3Dプリンターの始め方|初心者の選び方と初プリント
家庭用3Dプリンターを初めて買うなら、筆者はまずFDM/FFF方式の小型機にPLAを勧めます。
扱いやすさ、安全面への配慮のしやすさ、材料コストのバランスがよく、価格も約20,000〜100,000円前後に収まりやすいからです。
この記事では、方式選びから購入判断、設置と換気・火災・停電への最低限の備え、必要な道具、3Dデータとスライサー、初プリント開始までを、手順と設定値の幅を添えて順番に整理します。
## 3Dプリンター初心者は何から始めるべきか 3Dプリンターを初めて触る人は、細かな設定を先に覚えるより、「どの順番で何がつながっているか」を最初に一度見渡すのが近道です。
3Dプリンターは3Dデータをもとに層を積み重ねて立体物を作る機械ですが、実際の作業は「本体を買う」だけでは完結しません。
本体、材料、3Dデータ、スライサー(造形用データ変換ソフト)がそろって、はじめて1回のプリントが成立します。
筆者の講習でも、流れを先に俯瞰した人ほど途中で迷いにくくなります。
工程の“理由”まで見えてくると、設定が単なる数字ではなく、仕上がりを動かす意味のある操作として理解できるんですよね。
初プリントまでの流れを1枚でつかむ
下の図の順で考えると、初心者でも全体像を崩さず進めやすいのが利点です。
購入、設置、材料、データ、スライス、出力という6段階で見ると、どこでつまずいているのかも切り分けやすくなります。
flowchart LR
A[🛒 本体を選ぶ<br/>FDM/FFF方式] --> B[🏠 設置する<br/>平らな台・換気]
B --> C[🧵 材料を用意<br/>PLA 1.75mm]
C --> D[📦 3Dデータを用意<br/>STL / 3MF]
D --> E[💻 スライスする<br/>CuraなどでG-code化]
E --> F[🖨️ 初プリント<br/>小物でテスト]この流れの中で、初心者が最初に選びやすいのはFDM/FFF方式の本体に、PLAの1.75mmフィラメントという組み合わせです。
FDM/FFFは樹脂フィラメントを熱で溶かして積層する方式で、家庭用では主流のひとつです。
光造形は表面がきれいで細部表現に強い一方、洗浄や硬化などの後処理が増えやすく、最初の一台としては運用負担が重くなりがちです。
その点、PLAは扱いやすく、臭いの負担も比較的軽く、反りも出にくいので、初回の成功体験を作りやすい材料です。
材料費も抑えやすく、失敗を含めて学ぶ段階に向いています。
最初の組み合わせがFDM/FFF+PLA 1.75mmでまとまりやすい理由
ベッド温度の参考値として60〜70℃がよく使われますが、これはあくまで代表的な経験値です。
フィラメントメーカーや機種によって推奨レンジが異なるため、必ずフィラメントのパッケージやメーカー推奨値を優先してください。
筆者の感覚でも、最初の一巻はPLAにしておくと、失敗の原因を材料ではなく設定や設置に絞りやすくなります。
ここが大きいです。
たとえばABSだと反りや臭い対策まで同時に考える必要が出てきますし、PETGだと糸引きの調整で早めに壁に当たりやすいのが利点です。
初回はまず「積層される」「剥がれず最後まで走る」「寸法が大きく崩れない」の3点に集中したほうが、学習効率は上がります。
3Dデータとスライスの関係を先に理解する
初心者が混乱しやすいのが、3Dデータをそのまま印刷するわけではないという点です。
一般的にはSTLや3MFのような3Dデータを用意し、それをスライサーでプリンター用のデータに変換してから出力します。
STLは形状の受け渡しで広く使われる形式で、互換性が高いのが強みです。
3MFは単位や色、材質などの情報も持たせやすい形式で、データ管理の再現性を上げやすいのが利点です。
単純な形状だけで進めるならSTL、情報も含めて扱いたいなら3MF、という使い分けがしやすいのが利点です。
スライサーとしては、無料で使えるUltimaker Curaが入り口としてわかりやすい選択肢です。
Windows、macOS、Linuxで使え、豊富なプリセットから始められます。
筆者も初心者には、最初から細部を全部触らせるより、まず標準プロフィールで1回通してもらいます。
そのほうが、どの設定が効いているのかを後から切り分けやすいからです。
スライス後に生成されるのがG-codeです。
これはプリンターへの実行指示で、どこをどう動かし、どの温度まで上げ、どれだけ材料を出すかを記述したテキストデータです。
初心者の段階では中身を細かく読む必要はありませんが、「3Dデータ → スライサー → G-code → プリント」という変換の流れだけは押さえておくと、ソフト側の問題と本体側の問題を混同しにくくなります。
最初に覚える設定語は3つで足ります

スライサーを開くと項目が多く見えますが、初回で意味をつかみたい用語は多くありません。
まず知っておくと役立つのは、インフィル、リトラクション、レイヤー高さの3つです。
インフィルは、モデルの内部密度のことです。
外側が同じでも、中身をどれだけ詰めるかで重さ、強度、印刷時間が変わります。
最初の小物なら高密度にしすぎず、標準的な設定で十分です。
リトラクションは、ノズル移動時にフィラメントを少し引き戻して糸引きを防ぐための動作です。
PLAでも糸を引くことはあるので、この言葉を知っているだけで、失敗の見え方が変わります。
レイヤー高さは積層の細かさで、0.2mm前後から始めると、時間と見た目のバランスを取りやすいのが利点です。
💡 Tip
初回は設定を増やすより、「どの項目がどの失敗に効くか」を1対1で覚えるほうが伸びます。糸引きならリトラクション、スカスカ感ならインフィル、積層の粗さならレイヤー高さ、という対応で見ると理解しやすいのが利点です。
初プリントは小さくて単純な形が向いています
最初に出すモデルは、大きな箱物や細い塔より、小さくて接地面が広い形が向いています。
理由は単純で、反り、ベッド剥がれ、途中失敗といった初心者の典型トラブルを避けやすいからです。
造形サイズが小さいほど失敗時の時間と材料の損失も抑えやすく、設定変更の結果も見比べやすくなります。
この段階では、表面を完璧にするより、まず1回通して最後まで出力を終えることに価値があります。
ノズルから材料が安定して出るか、1層目が定着するか、途中で糸引きが目立たないか。
その確認ができれば、次に調整する項目が自然に見えてきます。
筆者がサポートするときも、最初から複雑な実用品ではなく、短時間で終わる小物で機械の癖を読むところから入ります。
そのほうが、設定変更の効果がはっきり見えるんですよね。
3Dプリンターの始め方は難しく見えますが、実際には「本体」「PLA 1.75mm」「3Dデータ」「Curaのようなスライサー」を順につなぐだけで、最初の1回には十分届きます。
リコーの3Dプリンター解説でも、3Dデータをスライスしてから造形する流れが基本として整理されていますし、キヤノンの基礎解説でも方式ごとの違いが丁寧にまとめられています。
まずは全体フローを頭に入れ、その上で各工程の意味を理解していくと、設定の数字が急に読みやすくなります。
まず決めるべきは方式|FDM/FFFと光造形の違い
基本原理を一言で
家庭用3Dプリンターで最初に分けて考えたいのが、FDM/FFF方式と光造形方式です。
ここを先に整理すると、仕上がりの期待値も、設置後の手間も読みやすくなります。
FDM/FFFは、糸状の樹脂フィラメントを熱で溶かし、ノズルから押し出して一層ずつ積み上げる方式です。
