンレスや硬化鋼は真鍮より熱の入り方が変わるので、交換後は流量や温度の再調整が必要になりますが、摩耗で不調を抱えたまま使い続けるより結果は安定します。
ノズルは「詰まったら掃除する部品」でもありますが、同時に「条件に合わせて選ぶ部品」でもあります。
再発防止のメンテナンス習慣
フィラメント管理と乾燥
再発防止でいちばん効きやすいのは、ノズル側を何度も触ることより、フィラメントを湿気と異物から守る運用です。
開封後のスプールをそのまま棚に置くと、表面の粉塵と吸湿の両方が進み、軽い詰まりの種が増えます。
保管は密閉容器や密閉袋に乾燥剤を入れる形が基本で、使わない時間が長い素材ほど差が出ます。
とくにTPUやNylonのような吸湿しやすい材料は、吐出の不安定さが「ノズル詰まりっぽい症状」に化けやすいので、流路を疑う前に材料の状態を整えたほうが早いです。
吸湿素材で出力が細い、表面が荒れる、途中で押し出しが脈打つといった症状があるときは、50〜60℃で4〜6時間乾燥してから再テストすると切り分けが進みます。
筆者の環境でも、TPUでノズル清掃を先にやって改善しなかった案件が、乾燥後にあっさり安定したことが何度もあります。
こういうケースはノズル内部の閉塞ではなく、湿気で溶融状態が乱れていただけ、ということが少なくありません。
素材切替時のパージも、再発防止では欠かせません。
PLAからPETG、ABSからPLAのように性質の違う材料へ切り替える場面では、前の材料よりやや高めの温度で十分に押し出し、色残りや点状の異物が消えるまで見ます。
内部に残った樹脂が薄くても、次の造形では炭化片や混色として出てきて、部分詰まりの起点になりやすいからです。
前段で触れたアンロードやコールドプルが「詰まった後の対処」なら、こちらは「詰まらせないための前処理」です。
ノズルの外側も意外と見落とせません。
先端に焦げや糸引きの固まりが付いたままだと、ノズル穴の周囲で樹脂が再加熱され、次のプリントで異物化しやすくなります。
真鍮ブラシでノズル先端の焦げや付着物を定期的に落とすだけでも、先端まわりの安定感は変わります。
筆者は材料を替えた直後や、長時間プリントの後に軽く掃除することが多いです。
外側清掃は地味ですが、再発を減らす意味ではコスパのよい習慣です。
💡 Tip
詰まりに見える症状でも、実際は吸湿や切替残渣が原因のことがあります。乾燥、保管、パージ、外側清掃の4点が揃うと、分解清掃まで進む回数が目に見えて減ります。
設定ルールのテンプレ化

同じ材料で毎回設定を探り直していると、調子が悪くなったときに原因が散ります。
再発防止では、素材ごとの設定ルールをテンプレ化しておくのが有効です。
筆者はノズル詰まり対策として、まず最大レイヤー高さをノズル径の0.8以内に収める前提を固定しています。
流量を欲張りすぎると圧力が上がり、軽い残渣や搬送抵抗が一気に症状化するからです。
0.4mmノズルなら薄め〜標準寄り、0.6mm以上なら厚めレイヤーでも安定を取りやすくなります。
リトラクションも、再発防止の観点では最小限が基本です。
糸引きを嫌って強く掛けすぎると、溶融樹脂を上に引っ張りすぎて熱クリーズやコールドクロッグを誘発しやすくなります。
Cura 5.x、PrusaSlicer、OrcaSlicerはいずれも距離と速度を細かく調整できますが、詰まりを繰り返した履歴がある材料では、見た目の改善より搬送の安定を優先したほうが結果は良いです。
OrcaSlicerのリトラクションタワーのような機能は、最適値を探す手間を減らしやすいので、設定の再現性を持たせるのに向いています。
温度は固定観念で決めず、5℃刻みで最適化していくと収束しやすいのが利点です。
高すぎれば焦げや残渣が増え、低すぎれば押し出し抵抗が増えるので、どちらも詰まり再発の方向に働きます。
筆者は材料ごとに「開始温度」「安定した温度」「症状が出た温度」を分けて記録しています。
ここが曖昧だと、あとでノズルのせいなのか設定のせいなのかが分かりにくくなります。
内部リンクとして、このあたりの考え方はスライサー設定の見直しや素材別の詰まりやすさを扱う関連記事と相性がよく、個別に見直すよりも、材料・設定・流路をセットで見る導線としてつながります。
再発防止は単発の対処法ではなく、設定を固定化して比較できる状態を作ることが本質です。
ノズル径・材質の見直し
0.4mmは標準的で扱いやすい一方、いつでも最適というわけではありません。
精細さより安定性を優先する場面では、0.6mmや0.8mmへ広げたほうが詰まりにくい傾向があります。
粒子入り素材、長時間造形、量産寄りの用途では、細部のシャープさより中断しないことの価値が大きいからです。
穴径に余裕があるだけで、残渣や微細な異物への耐性が上がります。
筆者は木質フィラメントで、0.4mmでは「少し出る、細くなる、止まる」を繰り返していました。
そこで0.6mmノズルに切り替えたところ、目詰まりからの中断が減りました。
外観はややラフになりますが、途中停止が減って歩留まりが上がり、トータルではむしろ時短でした。
この設定を変えた瞬間に世界が変わるんですよね。
見た目の精細さを少し譲るだけで、運用全体が急に楽になる典型でした。
ノズル材質も、素材に合わせて選ぶと再発防止に効きます。
