FDMとSLAの違いと選び方|用途別比較
FDMと光造形、どちらを選ぶかで迷ったときは、まず「何を作りたいか」を基準に切り分けるのが最短です。
低コストで実用品や大きめのパーツを作るならFDM、高精細な見た目や細部、透明感を重視するならSLA系の光造形が有力候補になります。
筆者の事例としてお伝えすると、筆者は自宅でFDMを3台、光造形を2台を常設して運用しています。
0.4mmノズルのFDMでは小さな文字が潰れやすい一方、光造形は見た目がきれいですが、筆者の運用では洗浄・乾燥・二次硬化を含めた後処理に20〜40分程度かかることが多いです。
この記事では、精細さ、強度、透明性、後処理、コスト、寸法精度を仕組みと数値で整理しながら、読了後に自分の用途ならどちらを選ぶべきか判断できるところまで持っていきます。
FDMとSLAの違いを最初に結論で整理

| 方式クイック比較 | FDM/FFF | SLA系光造形 |
|---|---|---|
| 造形の仕組み | 熱で溶かしたフィラメントを押し出して積層 | 液体レジンを光で硬化して積層 |
| 得意分野 | 低コスト、実用品、大きめの部品 | 高精細、外観重視、透明部品、小中型パーツ |
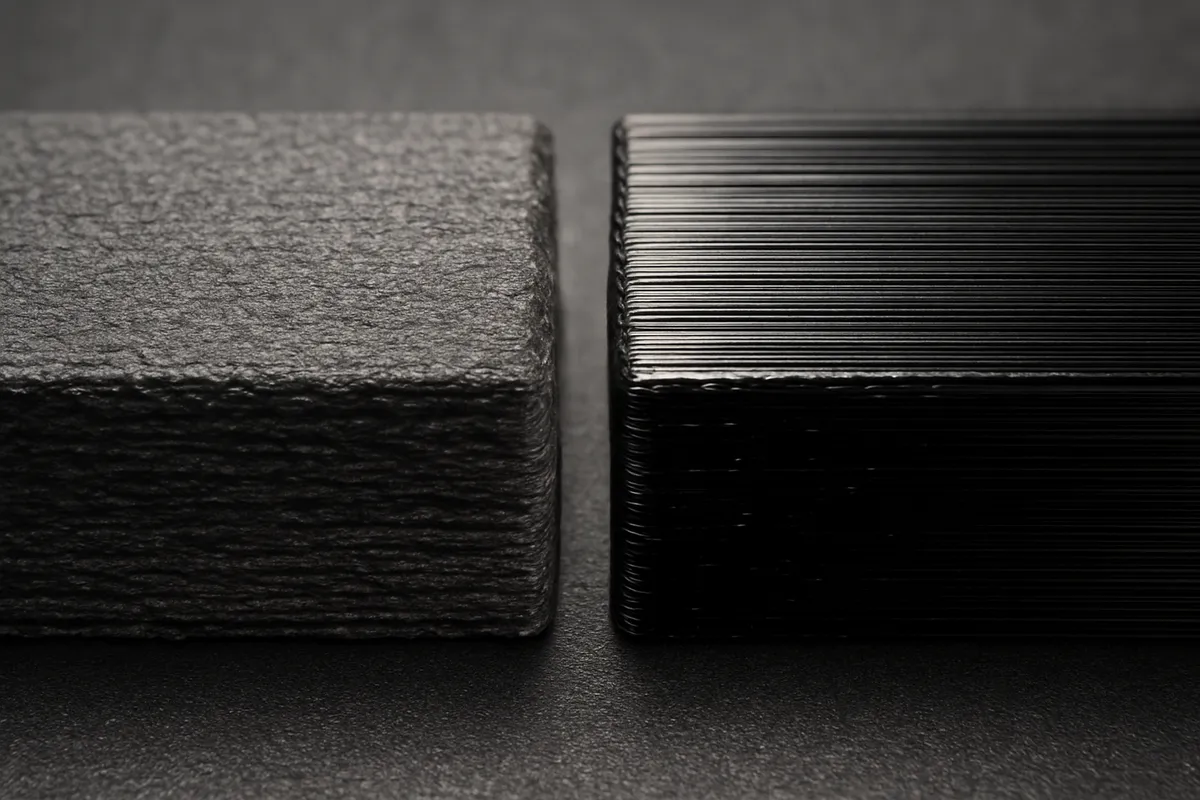
| 表面の見え方 | 積層痕が出やすい | 滑らかで細部が出やすい |
| 後処理 | 比較的軽い | 洗浄と二次硬化が必要 |
| 迷ったときの基準 | まずこちらから考えやすい | 微細表現や透明性が必要なら有力 |
造形原理イメージ図
FDM/FFF
スプール → フィラメント送給 → 加熱ノズル → 線を引くように1層ずつ積む
SLA系光造形
レジンタンク → UV光で1層硬化 → プラットフォームが上下 → 1層ずつ積む方式の一言比較
まず結論だけ先に置くと、FDM/FFFは「溶かした樹脂を線で積む方式」、SLA系の光造形は「液体レジンを光で固めて面として積む方式」です。
FDMは本来Stratasysの商標で、実務ではFFFとほぼ同じ意味で使われます。
一方で、一般にSLAと呼ばれがちな家庭用機の多くは、厳密にはLCD/MSLAやDLPを含む光造形です。
この記事では読者が選びやすいよう、ひとまず「SLA系光造形」とまとめて扱います。
使い分けは明快です。
FDMは本体・材料ともに手を出しやすく、実用品や治具、大きめの試作に強い方式です。
対して光造形は表面の滑らかさ、細かな文字やモールド、透明感の出しやすさで優位になります。
評価は解像度だけでなく、後処理や材料単価、運用のしやすさまで含めて判断する必要があります。
向いている人の早見表
まず1台目として考えやすいのはFDMです。
低コストで始めやすく、フィラメントの選択肢も広く、治具や収納パーツ、家の中で使うちょっとした実用品を作る流れに乗せやすいからです。
例としてCreality Ender 3系やPrusa、Bambu Lab系などがしばしば話題になりますが、機種ごとの仕様や価格はメーカー公式ページや販売サイトで確認してください。
家庭向けのLCD機(例: Anycubic Photon Mono 4K 等)は外観用途でよく挙げられる例です。
💡 Tip
実用品や大型パーツが中心ならFDM、高精細な見た目や微細文字、透明体が主題ならSLA系光造形、という切り分けが最も外しにくい設計です。
筆者なら、用途がまだ定まっていない人にはまずFDMを勧めます。
造形物の失敗コストが低く、試行回数を回しやすいからです。
逆に、最初から「表面の美しさに妥協したくない」「サーフェイサー前の下地をできるだけ整えたい」という人は、後処理込みでも光造形を選ぶ価値があります。
数字で見る違い
感覚論だけだと曖昧になりやすいので、方式差が見えやすい数字も押さえておきます。
光造形の一般的な積層ピッチは0.05〜0.15mmで、透明性を狙う造形では0.025〜0.05mmが使われることがあります。
FDMは積層ピッチだけでは語れず、ノズル径の制約も大きく、0.4mmノズルでは0.4mm以下の形状再現が難しいという前提があります。
細部が潰れやすい理由はここです。
速度の目安も性格が出やすい部分です。
家庭用FDMの標準的な印刷速度は30〜60mm/sで、柔らかいTPUは20mm/s程度がひとつの目安です。
FDMは設定を詰めればテンポよく回せる一方、光造形は造形後に洗浄と二次硬化が入ります。
仕上がりの美しさは得やすいですが、完成品として手に取れるまでの工程は短くありません。
価格帯の入り口も違います。
FDMの低価格帯は10万円以下が一般的で、導入のハードルは低めです。
家庭用のLCD光造形機は200〜1000ドル帯の製品が多く、本体価格だけ見ると意外に手が届きやすい一方、レジン、洗浄用品、硬化環境まで含めると運用コストは軽くありません。
数字だけ見ると「どちらも買えそう」に見えますが、日常的な出力のしやすさまで含めると性格は異なります。
精度面では、Formlabsが公開しているForm 4B MSLAの歯科モデルで、表面積の99%以上が誤差100μm以内という事例があります。
もちろんこれは特定用途・特定条件の数字ですが、光造形が微細形状や寸法の揃い方で強い理由はここからも読み取れます。
対してFDMは、細部の限界がノズル径と押し出し幅に縛られるぶん、精密ミニチュアよりも、機能部品や大きさ優先の用途で持ち味が出ます。
この3つを並べると、判断の芯はシンプルです。
まず迷ったらFDM。
細かな見た目に明確な目的があり、塗装前提のフィギュアや微細文字、透明体をきれいに出したいならSLA系光造形を検討する、という順番で考えるとブレにくい設計です。
仕組みの違い — なぜ見た目・強度・後処理に差が出るのか

用語整理
まず用語を整理すると、FDMとFFFは技術的にはほぼ同じ文脈で使われます。
FDMはStratasysの商標で、一般名としてはFFFと呼ぶのが厳密です。
ただ、実際の会話では「家庭用FDMプリンター」と言ったほうが通じやすいため、比較記事や販売ページでもFDM表記が広く使われています。
記事を読む側としては、「溶かしたフィラメントをノズルから押し出して積む方式」と理解しておけば十分です。
光造形まわりの言葉はもう少し混み入っています。
狭い意味のSLAは、レーザーで液体レジンの表面をなぞって1層ずつ硬化させる方式です。
一方、家庭用で普及しているElegoo Mars 3やAnycubic Photon Mono 4Kのような機種の多くは、厳密にはLCDやMSLA、あるいはDLPです。
LCD/MSLAは液晶マスク越しに面で露光し、DLPはプロジェクターのように画像を投影して硬化させます。
実務ではこのあたりをまとめて「SLA系」「光造形」と呼ぶことが多く、読者が比較で知りたいのもこの広義の光造形です。