いわばホットメルトを細く引きながら形を作るイメージで、家庭用ではもっとも見かける方式です。
実用品、治具、ケース類、学習用の試作と相性がよく、筆者が初心者にまず勧めるのもこちらです。
一方の光造形は、液体レジンに光を当てて硬化させ、層ごとに形を作る方式です。
細かな凹凸や鋭いエッジが出しやすく、小型フィギュアやミニチュア、装飾寄りの造形で強さを発揮します。
キヤノンの3Dプリンター基礎解説でも、方式ごとの違いはこの「熱で溶かして積むか」「光で固めるか」が出発点として整理されています。
この違いはカタログ上の方式名よりずっと欠かせません。
造形物の見た目だけでなく、材料の扱い方、作業スペースの汚れ方、プリント後に机の上でやることまで変わってくるからです。
比較ポイント

最もわかりやすい差は、仕上がりの表情です。
FDM/FFFは積層痕が見えやすく、特に曲面や斜面では段差感が残ります。
逆に、光造形は表面が滑らかで、小さな文字や顔の造形、シャープな角をきれいに出しやすいのが利点です。
筆者も同じ20mmテストキューブを両方式で並べると、光造形のほうが角の立ち方が明らかに鋭く見えます。
その差は写真でも出ますし、手に持ったときの印象差はさらに大きいです。
ただし、その高精細さには後処理の増加がセットでついてきます。
FDM/FFFは、サポート除去や軽いバリ取りで終わることが多く、造形後にすぐ触りやすいのが利点です。
光造形は、造形後に未硬化レジンの洗浄を行い、さらにUV硬化まで進めて完成になります。
筆者も20mmキューブ比較をすると、光造形の見栄えの良さに毎回感心する一方で、洗浄容器、拭き取り材、UV硬化の置き場を先に整える必要があり、机上準備は確実に増えると実感します。
臭いと換気の負担も差が出やすい判断材料になります。
FDM/FFFでも無対策でよいわけではありませんが、PLA中心なら運用しやすい範囲に収まりやすいのが利点です。
光造形はレジン特有の臭いがあり、VOCへの配慮も含めて、作業中と後処理中の空気環境により気を使います。
QIDIの安全ガイドでも、3Dプリンター運用では換気と火災対策が重要だと説明されていますが、その中でも光造形は作業者側の意識がより必要になる方式です。
安全装備の考え方も変わります。
FDM/FFFは高温ノズルや加熱ベッドに触れないことが基本で、可燃物を近づけない配置が中心です。
光造形はそれに加えて、液体レジンを直接扱うため、手袋を前提にした作業になります。
水洗いレジンは初心者の後処理負担を下げやすい選択肢ですが、それでも手袋と換気は外せません。
洗いやすさは上がっても、素手で扱ってよい材料になるわけではないからです。
運用難易度で見ると、総合的にはFDM/FFFのほうが入りやすいのが利点です。
材料をセットし、スライサーで積層条件を整えて出力し、終わったら剥がす、という流れが比較的シンプルだからです。
光造形は本体操作そのものが難しいというより、造形前後の段取りが増えます。
レジンの注入、造形後の取り外し、洗浄、硬化、廃液や汚れた資材の扱いまで含めると、作業フロー全体の密度が高いです。
向く用途もはっきりしています。
実用品、治具、ケーブルホルダー、収納小物、学習用途ならFDM/FFFが扱いやすく、サイズの自由度も取りやすいのが利点です。
小型フィギュア、ミニチュア、精密な装飾パーツなら光造形の得意分野です。
方式の優劣というより、求める結果に対してどちらが無理のない手順で到達しやすいか、という見方をすると選びやすくなります。
💡 Tip
見た目の細かさを最優先にすると光造形が強く、日常で使う部品を気軽に回したいならFDM/FFFが強い、という整理がいちばん実感に近いです。
方式比較表を挿入(推奨)
文章だけだと判断軸が散らばりやすいので、購入前は下のような比較で捉えると整理しやすいのが利点です。
| 項目 | FDM/FFF | 光造形 |
|---|---|---|
| 造形原理 | 糸状樹脂を熱で溶かして積層 | 液体樹脂を光で硬化 |
| 家庭用での立ち位置 | 主流 | 主流 |
| 表面の見た目 | 積層痕が出やすい | 滑らかで高精細 |
| 角や細部の出しやすさ | 中程度 | 高い |
| 後処理 | 比較的少ない | 洗浄とUV硬化が必要 |
| 臭いの負担 | 比較的軽い | 強めに出やすい |
| 安全面で意識する点 | 高温部、換気、火災対策 | レジン接触防止、手袋、換気、洗浄作業 |
| 運用難易度 | 低め | 中程度 |
| 向く用途 | 実用品、治具、学習、試作 | 小型フィギュア、ミニチュア、精密模型 |
この表の読み方で重要なのは、光造形が単純に上位互換ではないという点です。
たしかに見た目の精細さでは強いですが、運用全体では作業工程が増えます。
逆にFDM/FFFは積層痕が見える代わりに、試行回数を重ねやすく、学習コストを抑えやすいのが利点です。
筆者が「まず方式を決めるべき」と言うのは、ここを曖昧にしたまま機種比較に入ると、必要な性能と実際の使い勝手が食い違いやすいからです。
補足データ

光造形の入門機イメージをつかむ具体例としては、ANYCUBIC Photon Mono 2がわかりやすいのが利点です。
紹介情報では6.6インチの4K+ LCDを搭載する小型クラスの光造形機として整理されており、ミニチュアや小物の高精細造形を狙う方向性が読み取りやすいモデルです。
こうしたサイズ感の機種は、FDMのように大きな収納箱や治具を作るというより、精密さを優先する使い方に向いています。
製品スペックの細部は執筆時点での公式情報と突き合わせて扱いたいところですが、少なくとも「小型・高精細寄りの光造形機」という位置づけはつかみやすいのが利点です。
後処理の負担を少し下げたい人にとっては、水洗いレジンも現実的な選択肢です。
IPA洗浄が前提のレジンより作業導線を簡潔にしやすく、初心者が最初につまずきやすい「洗浄液の扱い」を軽くしやすいからです。
とはいえ、ここでも作業がゼロになるわけではありません。
手袋、換気、作業面の保護は引き続き必要で、光造形の本質が“液体材料を扱う方式”であることは変わりません。
一方でFDM/FFFは、たとえばPLAを使った小物出力なら、造形後にすぐ形を確認しやすく、失敗と成功の差を短いサイクルで学びやすいのが利点です。
初学者向け印刷品質の目安として0.1mm程度が紹介されることもありますが、入門時はその数字を追うより、まず方式ごとの特性差を理解したほうが結果的に近道になります。
高精細な数字に目を引かれても、後処理まで含めた総作業時間で見ると、使い勝手の印象は変わるからです。
図版指示
図版は2点あると理解が進みます。
ひとつはFDMと光造形の構造イラストで、FDMは「フィラメント」「押出機」「加熱ノズル」「造形ベッド」、光造形は「レジンタンク」「LCD/光源」「造形プレート」を対比できる図が適しています。
熱で積む方式と光で固める方式の違いが、文章だけより直感的に伝わります。
もうひとつは、本文中の内容をそのまま整理した比較表です。
表面の仕上がり、後処理、臭い、安全性、運用難易度、向く用途の6項目が入っていると、読者が自分の目的と照らし合わせやすくなります。
特に「実用品・治具・学習はFDM」「小型フィギュア・ミニチュアは光造形」という用途の分岐は、表の下段で視覚的に見せると伝わりやすいのが利点です。
購入前チェックリスト|予算・サイズ・サポート・自動化機能