一般的なPLA、PETG、ABS中心なら真鍮ノズルが扱いやすく、熱の入り方も素直です。
木質、カーボン、金属充填のような研磨材入りでは、硬化鋼ノズルのほうが筋が通っています。
真鍮のまま使い続けると摩耗で内壁が荒れ、清掃しても不安定さが残りやすいからです。
食品接触など用途上の理由があるならステンレスノズルという選択肢もありますが、真鍮より熱伝導が低めなので、交換後は温度条件を少し詰め直す意識が必要です。
ノズル交換そのものよりも、何の素材を、どの安定性で出したいかから逆算して径と材質を決めるほうが、再発は減ります。
関連記事として、ノズル交換手順や素材別の相性を整理したページへ自然につながる部分でもあり、単なる部品交換ではなく運用設計の一部として見ると理解しやすいのが利点です。
定期メンテと運用ログ
再発を減らすには、壊れてから触るのではなく、小さな抵抗を先回りで消す定期メンテが効きます。
代表的なのは送りギアの清掃と冷却ファンの点検です。
ギアに削りかすが溜まると保持力が落ち、供給不良が詰まりに見えやすくなります。
ファンの風量低下はヒートブレーク側の温度上昇につながり、流路の途中で膨らんだフィラメントが引っかかる原因になります。
どちらも分解清掃より手前で潰せる不調です。
運用ルールとしては、最大レイヤー高さ、リトラクション、温度の3つを暴れさせないことが基本になります。
そこに外側清掃やパージ、ギア清掃を組み合わせると、ノズルだけに負担を集中させずに済みます。
筆者は「造形が終わったら先端を見る」「材料を替えたら少し長めにパージする」「調子が落ちたらまずギアとファンを見る」という順番を固定しています。
ルールがあると、症状が出たときも感覚ではなく手順で戻せます。
加えて効くのが、素材ごとの運用ログです。
記録する項目は難しくなくて、温度、速度、リトラクション、乾燥の有無があれば切り分けは早くなります。
たとえば「同じPETGでも乾燥した日は安定し、未乾燥の日だけ吐出が脈打つ」「硬化鋼に替えたあとだけ温度を少し上げると安定した」といった差分が、ログを見返すとすぐ拾えます。
再発時に毎回ゼロから疑うのではなく、前回との違いだけを見ればよくなるわけです。
このログ運用は、ピラー記事側で扱うトラブル切り分けの考え方ともつながります。
症状ベースの記事と、素材別・設定別の記事を横断して読めるようにしておくと、読者も「詰まりを取る」から「詰まりにくい条件を残す」へ進みやすくなります。
ノズル不調は単発修理より、記録と習慣で潰すほうが強いです。
まとめと次のアクション
要点の再掲
詰まり対策は、軽ければコールドプル、重ければ分解清掃かノズル交換という整理で考えると迷いにくい設計です。
出ない症状をすぐノズル内部の問題と決めつけず、まずは供給不良を切り分けるのが最短です。
筆者の現場感でも、再発の多くは素材切替時に前の樹脂が残ったまま使い続けたケースと、リトラクションを強くかけすぎたケースに集まります。
ここを押さえるだけで、安定度が一段上がります。
最短ルートの実行チェックリスト
迷ったら、確認の順番を固定してください。
- スプール、送りギア、チューブ、冷却ファンを見て、供給側の抵抗がないか確認する 2. 問題がなければ、温度を少し上げてアンロードし、コールドプルを試す 3. 改善しなければ、安全装備を整えて分解清掃へ進む 4. 研磨材入りフィラメントを使うなら、ノズル材質も見直す 5. 乾燥が必要な素材は乾燥後に再テストする - troubleshoot-retraction-guide.md(リトラクションの検証とタワーの出し方)
- filament-drying-guide.md(フィラメントの乾燥・保管ガイド)
- howto-nozzle-replacement.md(ノズル交換・材質の選び方)
関連記事
3Dプリンターのメンテナンス|ノズル・ベルト・注油の頻度と手順
FDM 3Dプリンターのメンテナンスは、3Dプリンター本体を長く安定して使うための作業であり、Ender 3からBambu Lab X1 Carbonまで複数機を常用してきた経験でも、品質低下の相談は摩耗したノズルの使い続けとベルト緩みの放置に集約されました。
3Dプリンターの寸法精度を上げる方法|縮み・公差対策
3Dプリントの寸法精度は、Ender 3で初めて蓋付きケースを作ったときに設計がぴったりでも蓋が入らない、そんな手応えの悪さとして現れる。原因は外形が全体的にずれる場合、穴や内径だけ小さい場合、底面だけ膨らむ場合の3つに大別でき、症状ごとに触るべき設定を切り分けると沼から抜けやすくなります。
フィラメントが出ない|症状別の最短対処
FDM方式の3Dプリンターで「フィラメントが出ない」ときは、やみくもに分解するより、症状を5つに分けて切り分けるほうが早く直せます。この記事は、開始直後に出ない、途中で止まる、モーターは回るが出ない、手で押すと出る、まったく動かないという典型症状ごとに、どこまでを分解前に確認し、
光造形3Dプリンター失敗対策|原因診断と直し方
冬場に室温が18℃を切った途端、筆者のLCD光造形機は初期層の食いつきが急に不安定になりました。ところがレジンをぬるま湯で少し温めて20℃台に戻しただけで、プレートに付かない失敗が目に見えて減ったんですよね。