つまり比較の軸としては、FDM/FFFは線を置いて積む方式、SLA・LCD/MSLA・DLPを含む光造形は光で面または点を硬化して積む方式と捉えると理解しやすいのが利点です。
名前の違いより、どの単位で1層を作っているかが、見た目や精度や後処理の差に直結します。
層の作り方が与える表面品質と寸法精度
FDMで表面に積層痕が出やすい理由は単純で、丸いノズルから出た樹脂の“線”を並べて面を作っているからです。
標準的なφ0.4mmノズルでは、0.4mm未満のエッジや文字はどうしても丸まりやすくなります。
筆者の環境でも、0.4mmノズルで1mm角クラスの微細文字を出すと角が甘くなりやすく、同じモデルでも0.2mmレイヤーより0.12mmのほうが文字の判読性は明らかに上がる傾向があります。
層を薄くするとZ方向の段差が減るので、別物にはなりませんが、少なくとも「読める・読めない」の境目は超えやすくなります。
光造形が滑らかに見えやすいのは、ここで使う単位がノズルの線幅ではなく、レーザースポットやピクセルだからです。
一般的な硬化層厚は0.05〜0.15mmで、透明性を狙うような造形では0.025〜0.05mmまで詰めることがあります。
曲面やフィギュアの頬、模型の外板のように、光が斜めに当たる面ではこの差がそのまま見た目に出ます。
FDMは層の段差に加えて押し出しラインのうねりが残りやすいのに対し、光造形は面が連続して見えやすいので、サーフェイサー前提でも下地作りが一段ラクです。
透明性にもこの構造差が効きます。
FDMは押し出したライン同士の境界と積層段差で光が散乱しやすく、見た目としては“透明”より“半透明”に寄りやすいのが利点です。
光造形も造形直後から完全な透明になるわけではありませんが、層が細かく表面も均しやすいので、研磨やコーティングまで含めた仕上げで透明感を出しやすくなります。
透明パーツで方式差が出やすいのは、材料そのものより表面の微細な凹凸が光をどう散らすかの影響が大きいからです。
寸法精度の考え方も同じで、単に「何ミリ積めるか」ではなく、1層をどう作るかが背景にあります。
高精度なMSLAの例では、歯科モデルで表面積の99%以上が±100μm以内という実績があります。
比較対象としてよく引かれるSLSの公差例がXYで±0.5%または0.3mm、Zで±1%または0.6mmなので、小中型部品の細かな寸法を揃えたい場面では、SLA系光造形の寸法安定性は強みになります。
FDMはノズル径、押し出し量、ラインのつぶれ方が輪郭に影響するため、外周の角や小穴で誤差が出やすい構造です。
治具やケースのように少し削って合わせられる部品なら十分実用ですが、最初から細部をきれいに揃えたい造形では、層の作り方の差がそのまま結果に出ます。
層断面のイメージ
FDM/FFF
◯◯◯◯ ← ノズルから出た線を並べて面を作る
◯◯◯◯
線の境界と段差が表面に出やすい
光造形(SLA/MSLA/DLP)
▓▓▓▓▓▓ ← ピクセルまたはレーザーで層を硬化
▓▓▓▓▓▓
層が細かく、面が連続して見えやすい強度の見方

強度は方式そのものより、材料の選び方で決まる部分が大きいです。
ここを雑に「FDMのほうが強い」「SLAは弱い」とまとめると、実際の選定を誤りやすくなります。
FDMはPLA、PETG、ABS、ASA、ナイロンなど選べる材料が多く、硬さ、耐熱、しなり、耐候性を用途に合わせて振りやすいのが強みです。
実用品や治具でFDMが選ばれやすいのは、造形物そのものが頑丈だからというより、用途に合う樹脂を選びやすいからです。
一方の光造形は、標準レジンだと見た目はきれいでも脆さを感じやすい場面があります。
薄い爪やスナップ形状、繰り返し曲げる部位では、FDMのPETGやナイロンのほうが扱いやすいことが多いです。
ただし、光造形にもタフ系、ABSライク、用途特化型のレジンがあり、材料選定を詰めると印象は変わります。
つまり方式だけでなく、「標準PLA」と「標準レジン」を比べているのか、「PETG」と「タフレジン」を比べているのかで話が変わります。
層構造の観点では、FDMは押し出した層同士の接着に依存するため、力のかかる方向によって弱点が出やすいのが利点です。
特に層をはがす向きの荷重では差が出やすく、これがいわゆる異方性です。
光造形も積層方式なので完全な等方体ではありませんが、見た目の連続性が高く、細部の肉付きも保ちやすいため、小型パーツでは一体感のある形状に見えやすいのが利点です。
ここで大事なのは、見た目がきれい=必ずしも壊れにくい、ではないということです。
模型や外観試作では光造形の満足度が高く、治具や日用品ではFDMの材料自由度が効きます。
ℹ️ Note
強度を比較するときは、方式名より先に材料名を見ると判断しやすくなります。FDMの優位はノズル方式そのものというより、PLA、PETG、ABS、ASA、ナイロンまで含めた選択肢の広さにあります。
光造形の後処理が必要な理由
光造形で後処理が必須になるのは、造形直後の部品表面に未硬化レジンが残っているからです。
造形が終わった時点では、形はできていてもそのまま触れる完成品ではありません。
そこでまずIPAや水洗い対応レジンなら水で洗浄し、表面のベタつきや余剰レジンを落とします。
その後に乾燥させ、UVで二次硬化してはじめて、狙った硬さや寸法安定性に近づきます。
専用の硬化機では最短60秒のケースもありますが、工程そのものが消えるわけではありません。
FDMの後処理が比較的軽いのは、造形完了時点で材料がすでに熱で固まっていて、触れる部品として成立しているからです。
もちろんサポート除去、糸引き取り、軽い研磨はありますが、主作業は造形中に終わっています。
光造形は逆で、見た目の良さを得る代わりに、完成までの一連の流れが造形機の外にも続きます。
この差は単なる手間の量より「作業の性質」の違いとして効きます。
FDMは失敗してもノズル周りやベッドを整えて再出力しやすいのに対し、光造形は洗浄液、乾燥、UV硬化、サポート痕の処理まで含めて仕上げ工程になります。
実際、筆者の環境ではSLAのサポート痕は600〜1000番の耐水ペーパーで均して、UV二次硬化後に塗装前研磨へ入ると仕上げやすいのが利点です。
先に大きく削りすぎるより、硬化後に表面の状態を見ながら均したほうが、エッジを崩しにくく感じます。
黄変や表面の白化が話題になりやすいのも、この後処理工程に理由があります。
洗浄不足だと表面にレジンが残り、硬化不足だとベタつきが残りやすく、逆に仕上げを急ぎすぎると痕が目立ちます。
光造形の“きれいさ”はプリンター本体だけで決まるのではなく、造形後にどれだけ表面を整えるかまで含めて成立しています。
SLA後処理フロー
造形完了
↓
洗浄(IPA または水洗い)
↓
乾燥
↓
サポート除去・痕の確認
↓
二次硬化(UV)
↓
必要に応じて研磨・塗装前仕上げ比較表|精細さ・強度・寸法精度・材料・コスト・手間

表1: 方式比較
方式名は似ていますが、整理しておくと混乱しにくくなります。