機種選びで迷いやすいのは、方式そのものよりも「どこで失敗しやすいか」を事前に潰せているかです。
家庭用の本体価格は約20,000〜100,000円前後に収まりやすいですが、この帯は値動きが大きいので、予算は一点ではなく幅で見たほうが判断しやすいのが利点です。
安い機種が悪いというより、価格差の中に完成品として届くか、組み立てが必要か、日本語マニュアルがあるか、国内サポートが受けやすいか、自動ベッドレベリングを積んでいるかといった差が入っています。
初心者向けでは、この差が立ち上がりの難しさを左右します。
筆者の経験では、自動レベリングと日本語UIがあるだけで、初期トラブルの相談件数は体感で半分くらいまで減ります。
最初につまずく場面は、ノズル高さの合わせ込みや、画面表示の意味が分からない時間帯に集中しやすいからです。
完成品に近いタイプで、日本語マニュアルか日本語UIがあり、さらに国内サポート窓口が見える機種は、印刷品質そのものだけでなく「初回の成功率」を買っている感覚に近いです。
逆に組み立て前提の機種は、本体理解が深まりやすい反面、最初の一歩で調整項目が増えます。
スライサー対応も見落としやすい判断軸です。
専用スライサーが用意されている機種は、プロファイルが最初から合っているぶん、設定の迷子になりにくい設計です。
一方で、汎用スライサーを使う機種なら、Ultimaker Curaのように無料で使えて対応プリンターが広いソフトを軸にすると導入しやすいのが利点です。
Curaは無料で配布されていて、Windows、macOS、Linux向けの案内があり、プリセットも豊富です。
筆者も、まず標準プロファイルで回してから細部を詰める流れにすると、設定の意味を理解しながら前進しやすいと感じます。
ランニングコストは本体価格より軽視されがちですが、運用が続くかどうかはここで決まります。
FDMなら中心になるのはフィラメント1kg単位の購入です。
価格は銘柄や材質で変わるものの、買い足し前提の消耗品として捉えておくと見通しが立てやすいのが利点です。
加えて、ノズルやビルドプレート用シートのような消耗部材、開封後のフィラメントを湿気から守る保管用品も意外と効いてきます。
材料は1.75mmと2.85mmが主流なので、本体側の対応径とフィラメントの径がズレると、そもそも使えません。
初心者向けの売れ筋は1.75mmが中心ですが、ここは仕様表の読み飛ばしが起きやすい判断材料になります。
予算帯ごとの考え方をざっくり分けるなら、2万円台は「まず動かす」ことを優先する帯、3〜5万円は「初期調整の負担を減らす」帯、6〜10万円は「自動化と快適性をまとめて買う」帯と捉えると整理しやすいのが利点です。
価格が上がるほど、組み立ての少なさ、UIのわかりやすさ、自動キャリブレーション、純正プロファイルの完成度が揃いやすくなります。
数字上の造形サイズだけで選ぶより、どれだけ少ない手順で安定して回せるかまで含めて見ると、買ってからの満足度がズレにくくなります。
造形サイズ(ビルドボリューム)と置き場所のマッチング例

造形サイズは大きいほど得とは限りません。
ここは用途と置き場所を同時に見る必要があります。
たとえばBambu Lab A1 miniの180×180×180mmと、Bambu Lab A1の256×256×256mmでは、数字以上に使い勝手が変わります。
180mm級は小物、治具、ケーブル整理パーツ、机上収納のような日用品を回すには軽快で、小物と治具はこのクラスが一番サクサク進みます。
反面、20cmを超えるケース物や長尺パーツになると、一体で載らず分割前提になりやすいんですよね。
一方の256mm級は、一体造形できる幅が広がります。
収納トレー、やや大きめのボックス、複数パーツを同時に並べる出力では明確に余裕があります。
ただし、本体サイズも存在感が増すので、机の上に置けるかだけでなく、前後左右にどれだけ手を入れられるか、フィラメント交換の動線が取れるか、完成品を取り出すスペースがあるかまで見ないと窮屈になります。
造形サイズだけでなく、実際の設置面積と上方向の余白が運用感を左右します。
小型機が向くのは、まず作りたいものが小物中心で、失敗時の材料ロスと時間ロスを抑えたい人です。
中型機が向くのは、箱物や一体物を分割せず作りたい人、あるいは一度に複数個を並べて生産性を上げたい人です。
筆者は、目的が曖昧な段階なら180mm級のほうが学習効率は高いと感じています。
置き場所の自由度が高く、初回の成功体験も積みやすいからです。
反対に、ヘルメット風の大型造形や長い治具、A4近いトレーのような用途が最初から見えているなら、256mm級の価値はすぐ出ます。
置き場所は「本体が乗るか」ではなく、「運用の姿勢がつらくないか」で考えると失敗しにくい設計です。
ベッドを前に引き出す機種なら前方に余裕が必要ですし、上からフィラメントを送る機種は棚下に押し込むと交換しづらくなります。
背面配線の逃がし、側面のメンテナンス、振動が伝わりにくい台かどうかも、長く使うほど差になります。
数字で見る造形サイズと、部屋の中で感じる占有感は一致しないので、ここは図にして考えるのが有効です。
💡 Tip
造形サイズは「最大何を作れるか」の指標ですが、置き場所は「どれだけ気軽に回せるか」の指標です。初心者では後者の満足度が大きく効きます。
2025年のトレンド
2025年時点の家庭用3Dプリンターは、初心者ほど恩恵が大きい方向に進んでいます。
目立つのは高速印刷、自動キャリブレーション、AI監視機能を前面に出した機種の増加です。
以前は中級者向けの“調整で詰める楽しさ”が強かった領域に、いまは「最初から失敗しにくくする」設計思想が入っています。
高速印刷の価値は、単に待ち時間が短いことではありません。
テストパーツを短い周期で回せるので、寸法調整やフィット確認の学習速度が上がります。
初心者が上達しやすいのは、1回の造形品質が極端に高い環境より、試行回数を多く持てる環境です。
そこに自動レベリングや自動流量補正のような機能が乗ると、設定以前の機械側のズレを吸収しやすくなります。
AI監視は、スパゲッティ化した失敗造形や異常挙動の早期発見を狙う機能として広がっています。
常時付き添わなくても状況を把握しやすいので、家庭内での使い勝手が上がります。
初心者にとって特に大きいのは、「失敗した理由が見えやすくなる」ことです。
何が起きたか分からないまま止まるより、途中経過が見えるだけで切り分けが進みます。
この流れの中で、機種選定はスペック表の細かい数字競争より、どこまで自動化されているかが重要になっています。
自動ベッドレベリング、初期キャリブレーション、純正スライサー連携、日本語UI、失敗検知。
このあたりが揃うと、初心者は造形条件より「作りたいもの」に早く意識を向けられます。
2025年の家庭用機は、性能が上がったというより、失敗の入口を塞ぐ方向に成熟してきたと見ると分かりやすいのが利点です。
図表指示

このセクションでは、本文の理解を補強する図表が2点あると整理しやすいのが利点です。
ひとつ目は予算帯別の判断表(2万円台/3〜5万円/6〜10万円)で、列は「価格帯」「本体の完成度」「自動レベリング」「日本語UI・マニュアル」「サポート」「向く人」にすると、予算と快適性の関係が見えやすくなります。
2万円台は組み立てや初期調整が多め、3〜5万円は入門機としてのバランス重視、6〜10万円は自動化機能とセットアップの軽さ重視、という整理が適しています。
ふたつ目は置き場所採寸チェック図です。
