PLA・ABS・PETGの違い|3大素材を比較
3Dプリンターの定番素材で迷ったら、まずはPLA、実用品ならPETG、高温にさらされる前提ならABSという整理で考えると選びやすくなります。
この記事は、初めてフィラメントを選ぶ人から、用途に合わない素材選びで作り直しを減らしたい人に向けて、PLA・PETG・ABSの違いを実用目線で整理したものです。
扱いやすさ、耐熱、強度、臭い、反りやすさを横並びで比べつつ、引張強度や熱変形温度の目安、推奨温度帯、糸引きや反りといった失敗の直し方、保管と乾燥のコツまで具体的に見ていきます。
筆者も日当たりの良い窓際に置いたPLAの小物が夏日にやわらかくなり、同じ形状をPETGで刷り直したらしっかり形を保てたことがあり、素材選びひとつで完成品の使い勝手が大きく変わると実感しました(筆者の経験例:条件や環境は個別事例であり、銘柄や形状で結果は変わります)。
数値だけ見るとPLAの引張強度は約50〜60MPaと高めですが、実用品で大事なのは脆さや耐熱も含めた総合力です。
食品に触れる用途で見落としやすい注意点まで含めて、どの素材をどこで使うべきかを迷わず判断できるように解説します。
PLA・ABS・PETGの違いを先に結論で整理

用途別の結論
PLA・ABS・PETGで迷ったときは、最初に用途で切り分けると整理しやすいのが利点です。
ひと言で置くなら、迷ったらPLA、実用品はPETG、高温環境はABSです。
見た目のきれいさや印刷のしやすさを優先するなら、まずPLAが基準になります。
反りが少なく、造形の成功率を上げやすいので、試作や展示用、小物雑貨、学習用の最初の一本として扱いやすい素材です。
数値上の引張強度は高めでも、実際の使用感では硬くてやや脆いので、荷重や熱がかかる常用品には向かない場面があります。
筆者も形状確認や寸法の追い込みは、まずPLAで基準を作ることが多いです。
造形面の粗さや輪郭の出方を見やすく、設計の修正点を拾いやすいからです。
そのうえで、日常的に使うパーツへ移るならPETGが安定します。
PLAより熱に強く、ABSほど反りに悩まされにくいので、水回りの治具、収納小物、ケース類のような「見た目だけでなく実際に使うもの」と相性がいいです。
特に、強度の数値だけでは測りにくい粘りがあり、割れにくさまで含めると実用品向けのバランスが取りやすいと感じます。
筆者の現場感でも、PLAで寸法と見た目の基準を作ってから、常用パーツはPETGへ切り替える運用が失敗しにくい設計です。
ABSは、高温にさらされる前提があるなら候補が一気に上がります。
たとえば車内、暖房の近く、熱がこもる筐体まわりでは、PLAだと不安が残り、PETGでも条件次第では厳しいことがあります。
そういう場面ではABSの耐熱性が効いてきます。
目安として熱変形温度はPLA約55℃、PETG約70℃、ABS約98℃(いずれも代表値・試験条件や銘柄で変動します)で、実用上の「変形しにくさ」をざっくり見るならこの差は大きいです。
一方で、ABSは反りやすく臭いも出やすいため、プリンター周辺の温度管理ができる環境向けです。
筆者の感覚では、ABSは最初から無理に使うより、エンクロージャー環境が整ってから投入したほうがトラブルが少なく、結果として早いです。
3素材の要約比較表
ざっくり比較すると、3素材の違いは次のように整理できます。
| 項目 | PLA | ABS | PETG |
|---|---|---|---|
| 印刷難易度 | 低い | 高い | 中 |
| 反りやすさ | 低い | 高い | 低〜中 |
| 耐熱性 | 低い | 高い | 中 |
| 強度 | 高いが脆さあり | 衝撃に強い | バランスが良い |
| 臭い | 少ない | 出やすい | 少なめ |
| 糸引き | 比較的少ない | 中程度 | 出やすい |
| 透明感 | 出にくい | 出にくい | 出しやすい |
| 想定用途 | 試作・装飾・学習 | 高温部品・実用品 | 実用品・水回り・バランス用途 |
温度面だけを先に見たい人向けに要点を抜くと、熱変形温度の目安はPLA約55℃、PETG約70℃、ABS約98℃です(※これらは代表的な目安で、銘柄や試験条件により幅があります)。
ここはTgとは別の指標ですが、荷重がかかった実使用でどれくらい変形しにくいかを見るうえでは、実感に近い数字です。
見た目の仕上がりではPLAが扱いやすく、サンプル作成や完成イメージの確認に向いています。
PETGは透明系フィラメントでクリア感を出しやすい一方、糸引きが出やすいので温度やリトラクションの追い込みが必要です。