まずFDMはStratasysの商標で、技術分類としてはFFFとほぼ同義です。
その違いは主に呼称上のものとして扱われています。
記事内では一般的な呼び方に合わせてFDM/FFFと並記します。
もう一方のSLAは広い意味での光造形を指す代表的な呼称で、レーザー走査型のSLAに対し、LCDを使うLCD/MSLA、プロジェクタで面露光するDLPは、いずれも「液体レジンを光で硬化させる」同系統の方式です。
つまり、光造形という大きな箱の中にSLA、MSLA、DLP、VPPといった呼び名が並んでいるイメージです。
差が生まれる理由は、1層の作り方が違うからです。
FDM/FFFは溶かした樹脂を線として置き、線を並べて面にします。
光造形はレーザーやピクセル、投影像で層の断面そのものを硬化させます。
この違いが、そのまま表面品質、細部再現、透明感、力のかかり方に対する性格の差になります。
| 比較軸 | FDM/FFF | SLA/光造形 | LCD/MSLA/DLP系光造形 |
|---|---|---|---|
| 表面品質・積層痕 | 線を並べるため積層痕が見えやすい。平面より曲面で粗さが目立ちやすい | 滑らかに出しやすい | 滑らかで、高精細寄り |
| 微細表現 | ノズル径の制約を受ける。φ0.4mmノズルでは0.4mm以下の形状再現が難しい | 微細形状に強い | 微細文字、モールド、小型パーツに強い |
| 強度の考え方 | 材料選択の幅が広く、実用品向けに組みやすい | 標準レジンは脆さに注意 | レジン次第で変わるが、標準系は外観寄り |
| 寸法精度 | 押し出し幅、流量、ラインのつぶれ方が輪郭に効く | 高精度寄り | MSLAの例では表面積の99%以上で誤差100μm以内という事例がある |
| 透明性 | 半透明までは狙いやすいが、積層線と内部の線状構造が残りやすい | 透明部品に有利 | 透明レジンと細かい積層で有利 |
| 安全性・臭い | PLA系は扱いやすい。ABS/ASAは臭いと微粒子対策が重要 | レジン臭気と皮膚感作性に配慮が必要 | 同左。設置場所の配慮がより重要 |
| 後処理 | サポート除去や軽い研磨が中心 | 洗浄、乾燥、二次硬化が必要 | 洗浄、乾燥、二次硬化が必要 |
| 初期費用 | 低め。10万円以下帯が多い | 高めに寄りやすい | 家庭用LCD機は$200〜1000帯が多い |
| 材料費・自由度 | 比較的安く、素材の選択肢が多い | レジン単価が高めで、材料系統はやや絞られる | レジンコスト高め。細密造形向け材料が豊富 |
| ランニング | 主にフィラメント、ノズル、ビルド面など | レジン、洗浄液、防護具、FEP系消耗品など | レジン、洗浄液、防護具、フィルム類など |
| 大型造形適性 | 大きい部品や治具に向く | 大型は材料コストと後処理負担が重くなりやすい | 小〜中型の細密造形向き |
表面品質の差は、単にレイヤー高さの数字だけでは説明しきれません。
FDMは層の高さを下げても、押し出しラインの境界そのものは残ります。
だから平らな面より、頬や円筒のような斜面で“段々”と“うねり”が見えやすいのが利点です。
光造形は1層を面として作るので、同じ曲面でも反射が揃いやすく、艶の乗り方が均一になりやすいのが利点です。
透明性でもこの構造差が効きます。
FDMは透明フィラメントを使っても、内部に線が重なった屈折の乱れが残りやすく、見た目は半透明止まりになりやすいのが利点です。
光造形は透明レジンと細かい積層を組み合わせると有利で、透明狙いでは0.025〜0.05mmの積層ピッチが使われます。
積層が細かいだけでなく、線ではなく面で層を作るぶん、光が抜ける印象を整えやすいわけです。
強度については、見た目のきれいさと壊れにくさを切り分けて考えると理解しやすいのが利点です。
FDMは層間方向の弱さ、つまり異方性が出やすい一方で、PETGやABS、ASA、ナイロンのように用途に合わせた材料を選びやすい強みがあります。
光造形も積層方式なので完全な等方体ではありませんが、小型パーツでは輪郭の再現性が高く、薄肉の形状を狙った寸法で出しやすいのが利点です。
ただし標準レジンは衝撃や繰り返し曲げに強いとは言いにくく、実用品のヒンジや爪にはFDMのほうが合わせやすい場面が多いです。
FDMの速度感も比較軸として欠かせません。
家庭用FDMの標準印刷速度は30〜60mm/sが目安で、TPUのような柔らかい材料では20mm/s程度まで落とすことがあります。
ここは表面品質とトレードオフになりやすく、FDMは速度を上げると線の乱れがそのまま外観に出やすいのが利点です。
光造形はこの意味での“走行速度”の印象は違いますが、完成品として手に取れるまでに洗浄と硬化が入るため、トータルの作業時間では別の遅さがあります。
コスト内訳
コストは本体価格だけで比べると、判断を誤りやすいのが利点です。
FDMは初期費用が低めで、10万円以下帯の選択肢が多く、材料もフィラメント中心で把握しやすいのが利点です。
光造形は家庭用LCD機でも$200〜1000帯がありますが、本体が安く見えてもそこから先の積み上がりが効きます。
ざっくり分けると、FDMのコストは「本体」「フィラメント」「ノズルやビルド面などの消耗品」にまとまりやすいのが利点です。
対して光造形は「本体」に加えて、「レジン」「IPAまたは水洗い用の洗浄環境」「UV硬化機」「手袋などの防護具」「フィルム類や容器まわりの消耗品」が乗ってきます。
二次硬化装置は最短60秒で処理できる機種もありますが、装置を揃える費用そのものは別枠です。
筆者の購入・運用感でも、光造形は本体価格よりレジンと後処理消耗品の累積が効きます。
造形頻度が高い人は本体の償却感が薄れますが、年間使用量が少ないと、洗浄液の管理や防護具の交換も含めて1個あたりコストが思った以上に重く見えます。
FDMは失敗しても素材の扱いが比較的シンプルで、出力再開までの心理的ハードルが低いのに対し、光造形は1回の出力ごとに“後工程込みのコスト”がついて回る感覚です。
図にするなら、横軸に方式、縦軸に年間コストを置いたスタックバー図が分かりやすいのが利点です。
FDMは本体比率が見えやすく、光造形はレジン、洗浄液、防護具、消耗フィルムの層がじわじわ厚くなる構図になります。
読者目線では、ここが「安い光造形機を買ったのに、思ったより出費が増えた」と感じる判断材料になります。
💡 Tip
コスト差は「本体の価格差」より「完成品1個あたりに何工程ぶんの消耗品が乗るか」で見ると実態に近づきます。外観試作やフィギュアの満足度は光造形が高い一方、日用品や治具を気軽に回す用途ではFDMの総コストが読みやすいのが利点です。
材料の自由度も、長期の支出に直結します。
FDMはPLA、PETG、ABS、ASA、TPUなど目的別に振り分けやすく、必要な性質だけを選びやすいのが利点です。