真上から見た机や棚の図に対して、本体設置面積だけでなく、前方のベッド可動域、背面ケーブルの逃がし、上方向のフィラメント交換スペース、左右のメンテナンス余白を書き込める形式が向いています。
あわせて、180×180×180mm級と256×256×256mm級の用途差を吹き出しで添えると、造形サイズの数字が生活空間の感覚に結びつきやすくなります。
初心者が最初にそろえるもの
スライサー
本記事では入門用のスライサー例としてUltimaker Cura 5.xを用いて説明します。
Curaは情報量が多く入門に向く選択肢ですが、BambuやPrusaなど機種によっては専用スライサー(Bambu Studio、PrusaSlicer 等)のほうが純正プロファイルや機能連携で利便性が高い場合があります。
機種の公式推奨や付属ソフトを確認したうえで選んでください。
材料側の準備もここでセットで考えると整理しやすいのが利点です。
FDMならPLA 1.75mmを1巻そろえる構成が素直で、筆者は白やグレーのような明るい色から始めることが多いです。
PLAは匂いが穏やかで、白やグレーは表面の積層やつぶれ、糸引きの出方が見やすく、学習用として扱いやすいんですよね。
光造形なら水洗いレジンを起点にしつつ、材料そのものと同じくらい手袋、ゴーグル、防護具を準備物として重く見ておく必要があります。
3Dデータ
造形するには、当然ながら3Dデータが要ります。
初心者が最初に触る形式は、互換性の高いSTLと、単位や色情報、材質情報などを持てる3MFが中心です。
単純な形状データを広く扱いたいならSTL、設定や情報をまとめて持たせたいなら3MF、という切り分けがわかりやすいのが利点です。
特に3MFは単位情報も含めやすいので、STLで起きがちなサイズ解釈の混乱を避けやすい場面があります。
入手先は、個人クリエイターやメーカーが配布している3Dデータ配布サイトが定番です。
ここで見落としやすいのがライセンスで、商用利用可なのか、改変可なのか、再配布禁止なのかで扱いが変わります。
テスト用の小物を印刷するだけでも、配布ページの利用条件は読み飛ばさないほうが後で困りません。
リコーの3Dプリンター解説でも、3Dデータを用意してスライスし、造形につなげる流れが基本として整理されています。
STLを受け取ったら、そのまま印刷に進めるより、穴あき、面の欠落、反転法線のようなメッシュ不良がないかを一度見ておくと失敗が減ります。
見た目では閉じた形に見えても、内部的には面が裏返っていてスライサー上で欠けることがあります。
こういうときは修復機能付きのモデリングツールやメッシュ修正ツールを使うと立て直しやすいのが利点です。
筆者も、初回の不具合が「プリンターの精度」ではなく、実は元データの法線反転だったというケースを何度も見ています。
初心者ほど本体より先にデータを疑う視点が効きます。
基本ツール

本体と材料以外では、取り外し・清掃・軽い後処理のための基本ツールがあると作業が止まりません。
まず出番が多いのはスクレーパーです。
完成品をベッドから外すときに使う道具ですが、筆者は面取り済みの薄刃タイプを好みます。
角が立ちすぎたものより1層目を傷付けにくく、差し込みの感触が穏やかです。
特に最初のうちは、造形失敗よりベッド表面を傷める事故のほうが地味に痛いので、ここは道具の形状差が効きます。
そのほかにそろえやすいのは、ニッパー、六角レンチ、ピンセット、ミニブラシです。
ニッパーはサポート材や糸を切る場面、六角レンチは増し締めや簡単な調整、ピンセットはノズル周辺の小さなゴミ取り、ミニブラシは切りくずや粉の掃除で役立ちます。
加えて、ベッド清掃用としてIPA(イソプロピルアルコール)やウェットティッシュがあると指紋や油分を落としやすくなります。
IPAは可燃性であり、濃度や廃棄・保管に関して法的制約がある場合があります。
使用前に必ず製品のSDS(製品安全データシート)と地域の法令を確認し、安全な保管と廃棄を行ってください。
安全用品もこの段階でツール類に含めて考えると抜けがありません。
FDMでも換気手段は必要で、窓開けや換気扇を使える場所に置くと運用しやすいのが利点です。
加えて、煙探知機、小型消火器、耐熱マットがあると机周りの安心感が変わります。
光造形ではここがさらに重要で、ニトリル手袋、保護ゴーグル、汚れてもよい作業トレーまで含めて一式です。
レジンは皮膚に付けない前提で扱うもので、洗浄後の液や拭き取り材もそのまま捨てる発想では回りません。
廃液処理まで含めて準備物です。
保管用品も地味ですが、初心者ほど先に用意しておくと失敗が減ります。
フィラメントは湿気を吸うと状態が崩れやすいので、乾燥剤入りのチャック袋やドライボックスがあると扱いやすいのが利点です。
造形がうまくいかないとき、設定を疑う前に材料保管を疑ったほうが早い場面は少なくありません。
レジンは紫外線を通しにくい遮光ボトルで保管し、作業台の近くに出しっぱなしにしない運用が前提になります。
💡 Tip
スターター一式は「材料」「スライサー」「3Dデータ」「取り外し工具」「清掃用品」「安全用品」「保管用品」に分けて考えると漏れにくい設計です。本体だけ先に届いても、この周辺が欠けていると初回造形の手前で止まりやすくなります。
図版指示
図版指示 — スターターキット平置き写真: 机上に PLA 1.75mm スプール(あるいは水洗いレジンのボトル)、スクレーパー、ニッパー、六角レンチ、ピンセット、ミニブラシ、清掃用の IPA またはウェットティッシュ、手袋、ゴーグル、乾燥剤入りチャック袋/ドライボックスを並べ、各アイテムに「造形材料」「取り外し」「清掃」「安全」「保管」のラベルを付けてください。
参照しやすいキャプションとして、各アイテムの参考価格帯を添えると実用性が上がります。
キャプションでは、各アイテムに参考価格帯を付ける形が適しています。
価格は単品の最安訴求ではなく、初心者が最初に一式を見積もるための目安として添えると機能します。
ソフトウェアについては、Ultimaker Curaは無料でダウンロード可能と明記しておくと、準備コストの見通しが立てやすいのが利点です。
写真内のラベリングは「造形材料」「取り外し」「清掃」「安全」「保管」のように用途別でまとめると、道具の多さがノイズになりません。
設置場所と安全対策|換気・火災・停電まで

設置場所は、造形品質だけでなく安全性そのものを左右します。
初心者ほど「机に置ければ十分」と考えがちですが、実際は換気経路、熱源の逃がし方、周囲の可燃物、停電時の挙動まで含めて場所を決めたほうが失敗が減ります。
特にFDMは比較的扱いやすいとはいえ、加熱ノズルと加熱ベッドを使う機械です。
PLAでも無対策でよいわけではなく、UFP(超微小粒子)やVOC(揮発性有機化合物)への配慮は前提に置いたほうが運用が安定します。
換気は、まず窓を開ける、換気扇を回す、排気の流れを作るという基本で十分差が出ます。
さらに置き場所に余裕があるなら、プリンターの背面側に空気の逃げ道を作るとこもり方が変わります。
筆者はプリンターの上方に物を置かず、背面へ換気ダクトを逃がす配置にしていますが、これだけでも臭気の滞留感は軽くなります。
空気が抜けない角部屋の机に密着させる置き方と、背面に排気の通り道がある置き方では、作業後の部屋の重さがまるで違います。
光造形はレジン由来の臭気対策がより重要ですが、FDMでも「PLAだから気にしなくていい」と切り捨てない視点が欠かせません。