ABSは耐熱と耐衝撃で優秀ですが、反り対策まで含めたセッティングが前提になります。
PrusaでもPETGは糸引き対策やベッド面の選び方が重要とされていて、スムースPEIでは強く張り付きすぎることがあるため、テクスチャー系やサテン系のシートのほうが扱いやすいケースがあります。
ℹ️ Note
表の数値や評価は素材カテゴリ全体の目安です。熱変形温度や強度は試験条件でも変わるので、ここでは初期判断に使うざっくりした比較として見るのが実用的です。
初期判断フロー

最初の一本を決めるときは、細かい物性表を全部読むより、使い道から順番に当てはめたほうが早いです。図にすると次のイメージです。
見た目を優先したい
↓
PLA
水回りで使う・日常的に触る実用品にしたい
↓
PETG
車内に置く・熱がこもる場所で使う
↓
ABSこの流れにしておくと、初心者が最初にABSへ行って反りに悩んだり、逆にPLAで実用品を作って夏場に変形させたりという遠回りを避けやすいのが利点です。
筆者は新しい形状を試すとき、まずPLAで寸法と外観の基準を詰めて、その設計が固まったらPETGに置き換えることが多いです。
運用として素直で、見た目の確認と実用性の確認を切り分けやすいからです。
ABSは耐熱が必要な場面で頼れる素材ですが、造形環境が整ってから使うほうが再現性を出しやすい、というのが実際の使い分けです。
この段階では、PLAを基準素材、PETGを常用素材、ABSを高温対応素材として覚えておくと、素材選びで迷いにくくなります。
まず押さえたい3素材の基本特性
PLAとは
PLAはPolylactic Acid(ポリ乳酸)のことで、植物由来のデンプンや糖を原料にした素材として知られています。
3Dプリントでは最も入りやすい定番で、初心者が最初に触るフィラメントとして選ばれやすいのも、この素材の性格が素直だからです。
いちばん大きな特徴は、反りにくく、見た目をきれいに出しやすいことです。
角が浮きにくく、細かな形状も比較的安定して出しやすいので、試作、展示用モデル、雑貨、小型オブジェのような「まず形をきれいに見せたい」用途と相性がいいです。
臭いも少なく、扱いのハードルが低いので、家庭用3Dプリンターとの組み合わせでも取り回しやすい素材です。
一方で、弱点もはっきりしています。
耐熱性と耐衝撃性は低めで、力がかかったときの粘りよりも、硬さが先に出るタイプです。
数値上は引張強度が高めに見えても、実用品としては「強い」というより「硬いけれど脆い」と捉えたほうが感覚に合います。
ガラス転移温度は約60〜65℃で、このあたりを超えると柔らかくなりやすく、実用上の変形しにくさを見る熱変形温度の目安も約55℃です。
日なたの窓際や車内のように熱がこもる場所では、形を保ちにくくなる場面があります。
筆者も、外観確認や寸法チェックの段階ではPLAを基準にすることが多いです。
輪郭が読み取りやすく、表面も素直に整いやすいので、設計の良し悪しを見たいときに向いているんですよね。
まず完成イメージを崩さず出したいなら、PLAはやはり強い選択肢です。
ABSとは
ABSはAcrylonitrile Butadiene Styrene(アクリロニトリル・ブタジエン・スチレン樹脂)です。
家電の外装や工業製品にも広く使われる系統の素材で、3Dプリントでも耐熱性と耐衝撃性の高さが魅力です。
熱がこもりやすい場所や、ぶつかる・たわむといった負荷がかかる部品では、PLAより安心感があります。
熱変形温度の目安は約98℃で、3素材の中では高めです。
車内に置く部品、暖房器具の近く、筐体内部のように温度上昇が気になる場面では、ABSの強みがはっきり出ます。
衝撃にも比較的強く、実用品寄りの素材として長く使われてきた理由はここにあります。
その代わり、反りやすいのがABSの難所です。
印刷中に四隅が持ち上がったり、層の途中で割れのような症状が出たりしやすく、PLA感覚でそのまま使うと失敗しやすい素材でもあります。
臭いも出やすいため、造形環境まで含めて準備が必要です。
実際、ABSを安定して扱うならエンクロージャー推奨と考えたほうが整理しやすいのが利点です。
庫内の温度を保って急な冷却を避けるだけで、反りや層割れの出方が変わります。
見た目の仕上げでもABSは独自の魅力があります。
ABSはそのままだと少し無骨でも、後処理まで含めると一気に化けます。
アセトンベーパーのような平滑化と組み合わせると、積層感がなじんで実用品らしい質感が出しやすく、ケースや治具の雰囲気がぐっと引き締まります。
造形の難しさはあるものの、完成後の「道具感」はABSならではです。