TPUのような柔軟材は速度を落とす必要があるものの、ゴム足やカバーのような部品を方式内で完結しやすいのは大きいです。
光造形は材料ラインアップ自体は豊富でも、標準レジン、タフ系、透明系などで役割が分かれやすく、使い分けるほど在庫管理のコストも増えます。
安全性・臭い・設置性の比較

安全性と設置性は、画質や精度ほど派手ではありませんが、実際の使い勝手を大きく左右します。
光造形は液体レジンを扱うので、臭気への配慮に加えて、皮膚に触れない運用が前提です。
未硬化レジンは手袋で扱い、こぼしたときに拭き取りやすい場所に置く、換気しやすい環境を作るといった前提条件があります。
ここは単なる“少し臭う”ではなく、設置場所の自由度に直結します。
FDMは全体として扱いやすいものの、素材で差がはっきり出ます。
PLA系は比較的穏やかですが、ABSやASAは臭いが強くなりやすく、微粒子対策も含めて開放空間にそのまま置くより、排気や enclosure を前提にしたほうが快適です。
つまり、安全性は「FDMだから安全、光造形だから危険」と二分する話ではなく、何を溶かすか、何を硬化させるかで対策の重さが変わります。
設置性の観点では、FDMは机の上に本体とフィラメントを置けば回しやすいのに対し、光造形はプリンター本体の横に洗浄と硬化のスペースが欲しくなります。
しかも作業面は汚れても処理しやすい素材が向きます。
この差は面積以上に“生活空間へ持ち込みやすいか”として効きます。
FDMは作業の中心が本体内で完結しやすいですが、光造形は造形後にトレイ、洗浄容器、乾燥場所へと作業が広がるため、同じ一台でも部屋への馴染み方が違います。
臭いの質も違います。
FDMは造形中に発生する加熱臭が中心で、素材を替えると印象も変わります。
光造形は造形中だけでなく、カバーを開けた瞬間や洗浄時にも臭いが立ちやすいのが利点です。
細密模型を気持ちよく作れるのは光造形の強みですが、設置ハードルまで含めると、リビング向きなのはどちらかという問いに対しては、FDMに分があります。
この比較を初心者向けに一言で言い換えるなら、FDMは「熱で線を積むので、粗さと材料選びが性格を決める」方式、光造形は「光で面を固めるので、見た目と細部に強い代わりに後処理と設置条件がついてくる」方式です。
どちらが上かではなく、差が出る理由を層の作り方から見ると、比較表の各項目が腑に落ちやすくなります。
用途別おすすめ方式|フィギュア・実用品・治具・透明部品・試作品
用途で選ぶと、FDMとSLAの迷いは整理しやすくなります。
筆者は機種比較より先に「どんな形状を、どのくらいの見た目と強度で、どれくらいの頻度で作るか」を切り分けます。
そこが決まると、方式だけでなく材料や積層設定まで一気に絞れます。
まず俯瞰しやすいように、用途別の目安を表にまとめます。
| 用途 | 最有力方式 | 素材 | レイヤー高(目安) | 注意点 |
|---|---|---|---|---|
| フィギュア/模型 | SLA(LCD/MSLA) | 標準レジン、塗装前提ならグレーレジン系 | 目安: 0.05mm(機種・ノズル径や用途で変動) | サポート痕の処理と洗浄・硬化後の表面仕上げが前提 |
| 実用品/大型パーツ | FDM | PLA、PETG、ABS、ASA | 目安: 0.2mm前後(ノズル径・用途に依存) | 強度だけでなく使用場所に合わせて材料を選ぶ |
| 治具・工具ホルダー | FDM | PETG、ABS、ナイロン | 目安: 0.2mm前後(用途に合わせて設定を調整) | 積層方向で割れやすさが変わるので荷重方向を意識する |
| 透明確認・流路・レンズカバー | SLA | 透明レジン | 目安: 0.025〜0.05mm(仕上げ工程を含める) | 透明のまま使うには研磨やクリアコートの仕上げが必要 |
| 早い試作品/スピード重視 | FDM | PLA、PETG、TPU | 目安: 0.28mm前後(ドラフト設定の目安) | 外観より形状確認優先。TPUは低速設定が必要 |
ℹ️ Note
迷ったらこれで言うと、フィギュアや透明部品はSLA、実用品と大型パーツと試作品はFDMです。初めての1台も、用途が未確定ならFDMのほうが守備範囲を広く取りやすいのが利点です。
フィギュア/模型
フィギュアや模型は、基本的にSLA、なかでもLCD/MSLA系を第一候補に置くのが素直です。
顔まわり、衣服のしわ、パネルライン、細い髪束のような部分で差が出やすく、髪先やエッジはSLAのほうが“尖りが立つ”仕上がりになりやすいのが利点です。
表面の滑らかさだけでなく、先端の抜け感が残りやすいのが大きいです。
設定のヒントとしては、積層は多くのフィギュア用途で「目安として0.05mm前後」が使われることが多い、という認識で扱うと分かりやすいです(ノズル径や機種、仕上げ方によって最適値は変わります)。
塗装前提ならサポート痕の処理と表面の均しを最初から工程に入れておくと、仕上がりが安定します。
FDMでフィギュアを作る選択肢がゼロではありません。
大物スタチューやロボット外装のように、分割前提でサイズを優先するなら現実的です。
その場合は0.12mm程度までレイヤーを下げ、小さめのノズルを使い、パーツ分割して合わせ目を消す前提で進めると見栄えが上がります。
ただし、微細な顔や指先、細い装飾をそのまま出したいなら、方式の相性はやはりSLA寄りです。
迷ったらこれは、塗装前提のフィギュア・模型ならSLAです。
実用品/大型パーツ

実用品や大型パーツはFDMが第一候補です。
理由は明快で、材料の選びやすさと造形サイズの取り回しが良いからです。
ケース、棚受け、ケーブルガイド、箱物、ブラケットのように、ある程度の大きさが必要な部品では、ビルドボリュームの広さがそのまま使いやすさになります。
素材の切り分けも分かりやすいのが利点です。
屋内で使う日用品ならPLAかPETGが入りやすく、少し粘りが欲しい部品や温度変化に触れる用途ならPETGが扱いやすいのが利点です。
熱や屋外を意識するならABSやASAが有力で、日光に当たるカバーや外装ではASAの優位が見えやすいのが利点です。
耐久実用や屋外用途では、材料の自由度が高いぶんFDMが一歩前に出ます。
設定はまず0.2mm前後を基準にすると、見た目と時間のバランスを取りやすいのが利点です。
外観よりも強度とサイズ優先なら、もう少し粗い設定で回すほうが合理的です。
大型物はどうしても造形時間が伸びるので、細かく積むより、肉厚やリブの入れ方に時間を使ったほうが結果が良いことが多いです。
SLAでも箱物やケースは作れますが、体積が増えるほど材料費と後処理の負担が目立ちます。
外観確認のモックなら成立しても、実用品として繰り返し使う部品ではFDMのほうが組みやすいのが利点です。
迷ったらこれは、屋内の実用品ならPETGのFDM、屋外や耐熱寄りならASAやABSのFDMです。