火災対策では、プリンターの近くに紙、布、段ボール、アルコール類、スプレー缶のような可燃物を置かないことが基本です。
造形そのものは正常でも、ノズル周辺やベッド周辺には高温部があります。
机の上を整理せずに使うと、関係ない物が近づいてリスクを増やします。
設置面には耐熱・耐火マットを敷いておくと、熱や削りかす、清掃時の汚れにも対応しやすくなります。
加えて、部屋には煙探知機を設け、小型の消火器をすぐ手の届く位置に置いておくと、万一の初動が取りやすくなります。
特に長時間プリントでは、就寝中に完全な無人状態で回し続ける運用は避けたほうが安全です。
3Dプリンターは数時間単位で動く道具なので、ここは家電とは別の感覚で考えたほうがよいところです。
エンクロージャーは、単に温度を保つ箱ではありません。
防塵、温度安定、安全配慮をまとめて扱うための手段です。
ABSのように反りやすい材料では温度安定の恩恵が大きい一方、初心者が見落としやすいのは排気経路を確保したうえで使うという点です。
箱に入れれば安心、ではなく、内部に熱や臭気を閉じ込めすぎず、必要な空気の流れを設計する発想が要ります。
自作でも市販でも、素材は耐火性を意識したものを選ぶ価値があります。
布製カバー型を使う場合でも、熱源付近の離隔と排気方向を先に決めておくと、設置後の不安が減ります。
フィラメントの置き場所も安全面と品質面の両方に関わります。
湿気対策は前のセクションで触れた通りですが、それに加えてヒーター、電源部、エンクロージャーの排気口付近のような熱源の近くに置かないことも欠かせません。
スプールを本体の横に仮置きしたまま運用していると、見た目には問題なくても、じわじわ熱を受ける位置に入ることがあります。
特に狭いラック内では、電源ユニットの排熱が想像以上に回り込みます。
筆者は保管箱をプリンター本体とは別の棚に分けていますが、これだけで「材料置き場が熱だまりになる」状態を避けやすくなります。
💡 Tip
安全な設置は、高価な専用設備よりも「熱を逃がす」「空気を流す」「燃える物を離す」の3点を先に整えたほうが効果が出やすいのが利点です。
停電・地震対策

停電時に困るのは、単に造形が止まることだけではありません。
途中停止したヘッド位置やベッド温度の変化で造形物が剥がれる、層がずれる、再開しても品質が崩れるといった二次被害が出やすくなります。
数時間かけたプリントが終盤で止まると、材料と時間の損失が一気に大きくなります。
そこで有効なのがUPSです。
短時間の停電や瞬断に対して電力をつなぎ、保存や安全停止の猶予を作れます。
復旧まで印刷を支え続けるというより、急停止を避けるための保険として考えると位置づけがわかりやすいのが利点です。
UPSは導入して終わりではなく、バッテリー寿命も運用の一部です。
一般的な目安としては約4.5年〜5年で、長く使うほど「いざというときに保持できない」状態が起きやすくなります。
3Dプリンター本体だけでなく、Wi-Fi接続監視や簡易PCを同系統につないでいる場合も、UPS側の負荷と劣化の管理が重要になります。
見た目では判断しづらいので、交換時期を先送りしないことが、停電対策ではむしろ本体選び以上に効きます。
地震対策も、家庭設置では現実的なテーマです。
卓上機は重量級の産業機ほどではないぶん、揺れで位置がずれる、落下する、棚から滑る事故が起こりやすいのが利点です。
筆者の環境では、設置台の前後にL字金具を使い、さらに耐震ジェルを併用しています。
片方だけだと前後方向か横滑りのどちらかが残りやすいのですが、両方を組み合わせると不意の揺れでの不安感が減ります。
特にフィラメントホルダーを上部に載せる構成は重心が上がるので、固定の効果が出やすいのが利点です。
ラックの上段にそのまま置くより、低めの安定した台に固定したほうが安全面で有利です。
図版指示
図版は、安全な設置例レイアウト図が適しています。
机またはラック上に3Dプリンター本体を置き、上方には物を置かず、背面に換気ダクトまたは排気の流れを示す矢印を入れ、左右には可燃物を置かない構図がわかりやすいのが利点です。
床または机下にはUPS、少し離れた位置に小型消火器、天井側または室内上部に煙探知機を配置し、フィラメント保管箱は熱源から離した別位置に描くと、安全設計の意図が一枚で伝わります。
あわせて、警告アイコン付きのNG配置も併記すると実用性が上がります。
たとえば、プリンターの真上に棚板や紙箱がある配置、背面が壁に密着して排気が逃げない配置、横にIPAやスプレー缶を置いた配置、電源部の近くにフィラメントを積んだ配置、地震対策なしで高い棚に載せた配置は、危険ポイントとして視覚化しやすいのが利点です。
OK例とNG例を左右比較にすると、初心者でも「どこを空けるべきか」「何を離すべきか」が直感的に理解しやすくなります。
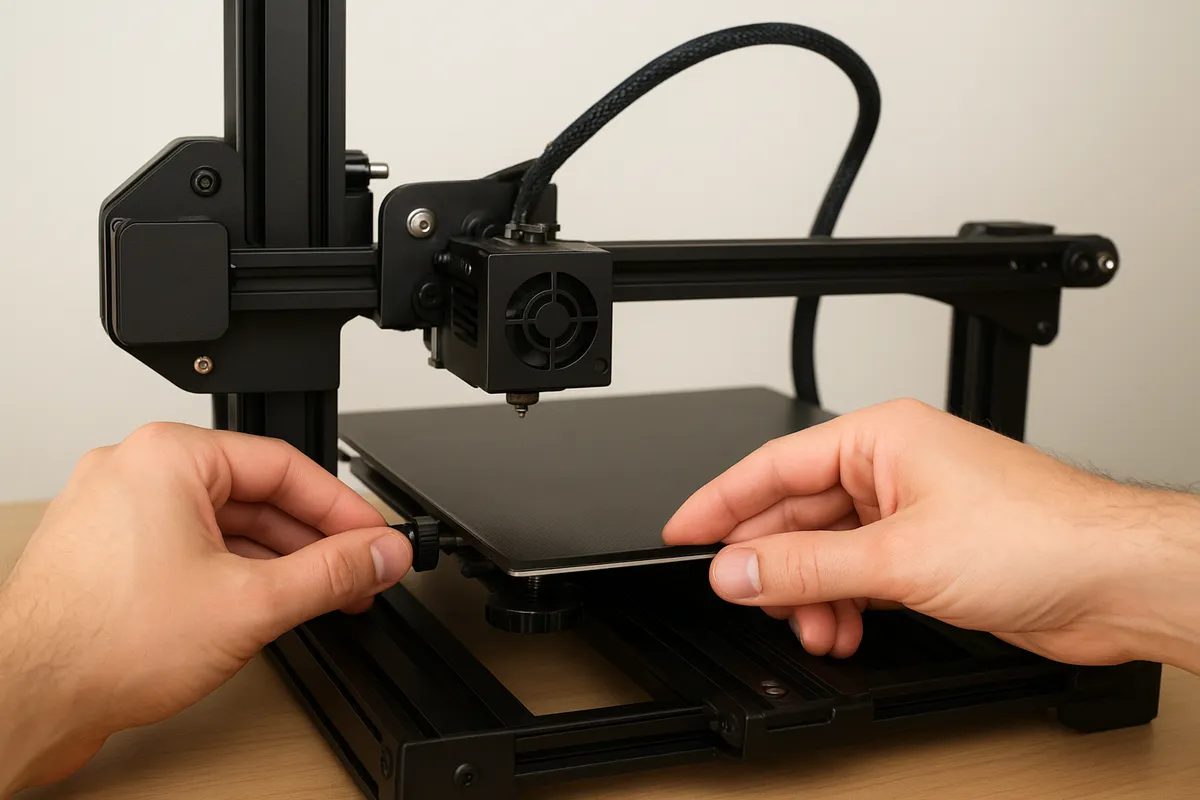
初プリントまでの手順
最短で動けるステップ番号を提示(Cura 5.x準拠)。対象はFDM + PLA
ここでは、FDM方式の家庭用3DプリンターにPLAを使い、Ultimaker Cura 5.xで最初の1個を出すところまでを、できるだけ迷わない順番に絞って整理します。
Curaは無料で使えるスライサーで、プリセットから入りやすいのが強みです。
筆者も初学者に触ってもらうときは、最初から細かい設定を全部覚えるのではなく、まずは小さなモデルを1体だけ置いて、0.2mm設定で出力の流れを通してもらいます。
そのほうが、設定値の意味を体で理解しやすいからです。
流れとしては、3Dデータを用意し、Curaに読み込み、向きと配置を決め、必要最低限の積層設定を入れ、スライス後のプレビューを見てからG-codeを書き出します。
その後にプリンター側でレベリング、清掃、材料セットを済ませ、1層目を見ながらテストプリントに入ります。
初回はブリムを付けるだけで成功率がグッと上がるんです。
しかも1層目の“つぶれ具合”は、正面から見るより横から覗いたほうが判断しやすいのが利点です。
この感覚がつかめると、最初の失敗が減ります。
Step1

最初に用意するのはサンプルの3Dデータです。
形式は STL か 3MF が扱いやすいのが利点です。
STLは互換性が高く、形状を渡す用途では今でも定番です。
3MFは単位や追加情報を持てるので、データ受け渡し時の再現性では有利です。
初回の1個に限れば、どちらでも問題ありません。
ここで見落としやすいのが、寸法とスケールです。
STL自体は単位情報を持たないため、作った側は20mmのつもりでも、読み込んだ側では極端に大きく見えたり小さく見えたりすることがあります。
筆者は最初のモデルとして、細すぎず大きすぎない小物を選ぶことが多いです。
初回は造形の巧拙より、サイズ感が無理なくベッドに収まり、印刷時間が重くなりすぎないことのほうが欠かせません。
自作する場合でも、配布データを使う場合でも、読み込む前に「これは何mmくらいの物体か」を把握しておくと、その後の判断が一気に楽になります。
Step2
次に、Cura 5.xへ3Dデータをインポートします。
Curaはプリンター選択と材料設定まで進めれば、標準プロフィールからすぐ作業に入りやすいのが利点です。
最初は複数モデルを並べず、1体だけビルドプレートに置きます。
読み込んだら、まず見るべきなのは向きです。
平らな面がベッドにしっかり接する向きのほうが、1層目は安定します。
見た目を優先して斜めに置きたくなることがありますが、初回は接地面の広さを優先したほうが結果が出やすいのが利点です。