PETGとは

PETGはPolyethylene Terephthalate Glycol-modified(グリコール変性PET)で、3素材の中ではPLAとABSの中間に位置づけると理解しやすい素材です。
印刷のしやすさはPLA寄り、耐熱や粘りはABS寄りというイメージで、実用品向けのバランスが取りやすいのが利点です。
強みは、PLAより高温に強く、ABSより反りにくいことです。
熱変形温度の目安は約70℃で、PLAでは不安が残る場面でもPETGなら持たせやすいことがあります。
さらに衝撃に対してもある程度の粘りがあり、割れにくさまで含めた総合力で見ると、ケース類、収納小物、水回りのパーツ、日常使いの治具などに向いています。
臭いも比較的少なく、ABSほど造形環境をシビアに組まなくても使いやすいのが利点です。
PETGにはPETGらしいクセもあります。
代表的なのが糸引きしやすさと密着の強さです。
温度が高めで溶け方に粘りがあるぶん、移動時に細い糸が伸びやすく、設定が合っていないと表面の清潔感が落ちやすいのが利点です。
さらにベッドへの食いつきが強く出ることがあり、PrusaでもスムースPEIシートでは密着しすぎるケースが案内されています。
こういうときは、テクスチャー系やサテン系のシートのほうが扱いやすいことがあります。
見た目の面では、PETGは面白い素材です。
特に透明カラーを選ぶと、光を通したときの表情がきれいで、ディフューザーや窓際に置くオブジェの質感が一段上がります。
筆者も照明まわりの小物では透明PETGを選びたくなることが多く、PLAでは出しにくい抜け感が出せるのが魅力です。
機能面だけでなく、見栄えまで含めて選べるのがPETGの強さだと感じます。
推奨温度帯の目安と注意書き
温度設定は素材選びと同じくらい結果を左右します。
このセクションでは細かなチューニングではなく、まず押さえるべき目安だけ整理しておきます。
PETGの代表的な推奨温度帯は、ノズル220〜250℃、ベッド60〜90℃です。
PrusaのPETG設定はあくまで一例で、同社プロファイルでは1層目230℃、以降240℃、ベッドは1層目85℃、以降90℃とされています(Prusa のプロファイル例)。
ただし銘柄や配合で適正温度は変動するため、まずメーカーのデータシートを参照し、必要に応じて±5℃程度ずつ調整して最適値を探してください。
PETGで糸引きが出るときに温度まわりを見直す、という考え方はここが出発点になります。
素材の耐熱を読むときは、Tgと熱変形温度は意味が違うことにも触れておきたいところです。
Tgは素材が硬い状態から柔らかい状態へ移りやすくなる温度域で、PLAなら約60〜65℃が目安です。
一方、実際の使用感に近い「荷重がかかった状態でどこから変形しやすいか」を見るなら、熱変形温度のほうが判断しやすい場面があります。
前のセクションで触れたPLA約55℃、PETG約70℃、ABS約98℃という差は、日常使用のイメージに落とし込みやすい数字です。
フィラメントの状態にも注目したいポイントがあります。
PLAもPETGも、長く出しっぱなしにしておくと吸湿で印刷品質が落ちやすく、表面荒れや糸引きの悪化につながります。
乾燥の目安としては、PLAが40〜45℃で4〜6時間、PETGが65℃で4〜6時間です。
保管は密閉容器と乾燥剤の併用が定番で、印刷条件を詰めても結果が安定しないときは、設定より先にフィラメントの湿気を疑ったほうが早いことがよくあります。
ℹ️ Note
PLA+のような派生素材も流通量は多いですが、配合によって性格が変わるため、基本をつかむ段階ではPLA・ABS・PETGの3つを基準に見るほうが整理しやすいのが利点です。食品接触用途も同様で、素材名だけでは判断できず、添加剤や着色剤、造形後の洗浄性まで含めて見ないと実用上の安全性は語れません。
強度・耐熱性・耐衝撃性を比較

引張強度の目安と解釈
引張強度だけを横並びにすると、目安はPLAが50〜60MPa、PETGが40〜50MPa、ABSが34〜36MPaです。
数値だけ見るとPLAがいちばん強そうに見えますが、ここは読み方に少しコツがあります。
引張強度は、引っ張ったときにどこまで耐えるかを示す指標であって、落下や打撃に対する割れにくさをそのまま表すものではありません。
つまり、引張強度が高い=割れにくいではない、ということです。
実際に造形物を触っていると、この違いは体感に出ます。
筆者は治具ピンをPLAで作ったとき、寸法は合っていてもパキッと欠ける場面がありました。
同じ形状をPETGに置き換えると、少したわんで持ちこたえることが増え、使い勝手がだいぶ変わったんです。