治具・工具ホルダー
治具や工具ホルダーもFDMが強い分野です。
位置決め治具、ドリルガイド、六角レンチホルダー、ビットスタンドのように、形状が比較的シンプルで、ネジ止めや差し込みで使う部品はFDMの相性が良いです。
筆者もこの用途はFDMを優先することが多く、特に穴ピッチの再現は安定させやすく、ネジ止めの実用に耐えやすいと感じています。
素材はPETG、ABS、ナイロンが候補です。
PETGは扱いやすさと粘りのバランスが良く、まず試しやすい素材です。
ABSは熱がかかる周辺部品に向きやすく、ナイロンは摩耗や靭性を重視する治具で活きます。
治具は見た目よりも「割れずに繰り返し使えるか」が重要なので、材料選びの影響が大きい用途です。
設定では、レイヤー高より積層方向のほうが欠かせません。
引っ張られる向きに対して層間が剥がれないように配置するだけで、同じ材料でも実用性が変わります。
見た目を整えるより、ネジ穴まわりに十分な肉を残す、応力がかかる根元にRを付ける、といった設計側の工夫が効きます。
SLAが向く場面もあります。
小型で精密な位置決め治具、細い溝や微細な突起が必要な治具では、タフ系レジンを使ったSLAが有効です。
ただし、主役はあくまで小型精密寄りです。
日常的に工具を掛けるホルダーやワーク保持治具では、FDMのほうが気兼ねなく使えます。
迷ったらこれは、PETGのFDMです。
強度と作りやすさのバランスが取りやすいのが利点です。
透明確認・流路・レンズカバー
透明性を見たい部品はSLAが有力です。
流路確認、液面確認窓、LEDカバー、簡易レンズカバーのように「向こう側が見えること」が価値になる部品では、透明レジンのSLAがFDMより一段有利です。
透明性を狙う積層ピッチとしては0.025〜0.05mmが目安になり、細かく積んだうえで表面を整えると見た目が改善します。
FDMでもクリア系フィラメントで半透明パーツは作れますが、積層線と内部のラインが残りやすく、透明確認用途では“見えるけれど澄まない”印象になりがちです。
照明拡散カバーのように、むしろ曇っていたほうが都合が良い部品ならFDMでも十分ですが、流路を目視したい、内部の気泡を確認したい、といった用途ではSLAを選ぶほうが話が早いです。
設定のヒントは、透明レジンを使って細かめに積み、造形後に研磨とクリアコートまで含めて仕上げることです。
透明部品は、方式選びだけでなく仕上げ工程の丁寧さがそのまま見え方に出ます。
単に透明レジンで出力しただけでは、期待したほど抜けないこともありますが、仕上げを入れると印象が大きく変わります。
迷ったらこれは、透明確認が目的なら透明レジンのSLAです。
FDMは拡散カバーや半透明表現向きと考えると整理しやすいのが利点です。
早い試作品/スピード重視
とにかく早く形にしたい試作品はFDMが有利です。
寸法の当たりを見たい、手に持ったサイズ感を見たい、干渉を確認したいという段階では、表面品位より回転数が重要になります。
家庭用FDMの標準的な印刷速度は30〜60mm/sが目安で、ドラフト設定に振ればテンポよく試作を回せます。
設定は0.28mm前後のドラフト品質にすると、試作のリズムが出しやすいのが利点です。
角のシャープさや積層痕は増えますが、用途が形状確認なら問題になりにくい設計です。
筆者も、最初の試作段階では積層痕を気にするより、穴位置や勘合、手に持ったときの厚みを先に見ます。
この段階でSLAを使うと、仕上がりはきれいでも、後処理込みのテンポで負けやすいのが利点です。
柔らかい試作品もFDMが扱いやすいのが利点です。
たとえばグリップ、ゴム足、ケーブルブーツのような弾性確認をしたい部品なら、TPUを20mm/s程度で回すほうが近道です。
柔らかさそのものを検証したいなら、方式差より材料差のほうが本質になる場面です。
迷ったらこれは、PLAのFDMでドラフト試作です。
柔軟部品ならTPUのFDMに切り替える、という考え方が分かりやすいのが利点です。
初めての1台なら
初めての1台として考えるなら、用途がまだ固まり切っていない人にはFDMを勧めやすいのが利点です。
理由は、実用品、治具、試作品、大きめパーツまで広く拾えて、材料の選択肢も素直だからです。
呼び方は違っても家庭用ではほぼ同じ文脈で語られる方式で、情報量が多く、学習コストを回収しやすいのも利点です。
最初の素材はPLAが入りやすく、設定は0.2mm前後から始めるのが無難です。
この組み合わせなら、まず造形が通る感覚を掴みやすいのが利点です。
そこから実用品に寄せるならPETG、屋外や熱に寄せるならASAやABS、柔らかい部品ならTPUと、用途に応じて横展開しやすいのが利点です。
もちろん、最初から作りたいものが明確にフィギュア、ミニチュア、透明部品に寄っているならSLAスタートは十分ありです。
低価格帯のLCD機も存在するので、精細さ最優先なら導入自体は難しくありません。
ただ、1台で幅広く試したいという意味ではFDMのほうが潰しが利きます。
迷ったらこれは、PLAで始めるFDMです。
作りたいものが「高精細な小物に偏っている」と明確なときだけ、SLAを第一候補に入れると選びやすいのが利点です。
見落としやすい弱点|SLAは後処理、FDMは積層痕

SLAの落とし穴と対策
SLAは出力直後の見た目がきれいなので、つい「造形が終わった時点で完成に近い」と感じやすいのが利点です。
実際にはここからが本番で、洗浄、乾燥、二次硬化、サポート痕の処理まで進めてようやく仕上がりが安定します。
特に洗浄が甘いと、表面に未硬化レジンが残ってベタついたり、細部が鈍ったりしやすいのが利点です。
乾燥が不十分なまま二次硬化に入れると、白化やムラの原因にもなります。
二次硬化は装置によっては最短60秒のケースもありますが、短時間で済むことと、工程自体が不要という話は別です。
筆者が何度も痛感したのは、洗浄液として使うIPAの状態が仕上がりに効くことです。
IPAの濃度が落ちてくると、同じレジン、同じ設定でも表面がうっすら曇る傾向がありました。
見た目だけでなく、細い溝や凹部に残ったレジンの切れも悪くなります。
安定しやすかったのは、汚れた液で前洗いし、きれいな液で仕上げ洗いをする二槽式の運用です。
定期的に新液へ入れ替えるようにしてから、仕上がりのバラつきが減りました。
サポート痕も、購入前には見落とされがちな弱点です。
SLAは面が滑らかに出やすい一方、サポートの接点は必ず残ります。
特に外観面にサポートを置くと、ニッパーで切った跡や小さなクレーター状の痕が目立ちます。
フィギュアの顔、透明パーツの見せ面、平滑な外板のように光が反射しやすい場所では、この差が大きいです。
対策は造形方向の見直しと、見せ面にサポートを集めない配置です。
造形後は、切りっぱなしで終わらせず、軽い研磨まで含めて考えたほうが完成度が上がります。
透明レジンでは黄変も無視できません。