あわせて、モデルがプレートの端に寄りすぎていないかも確認します。
中央寄りに1個だけ置くと、失敗原因の切り分けがしやすくなります。
この段階では、完成品の見栄えよりも、無理なく立つ向きを選ぶのが正解です。
Step3
配置が決まったら、積層ピッチを0.2mmに設定します。
初回はこの設定が扱いやすいのが利点です。
細かくしすぎると時間が延び、粗くしすぎると見た目が荒れやすくなりますが、0.2mmはその中間で、造形時間と仕上がりのバランスが取りやすいラインです。
モデルのサイズは、小型の20〜40mm程度に収まるものが向いています。
大きすぎると時間も材料消費も増え、初回の検証としては重くなります。
小さすぎると逆に、ノズル径に対して細部が厳しくなり、成功失敗の判断がしづらくなります。
筆者の印象では、最初の1個は「机の上で転がして見られる小物」くらいがちょうどよく、プリンターの癖も把握しやすいのが利点です。
初回は細部再現を攻める場面ではなく、ちゃんと1層目が付き、最後まで積み上がるかを見る段階です。
Step4
ここでは、サポートの要否とブリムを決めます。
初回は、できるだけサポート不要の形状を選ぶのが効率的です。
サポートが必要な形だと、設定だけでなく除去時の失敗も混ざるため、原因の切り分けが難しくなります。
大きな張り出しが少なく、底面が広めの形状が向いています。
そのうえで、ブリム幅は3〜6mmを目安に付けると、1層目の安定感が増します。
筆者も初回出力では、ラフトより先にまずブリムを選びます。
接地面の周囲に余白を足すだけですが、これだけで角の浮きや剥がれが目に見えて減ります。
特にPLAの初回テストでは、設定をいじり回すより、ブリムを足したほうが早く成功体験につながることが多いです。
サポートなしで成立するモデルを選び、ブリムだけ軽く付ける。
この組み合わせが、最初の1回では強いです。
Step5

続いて、ノズル温度とベッド温度を確認します。
PLAでは、ノズル温度200〜210℃、ベッド温度60〜70℃が入りやすい範囲です。
フィラメントの箱やメーカー指定値がある場合は、その値を優先して合わせます。
ここで大事なのは、温度を追い込みすぎないことです。
初回で温度調整に深入りすると、糸引き、密着、表面の荒れといった複数の症状が同時に見えてきて、何が効いたのか分かりにくくなります。
まずはメーカー推奨の範囲内に収め、標準寄りで1回通してしまうほうが判断しやすいのが利点です。
フィラメント径については家庭用では1.75mmが主流ですが、ここはすでに本体側の仕様に合わせて選んでいる前提で進めれば十分です。
初回は温度と材料がズレていないことのほうが欠かせません。
Step6
設定が入ったら、スライスしてプレビューを開きます。
この工程は省略しないほうがよく、実際には欠かせません。
Curaのプレビューでは、どこにサポートが付くか、外周がどう積まれるか、1層目がどんな面積で乗るかを事前に見られます。
見るポイントは2つです。
ひとつはオーバーハングで、空中に無理に張り出している場所がないか。
もうひとつは1層目で、最初に接地するラインが細すぎないか、接地面が極端に小さくないかです。
見た目が格好よくても、1層目が点に近い形から始まるモデルは、初回テストには不向きです。
筆者はプレビューで1層目を表示したとき、そこが「気持ちよく面で始まっているか」を重視します。
ここで違和感があるモデルは、実機に送ってからも不安定になりやすいのが利点です。
💡 Tip
図版は、Cura 5.xのスライス設定画面と、プレビュー画面で1層目・オーバーハングを確認している状態の2枚があると理解しやすいのが利点です。初学者は設定欄そのものより、「どこを見て良し悪しを判断するか」が分かると一気に進みやすくなります。
Step7
プレビューで問題がなければ、G-codeを保存します。
保存先は、プリンターの運用に合わせてSDカードやUSBメモリ、対応機ならWi‑Fi転送です。
G-codeはスライサーで作られた印刷用の命令データで、加熱、移動、押し出しの流れがここに入ります。
データ転送が済んだら、作業はプリンター側に移ります。
ここで行うのが、ベッドレベリング、ノズルとベッドの清掃、フィラメント装填、押し出し確認、テストプリント開始です。
自動レベリング機でも、初回は補助動作やガイドに沿って高さ合わせを通したほうが、1層目のズレを減らしやすいのが利点です。
ベッド表面に汚れが残っていると密着に響くので、印刷前の清掃は地味ですが効きます。
フィラメントをセットしたら、手動押し出しで連続して材料が出るかを見ます。
ノズル先端から素直に吐出していれば、供給系はひとまず通っています。
そこまで整ったらテストプリントを開始し、最初の層だけは目で追います。
ブリムの線がベッドに軽く押しつけられ、浮かず、削れすぎず、ほどよくつぶれている状態が理想です。
筆者はこの瞬間だけ、少し低い位置から横目で見ます。
1層目のつぶれ具合は、その角度がいちばん分かりやすいからです。
もし線が丸く盛り上がって密着が弱そうなら再調整、逆に強く擦りすぎているなら止めて見直す、という判断がしやすくなります。
最初の設定はこれで十分|PLAの基本設定と失敗しやすいポイント

ここは設定を増やしすぎないのが正解です。
Ultimaker Cura 5.xのようなスライサーは細かい項目が多いのですが、初回のPLAでは、まず0.2mm基準の標準設定で一度最後まで通すほうが、失敗の原因を切り分けやすくなります。
0.1mmまで細かくすると見た目は整いやすい一方で、造形時間が一気に伸びます。
初回は「きれいさの上限」より「止まらずに完走すること」を優先したほうが学びが多いです。
筆者が初心者向けに提示する「代表的な経験値(条件付き)」を以下に示します。
これらは筆者環境で安定しやすかったレンジの例であり、機種(エクストルーダー形式やベッド材質)やフィラメント銘柄で最適値が変わります。
実運用ではフィラメントのメーカー推奨値を優先し、必要に応じて5℃刻み・1mm刻みで微調整してください。
| 項目 | 基準値(筆者の代表例) | 調整幅の目安 |
|---|---|---|
| レイヤー高さ | 0.2mm(入門) | 0.12〜0.28mmを用途に応じて |
| 初層高さ | 0.24〜0.28mm | 1層目の定着が弱いときは高めに |
| ノズル温度 | 200〜210℃ | フィラメント推奨に合わせ、5℃刻みで調整 |
| ベッド温度 | 60〜70℃ | フィラメント/ベッド材質依存。メーカー推奨を優先 |
| インフィル | 15〜20% | 小物はこの範囲で十分 |
| 外壁速度 | 20〜30mm/s | 見た目優先なら低め |
| 全体速度 | 40〜60mm/s | 初回は速すぎない範囲が安定 |
| 冷却ファン | 2〜3層目以降 80〜100% | 初層は定着優先、その後に冷却 |
| リトラクション(ダイレクト) | 0.5〜1.5mm | 機構依存。少しずつ調整 |
| リトラクション(ボーデン) | 4〜6mm | 機構依存。少しずつ調整 |
ℹ️ Note
上記はあくまで導入用の目安です。特にノズル温度、ベッド温度、初層高さ、リトラクションはフィラメント銘柄・乾燥状態、プリンターのフィード機構で最適値が変わります。具体的な数値はフィラメントのパッケージやメーカー資料を優先してください。
失敗しやすいのは設定不足より確認不足です