ABSはさらに衝撃に対して粘りがあり、叩き込み気味に使う用途でも割れにくい感触があります。
ここからも、強さを見るときは「引っ張りにどれだけ耐えるか」と「衝撃で壊れにくいか」を分けて考えたほうが実用に近いとわかります。
この比較は、単一ブランドのカタログ値というより、複数ソースでおおむね一致している傾向として見るのがちょうどいいです。
3Dプリントでは積層方向や充填率の影響も大きいため、素材の素性としてはPLAが高強度寄り、PETGが中間、ABSがやや低めという理解で押さえると使い分けしやすくなります。
熱変形温度とTgの違い
耐熱を判断するときは、Tg(ガラス転移温度)とHDT(熱変形温度)を混同しないことが欠かせません。
Tgは素材が硬いガラス状の振る舞いから、柔らかさが出る領域へ移っていく温度の目安です。
たとえばPLAのTgは約60〜65℃とされます。
一方のHDTは、荷重がかかった状態でどのあたりから変形しやすくなるかを見る指標で、実用品の「暑さにどれだけ耐えるか」を読むにはこちらのほうが感覚に近いです。
目安として並べると、PLAは約55℃、PETGは約70℃、ABSは約98℃です。
車内や暖房まわりのように熱がこもる状況をイメージすると、この差は実用的です。
PLAは形状保持に不安が出やすく、PETGはその中間、ABSは高温環境に強い、という整理になります。
これ、意外と知られていないんですが、Tgの数値だけ見て「PLAは60℃台まで大丈夫」と考えると、実際の使用感とズレることがあります。
荷重がかかった部品や、片持ちで支えるような形状では、Tgの手前でも変形が気になりやすいからです。
そういう意味で、実用上の耐熱の目安としてはHDTを見るのが有用です。
耐衝撃性(タフネス)の実用比較
耐衝撃性は、ざっくり言うとABS > PETG > PLAの順で考えると実用感に合います。
PLAは硬さがあって形も出しやすい反面、急な衝撃や局所的な応力に弱く、欠けたり割れたりしやすいのが利点です。
PETGはそこにしなやかさが加わるので、ぶつけたときに一発で破断しにくくなります。
ABSはさらに粘りがあり、工具的な使い方や繰り返しの衝撃に強いのが特徴です。
この差は、同じ「強い」という言葉でも中身が違うことをよく示しています。
PLAは引張強度の数値自体は高めですが、タフネスまで高いわけではありません。
反対にABSは引張強度だけなら控えめでも、衝撃を受けたときの粘りで優位に立ちやすい素材です。
PETGはその中間で、数値と使用感のバランスが取りやすく、日常の実用品で扱いやすいポジションにいます。
治具やクリップ、ケースの爪のように「少したわんで戻ってほしい」部位はPETGの安心感が高いです。
ABSはさらに一段タフで、多少ラフに扱う前提の部品に向きます。
PLAは試作や形状確認には便利ですが、細いピンや薄肉のツメのような衝撃が集中しやすい場所では、数字以上に脆さが先に出ることがあります。
こうした違いを知っておくと、スペック表の見え方が変わります。
印刷のしやすさと失敗しやすいポイントを比較

PLAで起きやすい/起きにくい失敗
PLAは3素材の中でもっとも最初の成功体験を作りやすい材料です。
反りが出にくく、造形中に端が持ち上がって台無しになるケースが少ないので、まず形にしたい段階では助かります。
サポート材も比較的素直に外しやすく、細かな試作や見た目確認では扱いやすさが際立ちます。
筆者も、寸法確認用のモックや飾りパーツは、迷ったらまずPLAで出すことが多いです。
起きにくい失敗が多い一方で、PLAにもつまずきどころはあります。
代表的なのは、高温寄りの環境での変形と、細くて力がかかる部分の欠けです。
印刷そのものはうまくいっても、使い方まで含めて見ると「きれいに出たのに実用では割れた」ということが起こります。
特にクリップ、薄い爪、差し込みを繰り返す部品では、造形のしやすさと実用品としての粘り強さは別だと感じやすい素材です。
とはいえ、純粋にプリント難易度だけを比べるなら、PLAは有利です。
反りにくく、臭いも少なく、サポート除去でも極端に苦労しにくいので、スライサー設定の理解や積層の見え方を学ぶにはちょうどいい材料です。
失敗原因を素材特性ではなく設定やモデル形状に絞って考えやすい、という意味でも初心者向きです。
ABSの反り・臭いとエンクロージャー
ABSでまず直面しやすいのは、反りと割れです。
ここでいう割れは、完成後にパキッと壊れる話だけではなく、造形中にレイヤー同士がうまくなじまず、層の途中で裂けたようになるレイヤー間剥離も含みます。