透明感を狙っているのに、硬化の進め方や保管状態で黄色っぽく転ぶと、期待した見た目から外れやすいのが利点です。
とくに透明部品は「少しの色味のズレ」がすぐ見えるので、必要以上に長くUVを当て続けるより、必要なところで止める意識が欠かせません。
仕上げ後の保管でも直射光を避けるだけで印象が変わります。
安全面は、SLAを選ぶときに手間として織り込んでおくべき判断材料になります。
未硬化レジンには臭いがあり、皮膚感作性にも配慮が必要です。
筆者は光造形機を触る日は、作業台を汚してもすぐ拭けるようにし、換気を回し、手袋を前提に段取りを組みます。
造形物そのものより、トレイ、ヘラ、ペーパー、洗浄液の扱いまで含めて運用設計が必要になります。
FDMの感覚で「終わったらすぐ机に置く」という扱いをすると、ここでギャップが出やすいのが利点です。
💡 Tip
図では、SLA後処理フローチャートとして「造形完了 → 洗浄 → 乾燥 → 二次硬化 → サポート除去・痕処理」の順に見せると、見た目のきれいさの裏にある手間が伝わりやすいのが利点です。
FDMの落とし穴と対策
FDMは後処理が比較的軽いぶん、造形中の安定化に手間が寄ります。
典型的なのがベッド定着です。
1層目がしっかり付かなければ、その後の積層がどれだけきれいでも意味がありません。
角から浮く、途中で反る、細いパーツがベッドから剥がれる、といった失敗はFDMの初期トラブルとして多いです。
大型の平板や角の立った形状では、この問題が特に出やすくなります。
筆者はこの初層で何度も手が止まりました。
プリント開始直後にノズルの横で糸を引いた樹脂をピンセットでどかし、浮きそうな端を見つけては様子を見る、いわば初層のゾンビ手直しになりがちです。
ここは気合いより条件出しのほうが効きます。
ベッド温度を少し上げるだけで粘りが増して定着が改善することがあり、筆者の環境でもベッド温度を5℃上げたときに歩留まりが大きく変わりました。
糊の併用やPEI板への変更も効きやすく、特に角が浮きやすいモデルでは差が出ます。
見た目の弱点としては、やはり積層痕が残りやすいことです。
平面ではそこまで気にならなくても、曲面や斜面では段差が光を拾って目立ちます。
試作品や治具では問題になりにくい一方、展示物や意匠部品では「思ったより粗い」と感じる原因になりやすいのが利点です。
積層ピッチを詰める、外周を丁寧に出す、研磨や塗装を前提にする、といった対策はありますが、SLAのような“そのままで滑らか”な方向性とは違います。
透明化の難しさも、FDMを選んだ後に気付きやすい判断材料になります。
クリア系フィラメントで半透明パーツは作れても、内部の押し出しラインと積層線が残るため、澄んだ透明にはなりにくい設計です。
照明カバーのように光を拡散したい用途なら相性が良いのですが、内部を見通したい窓や流路確認では限界が見えやすいのが利点です。
見た目の透明感に期待してFDMを選ぶと、ここでギャップが出ます。
微細表現にはノズル径の制約も効きます。
標準的なφ0.4mmノズルでは、0.4mm未満の細線や文字は潰れがちです。
小さな刻印、細いリブ、極小の抜き文字をそのまま再現したい場面では、造形方向や文字サイズの設計を見直さないと形になりません。
レイヤーを細かくしても、XY方向の線幅制約そのものは消えないので、ここは積層ピッチだけで解決できない弱点です。
初心者が陥りやすい失敗例

SLAで多いのは、見た目は固まっているのに内部や凹部に未硬化レジンが残っているケースです。
表面だけを見ると成功に見えるので、そのまま二次硬化してしまい、あとでベタつきや白化、細部の潰れとして現れます。
原因は洗浄不足であることが多く、洗浄時間の取り方や、液をきれいな状態に保てているかで結果が変わります。
細い穴や深い溝を持つモデルほど、この差が出やすいのが利点です。
筆者は曇りやベタつきが続いたとき、露光条件より先に洗浄工程を見直したほうが早く改善できる場面を何度も見ています。
FDMで多いのは、1層目の剥がれを「たまたま失敗した」と片付けてしまうことです。
実際には、ベッドレベリング、ノズルとベッドの距離、ベッド温度、接着補助の有無のどれかが噛み合っていないことがほとんどです。
最初のラインが丸く乗っているだけで潰れていない、角だけ先に冷えて反り始める、途中から線が引きずられる、といった症状は切り分けしやすいサインです。
条件が合うと、初層は目で見て分かるくらい素直に落ち着きます。
初心者ほど、SLAは「造形後の工程を軽く見積もる」、FDMは「造形前の初層調整を軽く見積もる」という逆方向のつまずき方をしがちです。
SLAは後処理が品質そのもので、FDMは1層目が成功率そのものと言っていいです。
この違いを最初に理解しておくと、買った後の印象が変わります。
図にするなら、FDM1層改善チェック図は効果的です。
ノズルが高すぎる、低すぎる、ちょうどよいときの線のつぶれ方を並べ、そこにベッド温度や接着補助の分岐を重ねると、なぜ剥がれるのかが直感的に伝わります。
SLA側も、未硬化レジン残りが起きる工程を洗浄中心で見せると、失敗の原因が見えやすくなります。
初心者向けの選び方|予算と作りたい物から決める
判断フロー
迷いやすいときは、まず作りたい物を見た目重視・強度重視・大きさ重視の3軸で切り分けると判断が速くなります。
ここを曖昧にしたまま「人気機種」から入ると、買ったあとに方式のミスマッチが出やすいのが利点です。
筆者は相談を受けたとき、先にブランド名ではなく、何を何個作るのか、塗装するのか、そのまま使うのかを聞くようにしています。
方式の向き不向きは、機種差より先にこの条件で決まるからです。
見た目重視なら、候補はSLAやLCD/MSLA系の光造形が中心です。
フィギュア、胸像、ミニチュア、細かな文字入りパーツ、透明感を出したい外装ではこちらが有利です。
光造形は一般に0.05mm〜0.15mmの層厚が使われ、透明性を意識した造形では0.025〜0.05mmまで詰めることがあります。
細部や曲面の連続感を優先したいなら、この差はそのまま仕上がりに出ます。
塗装前提のフィギュア中心で、ヤスリがけの手間を減らしたい人には、最初からSLA系を選ぶ理由があります。
強度重視なら、まずFDMを軸に考えるのが自然です。
実用品、治具、ケース、ブラケット、仮組み用パーツでは、材料選択のしやすさと扱いやすさが効いてきます。
家庭用FDMの標準的な印刷速度は30〜60mm/sが目安で、試作を何度も回しながら形状を詰める流れとも相性が良いです。
見た目を多少犠牲にしても、使える物を早く出したいならFDMが組みやすいのが利点です。
大きさ重視でも、入り口としてはFDMが強いです。
大型試作や長尺パーツは、光造形でも不可能ではありませんが、材料費と後工程の負担が先に効きます。
見た目の精細さよりサイズの取り回しを優先するなら、初手でFDMに寄せたほうが失敗しにくい設計です。
そのうえで、予算は本体だけでなく、材料と後処理まで含めて見ます。