初回で意外と差が出るのは、数値そのものよりスライス後の見方です。
Cura 5.xのプレビューでは、ブリッジの掛かり方、サポートが本体に食い込みすぎていないか、1層目がきちんと面で始まるかを見ます。
ここを飛ばすと、設定は正しいのに形状の都合で失敗したケースまで「温度が悪い」「速度が悪い」と誤認しがちです。
1層目では、線がベッドに軽く押しつけられて並んでいるかが欠かせません。
丸いひも状に乗っているだけなら面圧が足りず、逆に擦れすぎて透けたり削れたりするなら近すぎます。
この判断は造形が進んでからでは遅いので、開始直後の数分で見える情報量が大きいです。
筆者も初回は、完成品の写真映えより、1層目が均一につぶれているかを先に見ます。
ここが整うだけで成功率は変わります。
見落としやすいのがモデルの縮尺です。
STLは単位情報を標準で持たないため、意図せず極端なサイズで読み込まれることがあります。
プレビューで「思ったより大きい」「異様に小さい」と感じたら、その違和感はだいたい当たっています。
初回は特に、小型のモデルを使って15〜30分で終わる短時間検証にしたほうが、温度、1層目、糸引き、外壁の状態を一巡で確認できます。
いきなり長時間造形に入ると、失敗したときの材料と時間の損失が大きく、設定変更のサイクルも遅くなります。
💡 Tip
初回の検証モデルは、小さくて、底面が広くて、サポート不要の形が向いています。15〜30分で結果が返ってくるサイズなら、1回ごとの差が読みやすく、設定の意味もつかみやすいのが利点です。
品質と時間のトレードオフも、最初の段階では割り切りが必要です。
0.1mmは確かに積層感が薄くなって見栄えが良くなりますが、そのぶん試行回数が減ります。
初学者にとって価値が高いのは、1回を極端にきれいに仕上げることより、0.2mmで短く回しながら「どの設定がどの症状に効くか」を体で覚えることです。
この設定を変えた瞬間に世界が変わる、という場面は確かにありますが、初回でその候補になるのはたいてい温度、1層目、速度、そしてプレビューの見落としです。
細部設定は、そこが固まってから触るほうが結果が安定します。
初心者がよく出会う失敗と対処

最初の数回でぶつかりやすい失敗は、だいたい症状の出方が似ています。
そこで役立つのが、症状を見て、原因を絞り、対処を1つずつ当てる考え方です。
闇雲に温度も速度もリトラクションも同時に触ると、何が効いたのか分からなくなります。
1層目だけゆっくりにすると失敗が半分くらい減りますし、ベッド清掃の有無でも結果が変わります。
設定値の調整より先に、接地面と1層目の安定を整えるだけで急に成功率が上がる場面は多いです。
代表的な失敗を、症状、原因、対処の順で整理すると次の通りです。
| 症状 | 原因 | 対処 |
|---|---|---|
| 角が反る、途中でベッドから外れる | ベッド温度不足、風の当たり過ぎ、ベッド表面の汚れ | ベッド温度を60〜70℃に置き、初層速度を15〜20mm/sまで下げ、3〜8mmのブリムを付ける。ベッドを清掃し、必要なら糊を薄く使う |
| ヒゲ状の糸が残る | ノズル温度が高め、リトラクション不足 | ノズル温度を5℃刻みで下げ、リトラクションを1mm刻みで増やす |
| ノズルから出ない、スカスカになる | ノズル詰まり、フィラメント装填不良 | ノズルを清掃し、プリント前に手動で押し出して連続して吐出する状態を確認する |
| 造形途中で止まる、途中から段差が出る | フィラメント絡み、ベルトテンション不良、停電 | スプールの回転抵抗を減らし、ベルトを張り直す。停電対策としてUPSの導入も検討に入れる |
| 層が弱い、反りやすい | 換気の風が直接当たり、冷え過ぎている | 排気や窓からの風を避け、囲いか風除けを使って急冷を防ぐ |
反りとベッド剥がれは1層目でほぼ決まります
症状として分かりやすいのは、四隅が少し持ち上がる反りと、さらに進んで造形物がベッドから外れるベッド剥がれです。
序盤は問題なく見えても、角だけがじわっと浮いてきて、ノズルが引っかけた瞬間に全体が飛ぶ、という流れが典型です。
原因は大きく3つに分かれます。
ベッド温度が足りず初層が十分に密着していないこと、換気やエアコンの風が当たって端部だけ早く冷えること、そしてベッド表面に皮脂や埃が残っていて接着力が落ちていることです。
特に窓際や換気扇の真正面は、見た目以上に失敗を増やします。
換気自体は必要ですが、造形物へ直接風を当てると、層の弱さや反りを呼び込みやすくなります。
対処は明快で、まずベッドを60〜70℃の範囲に置き、初層速度を15〜20mm/sまで落とします。
ここで1層目だけゆっくり流すと、フィラメントが面として定着しやすくなります。
筆者はこの変更だけで、序盤の失敗が目に見えて減ることが多いです。
加えて、底面積が小さい形や角の多い形では3〜8mmのブリムが効きます。
ベッドは清掃した直後とそうでないときで差が出やすく、表面の曇りや指紋が残っているだけで剥がれ方が変わります。
密着がまだ不安定なら、糊を薄く使うと落ち着きやすいのが利点です。
糸引きは温度とリトラクションの順で詰めると迷いません
造形自体は成功しているのに、パーツの空間をまたぐ部分にヒゲのような細い糸が残るのが糸引きです。
PLAでもよく起きますし、PETGではさらに目立ちやすい症状です。
見た目の問題に見えて、細部に毛羽立ちが残ると後処理の手間も増えます。
原因として多いのは、ノズル温度がやや高くて樹脂が垂れやすいことと、移動時の引き戻し量が足りないことです。
ここで移動速度やファンまで同時に触りたくなりますが、初心者の段階では温度とリトラクションの2点に絞ったほうが結果を読みやすいのが利点です。
対処は、まずノズル温度を5℃刻みで下げます。
たとえば糸引きが目立つのに層の接着は十分なら、少し下げるだけで改善することがあります。
それでも残るなら、リトラクションを1mm刻みで増やします。
前の設定セクションで触れた通り、極端な値に振るより、少しずつ動かしたほうが詰まりや押出不良を避けやすいのが利点です。
細い糸が多少残る段階と、蜘蛛の巣のように増える段階では意味が違うので、症状の強さを見ながら順番に詰めるのが近道です。
ノズルから出ないときは詰まりか装填不良を疑うのが早いです
スタートしたのにフィラメントがほとんど出ない、線が途切れる、押し出し音だけして空打ちする。
これは初心者が確率で一度は出会う症状です。
レベリング不良に見えて、実際にはノズルの詰まりや、フィラメントがうまく送り込まれていないケースも少なくありません。
原因として代表的なのは、ノズル先端やヒートブレーク付近の軽い詰まり、フィラメント先端の曲がり、送り機構にきちんとかかっていない装填不良です。
スプール交換直後や、先端が太っているフィラメントを差し直した直後に起きやすいのが利点です。
対処では、まずノズル清掃を行い、その後にプリント前の手動押し出しで連続的に吐出するかを見ます。
ここで細く途切れず出るなら、少なくとも供給経路は通っています。
逆に、出たり止まったりするなら、スライサー設定より先に物理側の詰まりを疑ったほうが早いです。
印刷開始後の1層目を眺めて判断するより、開始前に吐出を確認したほうが切り分けが進みます。
途中停止と層ずれは機械側の抵抗を見ると解けることが多いです

造形の途中で止まる、ある高さから急に横へずれたような段差が出る。
これは設定値の問題というより、供給や駆動のどこかで動きが乱れたサインです。