大きめの箱物や角のある形状では、四隅が浮いたり、途中で側面に横筋のような割れが出たりしやすく、PLAやPETGの感覚でそのまま出すと苦戦しがちです。
ABSが難しい理由は、材料そのものが悪いというより、温度を安定させた状態で出したい素材だからです。
ベッド温度は高めが前提になり、造形中に冷たい風が当たると反りや層割れが一気に増えます。
エアコンの風が少し当たるだけでも結果が崩れやすいので、ドラフト対策は効きます。
ABSはノズル温度だけ追い込んでも安定しにくく、筐体内の空気が落ち着いているかどうかのほうが仕上がりに直結します。
そのため、ABSではエンクロージャーがほぼ重要装備です。
囲いがあるだけで、反りとレイヤー間剥離は抑えやすくなります。
加えて、臭いへの配慮も欠かせません。
PLAやPETGに比べてABSは臭気がはっきり出やすく、長時間の造形では部屋に残りやすいのが利点です。
筆者はABSを使うとき、造形の成功率だけでなく作業環境の快適さの面でも、囲いと換気の両方が必要だと感じています。
設定面では、ベッド温度をしっかり確保しつつ、吐出温度と筐体内の温度を安定させる方向で詰めるのが王道です。
大物ほどその恩恵が大きく、逆にここが整っていないABSは、毎回どこかが少しずつ失敗する素材になりやすいのが利点です。
ABSは耐熱やタフさで魅力がありますが、印刷のしやすさだけを見ると、環境づくりまで含めて使う素材だと考えたほうが実態に近いです。
PETGの糸引き・密着過多への対策
PETGはPLAより実用品に寄せやすく、ABSほど気難しくない中間ポジションですが、失敗の出方にはクセがあります。
代表的なのが糸引きです。
ノズル移動のたびに細い糸が出やすく、見た目が毛羽立ったり、穴まわりにヒゲのような樹脂が残ったりします。
さらに、サポートが必要な形状では、PLAよりもサポートが剥がれにくく、接触面がガッチリ食いついてしまうことがあります。
見た目はきれいに出ていても、後処理で苦戦しやすいのがPETGらしい難しさです。
糸引き対策では、リトラクションの最適化が基本になります。
それでも収まらないときは、ノズル温度を5℃刻みで下げると変化が見えやすいのが利点です。
PETGの推奨ノズル温度帯は220〜250℃ですが、高めに振りすぎると粘りが強く出て糸を引きやすくなります。
温度を少しずつ下げながら、押し出し不足が出ない範囲を探ると、見た目が整います。
前のセクションで触れた通り、湿気を含んだPETGは糸引きが悪化しやすいので、設定を触っても改善しないときはフィラメントの状態も疑ったほうが早いです。
PETGでもうひとつ見逃しにくいのが、ベッドに密着しすぎる問題です。
これは密着不足ではなく、むしろ強く付きすぎて取り外しで困るパターンです。
筆者は以前、PETGをスムースPEIに直接出したら本当に全然剥がれなくて焦ったことがあります。
以後はテクスチャー系のシートに切り替えるか、初層温度を少し下げるか、糊を離型層として使う運用に変えました。
PrusaがPETGでテクスチャー系やサテン系シートを勧めるのも、この“付きすぎ”を避けやすいからです。
底面は梨地になりますが、造形物もシートも守りやすく、実運用では合理的です。
スムースPEIを使う場面でも、冷えてから外すだけで難易度は下がります。
Bambu LabもPETGはプレート温度が十分下がってから取り外す扱いを案内していて、無理にこじるより理にかなっています。
PETGは「反りにくいから簡単」と思われがちですが、実際には糸引き、サポート除去、ベッド密着の3点でつまずきやすい素材です。
逆に言えば、この3つを押さえると一気に扱いやすくなります。
用途別のおすすめ素材
見た目重視/試作
寸法確認の試作、展示用モック、置物、教育用途なら、出発点はやはりPLAです。
形状を素直に出しやすく、反りや臭いで悩みにくいので、「まず形にする」までが速いんですよね。
Fusion 360で作ったモデルのサイズ感を見たいときや、学校・ワークショップで造形の基本を見せたいときも、PLAの扱いやすさは助かります。
見た目の面でも、PLAは表面が整いやすく、発色も安定しやすいのが強みです。
筆者も小物雑貨の初期試作では、いきなり耐久性を求めるより、まずPLAで外観と寸法の確認を進めることが多いです。
特に置物やディスプレイ用パーツは、実使用で熱や水にさらされないなら、PLAで十分きれいにまとまります。
教育用途でもPLAは優秀です。
造形失敗の原因を素材のクセではなく、スライサー設定やモデル形状に絞って考えやすいので、学習の最初の一巻としてはわかりやすい素材です。