ここを本体価格だけで決めると、SLA系では特に後から差が出ます。
FDMは始めるための周辺物が比較的少なく、筆者の手元運用でも、スターターとしてはPLA 1kgにノズルの替えを2本、ベッド接着剤があれば十分に回し始められました。
反対にSLAは、本体を置いた瞬間に終わりではありません。
標準レジンに加えて、洗浄容器やIPA、UV硬化機まで揃えておくと立ち上がりが安定します。
光造形は本体選びと同じくらい、後工程の段取りが完成度に直結します。
判断としては、初めての1台ならFDMが無難です。
扱う素材が分かりやすく、失敗の切り分けもしやすいからです。
一方で、用途がはっきり塗装前提フィギュアに寄っていて、欲しいのが強度より微細さなら、SLAを最初の1台にする選択も十分あります。
迷ったときは、「実用品を1つでも作りたいか」「造形後に洗浄と硬化を工程として受け入れられるか」で分けるとブレにくい設計です。
ℹ️ Note
図にするなら、見た目重視・強度重視・大きさ重視の3分岐から入り、次に総予算、本体方式、最初の素材へ落とすフローチャートが最も分かりやすいのが利点です。
予算別のおすすめ方針

予算が5万円前後までなら、軸はFDM入門機です。
FDMは10万円以下帯が充実しており、最初の1台として選びやすい層が厚いです。
この価格帯では「まず出力して学ぶ」ことを優先しやすく、材料もPLAから始めれば扱いが素直です。
見た目最優先ではなく、ケース、小物、治具、収納、ちょっとした補修部品まで視野にあるなら、費用対効果が高い選び方になります。
予算をもう少し使えても、実用品や試作中心なら、やはりFDMの優位は揺らぎません。
造形の試行回数を増やしやすく、失敗のコストも抑えやすいからです。
最初は完璧な仕上がりより「何度も回して設計を修正できること」の価値が大きいです。
FDMはそのサイクルを作りやすい方式です。
外観特化ならLCD/MSLA系も候補に入ります。
家庭用の低価格LCD機は200〜1000ドル帯に選択肢があります。
ここで見落としやすいのが、本体価格だけでなく、レジン、洗浄用の消耗品、硬化設備まで含めた総額です。
見た目の満足度は高い一方、スタート時点の必要物がFDMより増えるので、予算感は別物として考えたほうが現実的です。
予算別の方針を用途に重ねると、整理しやすくなります。
低予算で汎用性重視ならFDM、外観の完成度にお金を振るなら光造形という構図です。
ここで中途半端に両方の長所を1台で取りに行くと、期待値とのズレが起きやすいのが利点です。
特に「フィギュアも作りたいし、強い実用品も作りたい」というケースでは、最初の1台に全部を背負わせるより、どちらの比重が高いかで決めたほうが満足度は上がります。
スターター構成
最初の構成は、欲張らずに標準素材で成功体験を作ることが欠かせません。
FDMなら最初の素材はPLAで十分です。
いきなりTPUやクセの強い材料に行くより、PLAで初層、寸法、サポート、スライサー設定の基本を掴んだほうが、結果として早く上達します。
TPUは20mm/s程度が目安になるように、柔らかい材料は速度や搬送で難しさが増えるので、初手向きではありません。
筆者のFDMスターターはシンプルで、PLA 1kg、ノズル替え2本、ベッド接着剤が基本セットです。
これだけでも、初層の安定化と消耗品対応まで含めて、最初の壁は越えやすくなります。
逆に、最初からノズル径違いを大量に揃えたり、素材を何種類も買い足したりすると、トラブルの原因が散って切り分けにくくなります。
SLAのスターター構成も、最初は標準レジンを中心に組むのが分かりやすいのが利点です。
標準レジン、洗浄容器または洗浄設備、IPA、UV硬化機の組み合わせがあると、造形から仕上げまでの流れが安定します。
二次硬化装置は最短60秒の例もありますが、重要なのは短さより工程を毎回一定にできることです。
筆者の手元でも、光造形はこの後処理一式が揃った時点で「たまにきれいにできる」から「狙って再現できる」に変わりました。
チェックリストとして整理すると、最初は次の程度で十分です。
FDMスターター構成
- FDM本体
- PLA
- 交換用ノズル
- ベッド接着剤
SLAスターター構成
- SLAまたはLCD/MSLA本体
- 標準レジン
- 洗浄容器または洗浄設備
- IPA
- UV硬化機
図表にするなら、ここはフローチャートよりもスターター構成チェックリストが向いています。
必要物が方式ごとにどう違うかを横並びにすると、FDMは「造形前の安定化」、SLAは「造形後の処理」が主戦場だと伝わりやすいのが利点です。
次のアクション
実際の決め方としては、まず用途を3軸で分けます。
見た目重視なのか、強度重視なのか、大きさ重視なのか。
この段階で、フィギュアや模型が中心ならSLA寄り、実用品や治具が中心ならFDM寄りという大枠が固まります。
次に置くべきなのが、本体+材料+後処理まで含めた総予算です。
FDMなら本体とPLAを軸に考えやすく、SLAならレジンと洗浄・硬化まわりまで含めて初めて全体像が見えます。
ここを分けて考えるだけで、買ったあとに「思ったより必要な物が多い」というズレを避けやすくなります。
そのうえで、最初の素材はFDMならPLA、SLAなら標準レジンに固定してテストするのが筋が良いです。
方式の向き不向きを判断したい段階で、材料特性まで同時に増やすと評価がブレます。
最初の数回は、素材を広げるより、1つの素材で成功条件を掴むほうが判断しやすいのが利点です。
ここまで整理できると、機種比較を見るときにも視点がぶれません。
見た目を買うのか、実用品を作る道具として買うのか。
その差が固まっていれば、スペック表の読み方も変わります。
よくある質問
FDMとFFFは違う?
結論からいうと、FDMとFFFは実務上ほぼ同じ文脈で使われます。
違いは名前の扱いです。
FDMは商標として使われてきた呼び方で、FFFはより一般技術名としての表現です。
どちらも、フィラメントを溶かしてノズルから押し出し、層を重ねて形にする方式を指します。
記事や製品ページではFDM表記のほうが目立ちやすいですが、仕組みの説明としてはFFFと書かれていても中身は同じです。
判断材料として見るべきなのは名称差ではなく、ノズル径、積層ピッチ、対応材料、印刷速度です。
たとえば家庭用FDMの標準的な印刷速度は30〜60mm/s程度で、TPUのような柔らかい材料では20mm/s前後まで落として安定を取ることがあります。
こうした運用のクセは、FDMと書かれていてもFFFと書かれていても変わりません。
名称より日常運用の快適さのほうが欠かせません。
夜間に回して朝に状態を見る使い方はFDM系のほうが組みやすく、臭いの少なさも含めて生活空間に置きやすいのが利点です。
呼び名で迷うより、実用品寄りか、外観寄りかで整理したほうが機種選びは早く進みます。
SLAとLCDは同じ?