数時間かけた造形で起きると精神的にもきつい失敗ですが、見る場所は案外はっきりしています。
原因の代表例は、スプールの絡みや回転抵抗でフィラメント送りが止まること、ベルトテンションが適切でなく軸移動が滑ること、そして停電です。
特に新品スプールでも、巻きがクロスして引っかかることがあります。
見た目には正常でも、送りに瞬間的な抵抗がかかると不足押出しや停止につながります。
対処としては、まずスプールが軽く回る状態を作ることが欠かせません。
引き出し角度がきつい配置を避けるだけでも改善します。
層ずれが出るなら、X軸やY軸のベルトを見直し、緩み過ぎも張り過ぎも避けて調整します。
停電が不安な環境ではUPSが効きます。
UPSは消耗品ですが、一般的なバッテリー寿命の目安は4.5〜5年です。
短時間の瞬断対策として考えると、長時間造形の事故を減らす手段になりやすいのが利点です。
換気の風が強すぎると、冷やしたい場所と冷やしたくない場所がずれます
換気は必要なのに、換気のせいで失敗するというのは初心者が戸惑いやすい判断材料になります。
症状としては、層の付きが弱くなる、端だけ反る、片側だけ荒れる、といった形で出ます。
とくにベッドの手前だけ、あるいは窓側だけ悪くなる場合は、外気の当たり方を疑うと切り分けやすいのが利点です。
原因は、造形物全体を均一に冷やせていないことです。
パーツ冷却ファンは必要な場所を狙って冷やしますが、部屋の風はそうはいきません。
外気が一方向から当たると、まだ定着してほしい1層目や、収縮に敏感な角から先に冷えます。
その結果、反りや層間の弱さが出ます。
対処では、排気経路を確保しつつ、プリンター本体に直接風が当たらない配置にするのが基本です。
窓やサーキュレーター、エアコン吹き出しの直線上を外すだけで変わることがあります。
反りやすい形状では、簡易的な囲いや風除けを置くと安定しやすいのが利点です。
冷却ファンは必要でも、部屋のドラフトは別物だと分けて考えると、失敗の見え方が整理されます。
💡 Tip
症状が複数出ているときほど、触る項目は1回につき1つに絞ると判断しやすいのが利点です。反りがあるなら先に1層目速度とベッド表面、糸引きなら温度、途中停止ならスプールとベルトという順で切ると、設定迷子になりにくい設計です。
迷ったらこの選び方|用途別のおすすめ方針
用途で迷ったときは、何を一番多く作りたいかで切るのがいちばん早いです。
小物、実用品、治具、ケース類が中心なら、軸は FDM/FFF方式にPLA でほぼ固まります。
理由は明快で、材料が扱いやすく、後処理が軽く、失敗したときのやり直しも進めやすいからです。
初号機としては、自動レベリングを備えた小型の定番機が噛み合いやすく、Bambu Lab A1 miniのような180×180×180mm級は机上に置きやすく、日常的に回しやすいサイズ感です。
筆者も初号機は小型FDMでした。
机の上で気軽に回せる距離にあると、造形前の準備、1層目の観察、失敗後のやり直しまでのテンポがよくなります。
結果として、設定変更の意味を短いサイクルで覚えられるので、遠回りしにくいんです。
大きい機体のほうが一見得に見えても、最初の段階では設置の重さと失敗コストの大きさが学習速度を鈍らせることがあります。
一方で、作りたいものが最初からミニチュアやフィギュア中心なら、選び方は変わります。
この場合は光造形を選んだほうが満足度は高くなりやすいのが利点です。
小さい顔の造形、装飾、エッジの立ち方、表面の滑らかさは、やはり光造形が得意だからです。
たとえば Anycubic Photon Mono 2 は6.6インチのLCDと4K+解像度を持つクラスで、卓上導入しやすいサイズ感と細部表現のバランスが取りやすい部類です。
ただし、ここでは本体だけで完結しません。
水洗いレジンを使うにしても、洗浄と硬化の設備、それを無理なく回せる換気の強さまで含めて初めて運用が成立します。
造形品質の高さだけで決めるより、作業の流れ全体で考えたほうが失敗しません。
サイズ選びも、用途と同じくらい判断を分ける判断材料になります。
最初の1台としては、やはり180mm級の小型機が無難です。
設置しやすく、失敗したときの材料と時間の損失も抑えやすいからです。
小物や日用品を中心に学ぶなら、このクラスで困る場面は意外と多くありません。
反対に、ヘルメットの部材、大きめの収納、長尺パーツの一体造形が最初から必要なら、分割前提で小型機を選ぶより、256×256×256mm級の Bambu Lab A1 のようなサイズから考えたほうが話が早いです。
大型化は便利さではなく、必要な造形サイズが明確なときに効いてきます。
素材まで含めて一本化すると、初心者の最適解は見えやすくなります。
小物・実用品ならFDM+PLA、ミニチュア・フィギュア重視なら光造形、そして最初の1台はサポートのある定番機の小型機。
この3点で外しにくい設計です。
特に最初は、珍しい素材や尖った仕様より、日本語情報が追いやすく、定番として使われている機種のほうがトラブル時に詰まりにくい設計です。
スライサーも Ultimaker Cura のように無料で使えて、プリセットから入りやすい環境があると、学習の立ち上がりが安定します。
図版指示
用途別判断フローチャートが適しています。
起点を「作りたいものは何か」に置き、実用品・治具・ケースならFDM+PLAへ、ミニチュア・フィギュアなら光造形へ分岐させ、その下に「最初の1台は180mm級小型機」「大型が必要なら256mm級以上」というサイズ判断を重ねる構成だと、本文の整理と一致します。
まとめと次のアクション
初めての一台で迷うなら、まずは失敗しにくい構成で成功体験を取ることを優先してください。
筆者は、最初の造形がきれいかどうか以上に、「一連の流れを自力で完走できたか」を重視しています。
そこを越えると、設定の意味が一気につながります。
学習ログを写真つきで残すと、何を変えたら良くなったかが一目で分かり、次の一歩が速くなるんですよね。
価格や仕様は購入直前に、公式サイトや販売店の掲載内容で見直してから決めれば十分です。
関連記事
マルチカラー印刷のやり方|AMS設定と多色プリント手順
マルチカラー印刷は、AMSやCreality CFSのようなシングルノズル方式で始まると、色を変えるたびに旧色を吐き切るパージが避けられません。AMSのように1本のノズルを複数フィラメントで共有する構造では、パージタワーや捨て吐きが必ず発生し、筆者もデフォルト設定のまま4色印刷を回して、
3Dプリンターのファームウェアとは|KlipperとMarlinの違い
3Dプリンターのファームウェアとは、制御ボード(メインボード)上で動くソフトで、スライサーが吐いたGコードを1行ずつ解釈してモーターやヒーター、ファンを動かす最下層の頭脳です。
3Dプリンターのエンクロージャー自作|ABSの反りを防ぐ囲い
ABSの反り対策は、ノズルやベッドの設定を追い込む前に、庫内温度を整える発想へ切り替えるところから始まります。ABSはガラス転移温度が約105℃と高く熱収縮率も大きいため、Ender 3系のオープンフレーム機では下層だけがベッドで温かく、上層が室温まで冷えて四隅が持ち上がりやすいのです。
STLファイルとは|OBJ・3MF・STEPの違いと変換
STLは3Dプリントでは定番ですが、入っているのは基本的に表面形状だけです。単色でまず造形したいなら非常に強い形式である一方、色・材質・単位・再編集しやすいCAD情報までは標準では持っていません。