強度だけを見ると数値上は高めでも、実用品としては脆さが先に出やすいので、ここでは「壊れにくさ」より見た目と出しやすさを優先する素材として捉えると選びやすいのが利点です。
屋内実用品・水回り
治具、収納パーツ、プリンターまわりの補助部品、水回りのちょっとした実用品なら、第一候補はPETGです。
耐水性と耐薬品性のバランスがよく、PLAより粘りがあるので、日常使いの部品にしたときの安心感が出しやすい素材です。
屋内で使うフック、ケース、ケーブルガイド、簡単なブラケットのような「見た目だけでなく、ちゃんと使いたいもの」と相性がいいです。
筆者の実感でも、水回りのフックをPLAで作ったときは、使っているうちに少しずつ白っぽくなって、やがて割れが見えやすくなりました。
PETGに替えるとその傾向が減って、普段使いの消耗が穏やかになったんです。
こういう差は、スペック表を眺めるだけより、毎日触る小物でよくわかります。
プリンター部品でも、熱源のすぐ近くでなければPETGは扱いやすいのが利点です。
フィラメントガイド、ツール置き、収納トレーのような補助パーツは、PLAより一段実用品寄りに振れます。
しかもABSほど造形環境を追い込みすぎなくていいので、家庭用プリンターで実用品を増やしていく流れに乗せやすい素材です。
高温環境
車内、直射日光が当たりやすい場所、熱がこもる家電の近くでは、ABSを優先して考えたほうが判断しやすいのが利点です。
すでに前のセクションで触れた通り、この3素材は耐熱の差がはっきりしていて、ここではその差がそのまま使い分けに直結します。
見た目は問題なくても、暑い場所では形が保てるかどうかが最重要だからです。
特に車内マウントのような部品は、PETGでも普段は十分そうに見えるのに、真夏を想像すると不安が残る場面があります。
筆者もそのタイプのパーツではPETGを試したことがありますが、長時間の高温を考えると気持ちよく使い続けにくく、ABSで作り直したときの安心感は明確でした。
熱にさらされる前提の部品は、印刷のしやすさより使用中に形が崩れないことを優先したほうが失敗しにくい設計です。
家電付近のカバー、温度が上がりやすい筐体部品、窓際で日差しを受けるパーツも、PLAよりABSのほうが向いています。
屋外での耐候性まで重視するならASAも有力ですが、ここは比較の中心を3素材に絞ると、熱対策の本命はABSです。
透明パーツ
ライトカバー、簡易ディフューザー、内部が少し見える窓パーツのように、透明感が欲しいならPETGが有利です。
PLAやABSでも半透明系の色はありますが、抜け感やツヤの出しやすさではPETGの透明色が一歩リードします。
ガラスのような透明になるわけではないものの、FDMの中で「透明っぽく見せたい」用途には選びやすい素材です。
筆者は照明まわりの試作で透明PETGを使うことがありますが、光をやわらかく散らす部品とは特に相性がいいです。
積層が残るぶん、かえってディフューザーとしてちょうどいい見え方になることもあります。
表面のクリア感だけを求めるより、光を通す・ぼかす目的で考えると満足度が上がりやすいのが利点です。
見た目重視の透明部品でも、熱が少し乗る場所ならPLAよりPETGのほうが扱いやすいのが利点です。
ライト周辺や機器カバーでは、透明感と実用性の両立がしやすい素材として覚えておくと便利です。
化学薬品・液体の接触
洗剤が触れる部品、水がかかる治具、液体まわりの補助パーツでは、PETGまたはABSが候補になります。
普段使いの水回りならPETGが取り回しやすく、もう少し厳しい条件や熱も絡むならABSが視野に入ります。
PLAは短期用途なら使える場面もありますが、液体や繰り返しの負荷が絡むと、実用品としては優先順位が下がります。
PETGが便利なのは、水だけでなく日常的な薬品へのバランスがいいことです。
収納ボトルまわりのスペーサーや、洗面所・キッチンで使う小物では、この「水に強くて、そこそこ丈夫」という性格が効いてきます。
ABSも耐薬品性の面で候補になりますが、熱を受ける場所やタフさを重視する部品に向いています。
💡 Tip
化学薬品に触れる用途は、素材名だけで一律に安全とは言い切れません。PETGやABSが候補になりやすくても、強い薬品に触れる部品は、使う液体との適合を個別に見たほうが設計の精度が上がります。
液体接触の用途では、素材選びを「強度」だけで決めないのが欠かせません。
濡れたまま放置されるのか、洗剤が付くのか、熱い水がかかるのかで、向く素材が絞れてきます。
日常の水回りならPETG、高温やよりタフさが欲しいならABS、という整理にしておくと迷いにくい設計です。