同じではありませんが、広い意味ではどちらも光造形に含まれます。
違いは、レジンをどう硬化させるかです。
SLAはレーザーで必要な部分を走査して硬化させる方式で、LCDやMSLA、DLPは面で露光する方式です。
家庭用でよく見かけるのは、いまはLCD/MSLA系が中心です。
見た目の分類としては同じ「レジン機」に見えても、内部の露光方法は別物です。
ただ、ユーザーが体感する特徴は近く、どちらも表面が滑らかで微細表現が得意、そして造形後に洗浄と二次硬化が必要という点は共通しています。
二次硬化装置には最短60秒の例もあり、後工程を一定にしやすいのが利点です。
精細さの根拠としては、MSLAの代表例であるForm 4Bで、表面積の99%以上が誤差100μm以内という事例があります。
もちろんこれは特定条件の数字ですが、家庭用LCD/MSLAが細かい文字やモールドに強い理由はここからも読み取りやすいのが利点です。
価格帯でも差があり、家庭用LCD機は200〜1000ドル帯に選択肢があります。
レーザー式SLAより、まずLCD/MSLAが普及したのはこの導入しやすさの影響が大きいです。
筆者の実感でも、塗装前提のフィギュアや模型ならLCD/MSLAの満足度は高いです。
表面処理の手間が減るので、塗装前の下地作りで歩留まりが良くなりやすく、細かい段差消しに時間を吸われにくいのが効きます。
強度はどちらが高い?

単純に方式だけで優劣は決まりません。
強度は方式差より材料差の影響が大きいです。
FDMが実用品に向くと言われるのは、材料の選択肢が広く、用途に合わせて組みやすいからです。
PLAから始めて、必要に応じてPETGやTPU系へ広げやすいのが強みです。
一方、SLAやLCD/MSLAは標準レジンだと硬く見えても脆さが出やすく、落下や繰り返し荷重には注意が要ります。
ただし、タフ系やエンジニアリング系のレジンを使えば改善できます。
つまり「光造形だから弱い」と切り捨てるのは正確ではなく、標準レジンの性格がそう見せやすいという理解のほうが近いです。
根拠として見やすいのは、FDM側には造形条件を詰めやすい材料が多いことです。
標準速度30〜60mm/sの範囲で回しつつ、必要なら柔軟材は20mm/s前後まで落とす、といった制御がしやすいぶん、ケース、治具、ブラケットのような実用品に寄せやすいのが利点です。
対して光造形は造形そのものより、洗浄と硬化を含めた後工程まで含めて性能が決まる印象があります。
筆者は日常使いの治具や固定具はFDMで作ることが多いです。
壊れにくさだけでなく、失敗しても作り直しやすいからです。
逆に、見た目を優先する小物やフィギュアは光造形のほうが仕上がりで報われやすいのが利点です。
強度勝負というより、壊れ方まで含めて用途に合う材料を選びやすいのがFDM、見た目重視で素材特性を合わせ込むのが光造形という整理が実態に近いです。
透明部品はどちら向き?
透明部品は光造形のほうが有利です。
透明レジンを使い、積層ピッチを0.025〜0.05mmまで細かくすると、研磨やクリア処理で透過性を高めやすいからです。
一般的な光造形の硬化層厚は0.05〜0.15mmですが、透明性を狙うときはより細かい設定が効いてきます。
FDMでも透明や半透明のフィラメントはありますが、押し出しラインの境目や内部の線状構造が残りやすく、見た目は半透明止まりになりやすいのが利点です。
特に0.4mmノズルを基準にした一般的な運用では、抜けるような透明感まで持っていくのは厳しいです。
光を通すカバーや拡散板なら成立しても、クリアパーツらしい見え方を狙うなら光造形のほうが近道です。
後処理の観点でも差があります。
光造形は洗浄、乾燥、二次硬化の工程を挟みつつ、研磨とクリア仕上げで透明感を追い込みやすいのが利点です。
工程は増えますが、素材の出発点が透明寄りなので、手をかけた分だけ見返りが出やすいのが利点です。
筆者も透明パーツを作るときは、多少手間でも光造形を選ぶことが多いです。
完成時の満足度が明らかに違います。
💡 Tip
透明感を優先するなら、方式の時点で光造形が有利です。FDMは「光を通す部品」、光造形は「見た目として透明に寄せる部品」と考えると整理しやすいのが利点です。
家庭で使いやすいのは?
総合すると家庭ではFDMのほうが扱いやすいです。
セットアップのシンプルさ、運用中の臭いの少なさ、後処理の少なさが大きい理由です。
FDMは出力後にサポートを外して必要なら軽く整える程度で済みやすく、日常の道具として回しやすいのが利点です。
数字で見ても、家庭向けFDMは10万円以下帯が厚く、導入のハードルを作りにくい設計です。
印刷そのものも30〜60mm/sを軸に回しやすく、材料費の選択肢も広めです。
対して家庭用LCD機は200〜1000ドル帯と本体価格だけ見れば手が届きますが、実際にはレジン、洗浄用溶剤、洗浄設備、UV硬化まで工程が増えます。
造形後に手袋を付けて洗い、乾かし、硬化させる流れが前提になるので、机に置いて気軽に1個出す感覚とは少し違います。
筆者の印象では、夜間放置の安心感や普段の快適さはFDMが一段上です。
生活空間に溶け込みやすく、思い立ったときに回しやすいのが利点です。
仕上がりの満足度は光造形が強く、特に塗装前提のフィギュアは失敗を減らしやすいのが利点です。
家庭で使いやすいかどうかは、単に操作が簡単かではなく、置き場所、臭い、保護具、後片付けまで含めて日常に乗るかで決まります。
その意味では、最初の1台としてはFDMのほうが素直です。
まとめ

選び方はシンプルで、実用品・大型・低コスト重視ならFDM、外観・微細表現・透明感重視ならSLA系、なかでも家庭用ではLCD/MSLAが有力です。
最初の1台で迷うなら、運用の軽さと失敗時の立て直しやすさからFDMから入るのが堅実です。
判断を早めるなら、「何を作るか」「どこまできれいにしたいか」「後処理にどこまで手間をかけられるか」の3軸で切り分けてください。
そのうえで総予算を決め、最初に使う素材を1つに絞ると、機種選びでブレにくくなります。
ここが固まれば、次は候補機種と素材の相性を見ていけば十分です。
関連記事
3Dプリンターのランニングコストを実額で計算
3Dプリンターの維持費は、本体価格とは別に電気代・材料費・消耗品に分けて考えると、家庭用FDMなら月数百円から数千円に収まることが多いです。Ender 3からBambu Lab X1 Carbonまで複数機を常設運用してきた経験でも、購入前にいちばん不安だったのは毎月のランニングコストでしたが、
Bambu Lab比較|A1 mini・P1S・X1Cの違い
『Bambu Lab』の3機種は、どれを選んでも速いのに、置き場所と使う素材で満足度がきれいに分かれます。最初の1台をデスク脇に常設したいなら『A1 mini』、ABSやASAまで広げて実用品を回すなら『P1S』、夜間プリントでも失敗の見逃しを減らしたいならセンサーと監視機能が厚いX1Cが本命です。
3Dスキャナーおすすめ5選|用途別の選び方と比較
3Dスキャナーは、実物の表面形状を点群として取り込み、ソフトで位置合わせや穴埋めをして3Dデータに仕上げる道具です。光学式やレーザー式、広範囲向けのToFまで方式ごとに得意分野がはっきり違うので、最初に全体像をつかむだけで機種選びの迷いはかなり減ります。
3Dプリンター価格帯別おすすめ|1万〜10万円比較
3Dプリンター選びは、方式より先に予算帯で現実的にできることと、最初から割り切るべきことを整理すると迷いません。この記事では1万円台、2〜3万円台、5〜7万円台、10万円前後の4区分で、Creality Ender-3やFLASHFORGE Finder、Adventurer3 lite、