保管・乾燥・食品接触で注意したいこと
吸湿の見分け方と写真指示
フィラメント管理で見落とされやすいのが、設定不良に見える症状のかなりの部分が吸湿で起きることです。
特にPETGは、温度やリトラクションを触る前に湿気を疑ったほうが早い場面があります。
見分けやすいサインは、印刷中のパチパチ音、糸引きの増加、表面のざらつき、細かな穴や荒れ、そして仕上がったパーツの層間の弱さです。
見た目だけでなく、いつもより割れやすい、端をしならせると層で裂ける感じがある、という変化も吸湿の典型です。
筆者も湿ったPETGをそのまま使ってしまったことがありますが、ノズルから出るたびに層間で気泡が弾けるようなパチパチ音がして、表面がザラつきました。
最初は温度の問題かと思ったものの、フードドライヤーで65℃・5時間ほど乾燥したら症状が落ち着いて、押し出しも見た目も安定しました(筆者の経験例)。
保管の基本はシンプルで、密閉保管と乾燥剤の併用です。
開封後のスプールをそのまま棚に置きっぱなしにすると、使う頻度が低い色ほど状態が崩れやすくなります。
ジッパーバッグでも一定の効果はありますが、日常運用ではハードケースやドライボックスのほうが扱いやすく、乾燥剤の交換タイミングも把握しやすいのが利点です。
シリカゲルのような乾燥剤を入れておくと、保管中の再吸湿を抑えられます。
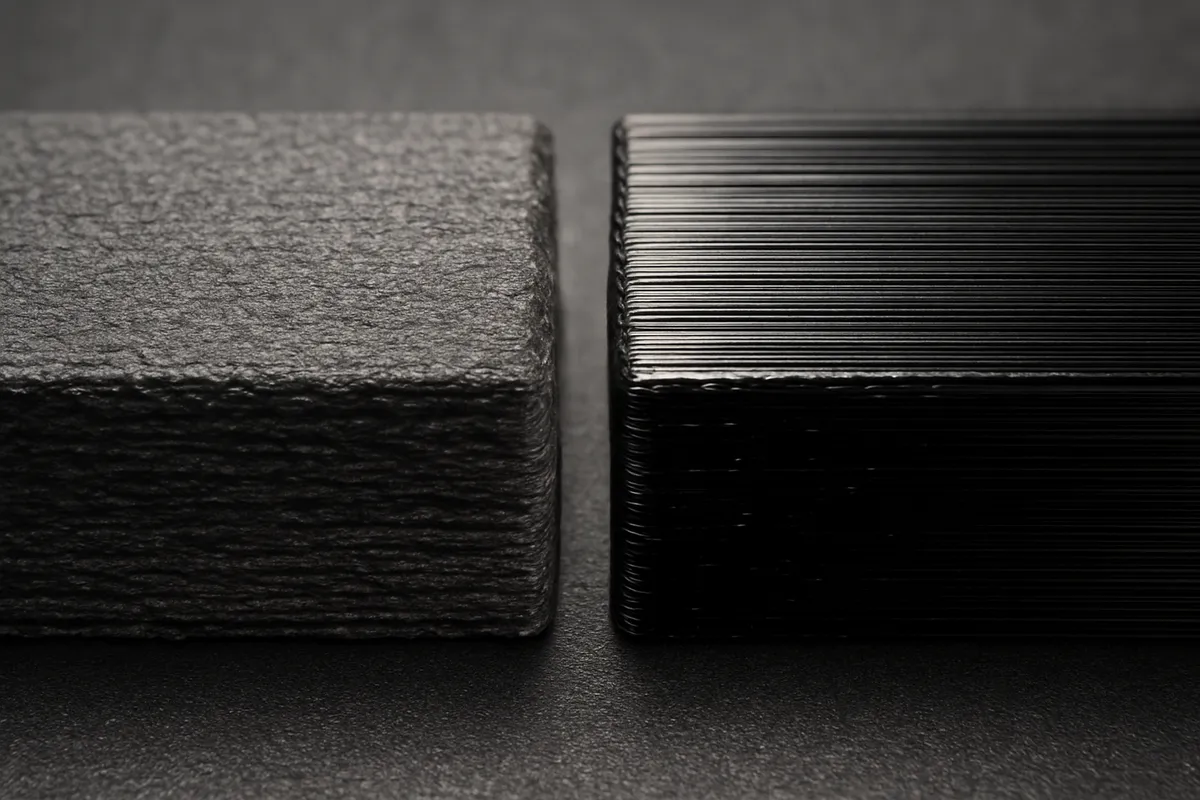
写真で見せるなら、乾いた状態と湿った状態の比較がいちばん伝わります。
たとえば同じPETGで、糸引きの量、外周面のなめらかさ、ブリッジ下の毛羽立ちを並べると差がわかりやすいのが利点です。
ノズル先端から糸を引いている瞬間、表面に細かな気泡跡が出た拡大写真、層間で割れた試験片の断面があると、読者は「自分の失敗が何に近いか」を判断しやすくなります。
乾燥温度・時間の目安と注意点

乾燥の目安は、PLAなら40〜45℃で4〜6時間、PETGなら65℃で4〜6時間です。
PLAは熱に弱いので、高めに攻めるより安全側の温度でじっくり抜いたほうが扱いやすいのが利点です。
PETGはもう少し温度をかけられるぶん、吸湿症状が出たあとでも立て直しやすい素材です。
実際に使っていると、PETGは乾燥前後で糸引きと表面の落ち着きが変わります。
PLAはガラス転移温度が約60〜65℃なので、乾燥でも温度を上げすぎるとスプール内で変形しやすくなります。
とくに家庭用オーブンは表示温度と実温度にズレが出やすく、局所的に熱が乗るとフィラメントが偏平になったり、巻きが癒着したりします。
PLAを乾かすときに40〜45℃という控えめな設定が使われるのは、そのあたりの余裕を見ているからです。
PETGは65℃がひとつの基準として使いやすいのが利点です。
前述の通り、筆者がパチパチ音の出ていたPETGを65℃で5時間ほど乾燥したときも、押し出しの乱れが減って、表面の荒れが目に見えて改善しました(筆者の経験例)。
プリント条件を詰めても妙に不安定なときは、まずフィラメントの水分を抜いてから判断したほうが、設定の迷走を避けやすいのが利点です。
ABSについては乾燥指示に幅があり、PolymakerのPC-ABSでは80℃で8時間という案内があります。
一方で銘柄ごとの差が大きく、このセクションでは数値をひとつに断定しません。
ABSは理論値だけで温度を決めるより、メーカーの乾燥指示を優先して扱うほうが実務的です。
乾燥方法は、専用フィラメントドライヤー、ドライボックス、温度管理しやすい乾燥機器が向いています。
Polymaker Dryer PROのように35〜75℃で制御できるタイプは、PLAとPETGを分けて扱いやすいのが利点です。
食品乾燥に使うフードドライヤーを流用する人も多く、筆者もPETGではその方法が扱いやすいと感じています。
温度が安定していて、スプール全体にゆるく風が回る構造だと、表面だけ先に熱が入る失敗が起きにくい設計です。
💡 Tip
乾燥は「湿ったものを戻す」だけでなく、「乾いた状態を維持する」運用とセットで効いてきます。印刷直前だけ乾かしても、保管が開放状態だと同じ症状が繰り返しやすいのが利点です。
食品接触のリスク分解
食品に触れるものを3Dプリントしたいとき、判断材料を素材名だけにしてしまうのは危険です。
PLAだから安全、PETGだから安全、という整理にはなりません。
ボトルネックになりやすいのは、樹脂そのものよりも、添加剤や着色剤、ノズル材質、造形時の衛生状態、積層面の洗浄しにくさです。
ここを分解して考えると、なぜ単純に「食品接触可」と言い切れないのかが見えてきます。
まずフィラメントには、ベース樹脂以外に顔料、改質剤、流動性や見た目を調整する成分が入っていることがあります。
つまり、素材名が同じPLAでも、中身は同一ではありません。
海外でよく見かける「FDA準拠」や「FDA approved」といった表現も、その一言で完成品の安全性が決まるわけではありません。
食品接触の考え方では、個別フィラメントの適合情報、どんな用途条件を前提にしているか、さらに造形後の状態まで含めて見ないと意味が薄いです。
ノズル材質も見逃せない判断材料になります。
真鍮ノズルを長く使っている環境では、素材以外の要素が混ざる余地があります。
加えて、FDM造形品は積層の谷が細かく残るので、表面がつるっとした市販容器に比べると洗浄性が低いです。
見た目にはきれいでも、積層の段差や微細な隙間に汚れが残りやすく、未滅菌のまま作られた部品をそのまま食品用途に使う発想とは相性がよくありません。
ここは素材そのものの安全性より、完成品としての衛生性が問題になりやすい部分です。
日本では器具・容器包装にポジティブリスト制度があり、食品に接触する用途では材質ごとの適合という考え方が前提になります。
3Dプリント品をその文脈で見るなら、樹脂名だけでなく、そのフィラメントがどの成分で構成されているか、用途条件に照らしてどう扱われるかまで見ないと整理できません。
食品に触れる可能性がある部品は、家庭の便利グッズ感覚で雑に一般化しないほうが筋が通ります。
3Dプリント品は食品そのものを直接触れさせる容器や調理道具として考えるより、外側の治具、位置決め、短時間だけ触れる補助具のように、役割を限定して設計したほうが無理が出にくい設計です。
素材の名前より、何が混ざっているか、どこが洗えないか、どこで衛生性が崩れるかを先に見ると、判断がクリアになります。
迷ったときの選び方まとめ

迷ったらPLAから始めるのが、いちばん失敗しにくい設計です。
実用品として使いたいならPETG、高温にさらされる部品だけABSに切り分けると、必要以上に難しい素材へ回り道せずに済みます。
筆者も新しい治具はまずPLAで形を見て、運用版をPETGにし、熱や衝撃が厳しい現場だけABSで仕上げる流れで進めています。
派生素材はそのあとで十分なので、まずはこの3素材の基準を自分の中に作るのがおすすめです。
- 素材/フィラメントDB(例タイトル): 「フィラメントDB — PLA・PETG・ABSの銘柄別データ」 → 目的:銘柄別の推奨温度帯・乾燥条件・特徴を細かく示すページへのリンク候補
- 設定ガイド(例タイトル): 「Cura設定の基本|初心者向けパラメータ解説」 → 目的:リトラクション、温度調整、初層の取り方など具体設定へ誘導
- トラブルシュート(例タイトル): 「糸引き対策の手順|原因特定と設定変更」 → 目的:本文で触れた糸引きや吸湿対策の詳細手順ページへの誘導
(注意)サイトに現状記事がない場合は、上記は作成すべき内部ページの候補です。
実際にページが追加でき次第、本文中の該当アンカーテキストへ内部リンクを張ることを推奨します。
関連記事
フィラメントの保管方法|湿気対策と長期保存
梅雨どきに机の上へ出しっぱなしにしていたPLAが、印刷の途中でポキポキ折れたことがあります。乾燥させてから同じデータを流すと一気に安定したので、フィラメント保管は「気にする人だけの話」ではなく、仕上がりを左右する基本だと実感しました。
フィラメント乾燥とドライボックスの選び方
フィラメント対策でまず分けて考えたいのは、吸ってしまった水分を抜く乾燥と、乾いた状態を保つ防湿保管は別物だという点です。シリカゲル入りのドライボックスで十分な場面もあれば、PETGやナイロンのように吸湿の影響が出やすい素材では、ヒーター付き乾燥機でしっかり復活させたほうが造形の見栄えは安定します。
水洗いレジンのメリット・デメリット|通常レジンとの違いと選び方
水洗いレジンはたしかに水で洗えますが、未硬化レジンまで安全になるわけでも、洗浄水をそのまま排水してよいわけでもありません。Anycubic Water-Washable ResinやELEGOO Water-washable Resinのような定番製品が気になっている人ほど、
光造形レジンおすすめ8選|用途別の選び方
光造形3Dプリンター用レジンは、見た目のきれいさだけで選ぶと後処理や強度でつまずきやすい素材です。この記事では、ハンドメイド用UVレジンとは切り分けて、家庭用MSLAを使う人が「最初の1本」を迷わず選べるように、用途、物性、後処理、安全、露光設定の順で判断基準を整理します。